
板坯流程生产相变诱导塑性钢的方法.pdf

诗文****仙女

1/6
2/6
3/6
4/6

5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
板坯流程生产相变诱导塑性钢的方法.pdf
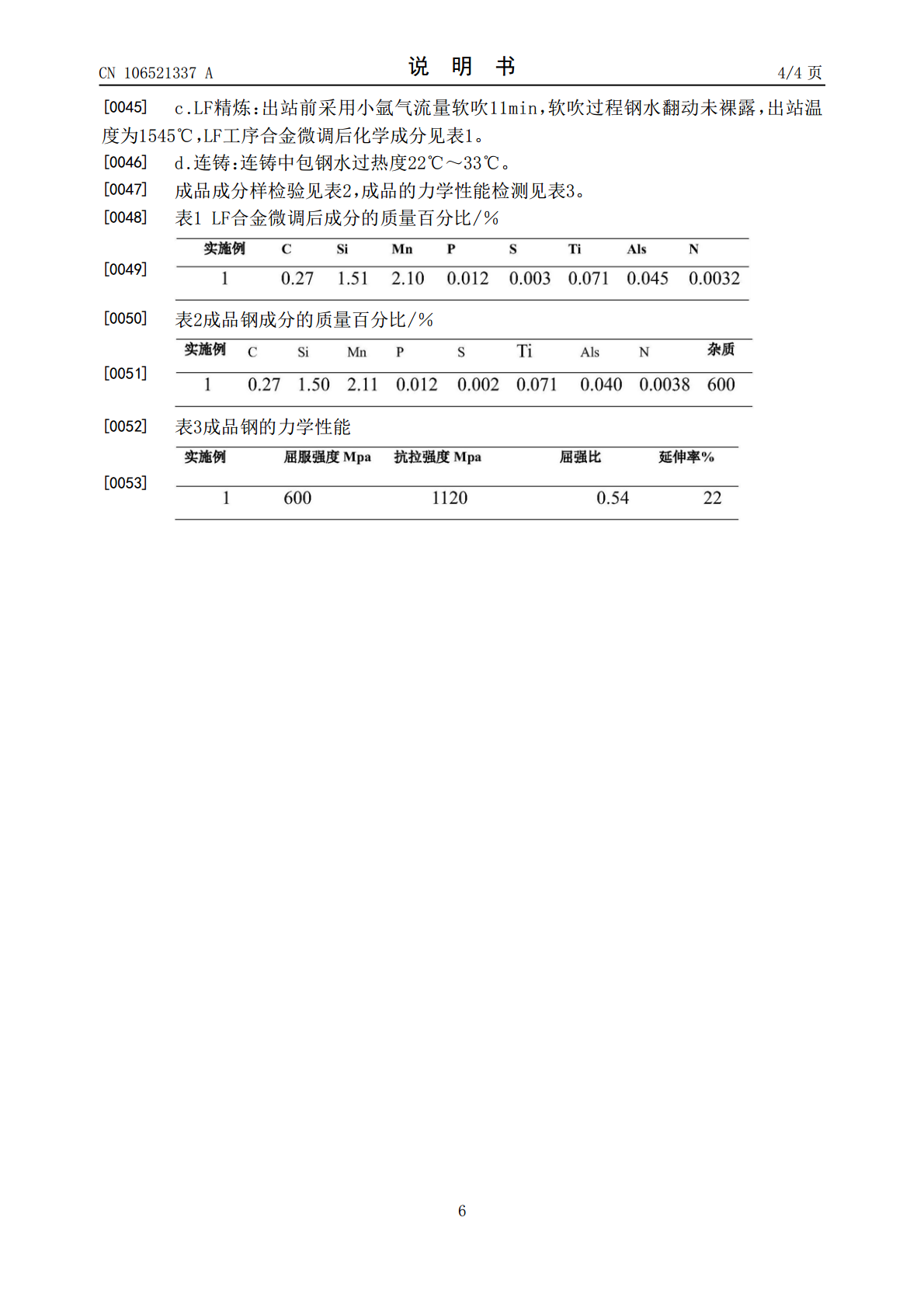
本发明涉及相变诱导塑性钢的生产方法,属于塑性钢生产技术领域。本发明的板坯流程生产相变诱导塑性钢的方法包括如下步骤:a.转炉冶炼;b.出钢;c.LF精炼;d.连铸;其中,连铸得到的产品化学成分按照重量百分比计为C:0.25~0.29%,Si1.40~1.60%,Mn:1.90~2.20%,P≤0.020%,S≤0.005%,Ti0.06‑0.08%Als:0.020~0.060%,N:≤0.0060%,其余为铁和不可避免的杂质。采用该方法生产的相变诱导塑性钢杂质少,因而性能好。
一种冷轧相变诱导塑性钢及其制备方法.pdf
本发明属于冷轧相变诱导塑性钢制造技术领域,具体提供了一种冷轧相变诱导塑性钢,按重量百分比含量,控制钢板的化学成分为C:0.1‑0.3%、Si:0.5‑2.0%、Mn:1.0‑2.5%、P≤0.2%;S≤0.03%、Al≤0.5%,余量为Fe及不可避免的夹杂物。同时还提供了其制备方法,该方法包括如下步骤,铁水预处理→转炉冶炼→炉外精炼→连铸→加热→控轧控冷→卷取→酸洗→冷轧→连续退火→平整。与现有技术相比,本发明的优点在于,生产成本低,吨钢成本降低至少500元,生产控制相对简单,工艺参数易于实现,表面质量良
热轧相变诱发塑性钢的生产方法.pdf
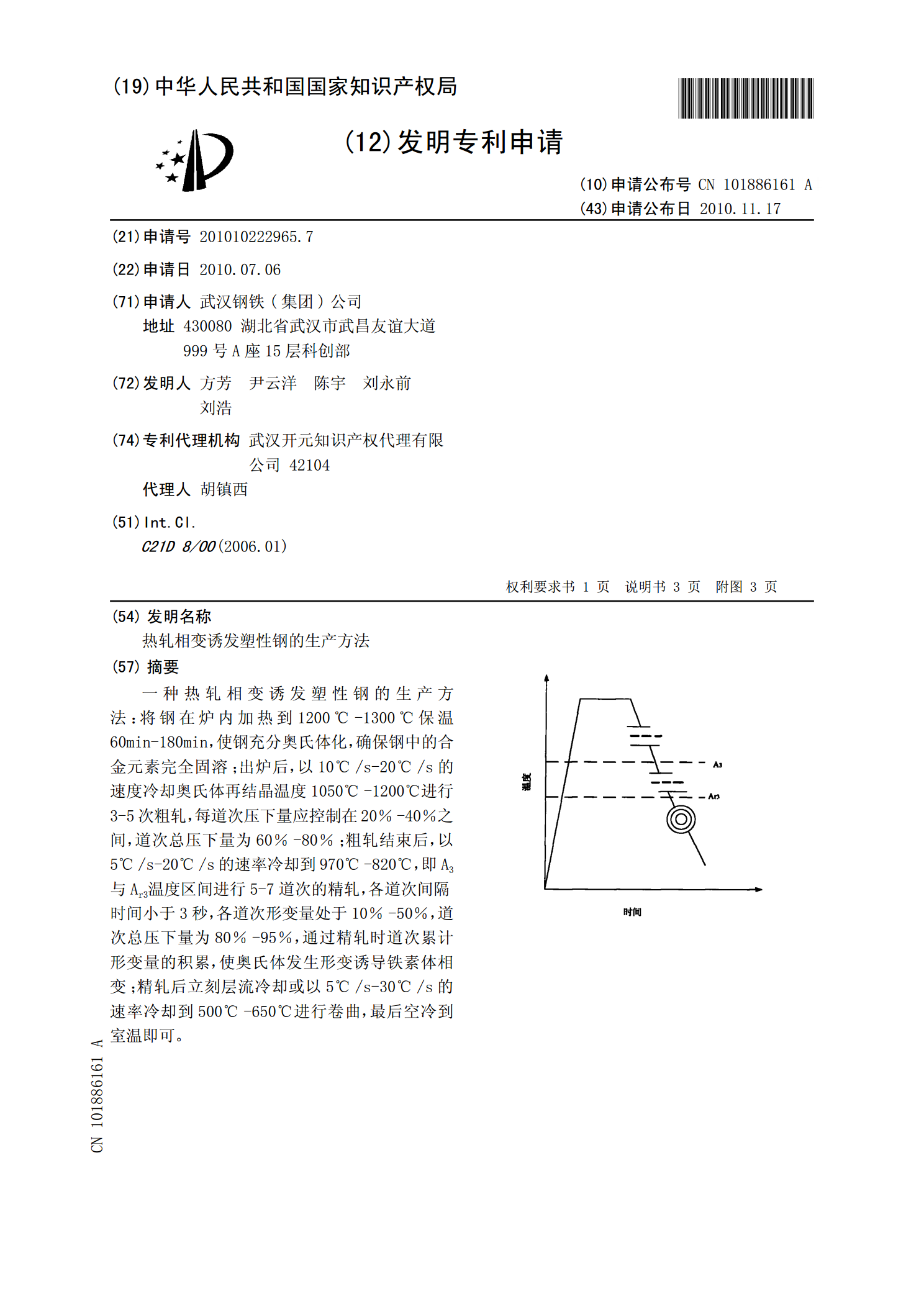
一种热轧相变诱发塑性钢的生产方法:将钢在炉内加热到1200℃-1300℃保温60min-180min,使钢充分奥氏体化,确保钢中的合金元素完全固溶;出炉后,以10℃/s-20℃/s的速度冷却奥氏体再结晶温度1050℃-1200℃进行3-5次粗轧,每道次压下量应控制在20%-40%之间,道次总压下量为60%-80%;粗轧结束后,以5℃/s-20℃/s的速率冷却到970℃-820℃,即A3与Ar3温度区间进行5-7道次的精轧,各道次间隔时间小于3秒,各道次形变量处于10%-50%,道次总压下量为80%-95%
一种低成本热镀锌相变诱导塑性钢及其制备方法.pdf
本发明涉及相变诱导塑性钢领域,具体为一种低成本热镀锌相变诱导塑性钢及其制备方法。按重量百分比含量计,控制钢板的化学成分为C:0.1~0.3%、Si:0.4~2.0%、Mn:1.0~2.5%、P≤0.02%;S≤0.03%、Al≤0.08%,余量为Fe。该方法的工艺流程如下:铁水预处理→转炉冶炼→炉外精炼→连铸→加热→控轧控冷→卷取→酸洗→连续退火→热镀锌→光整→机能检验→包装出厂。采用价格低廉的C‑Mn‑Si系合金成分设计,不需要加入Cr、Mo等贵重合金元素,通过采用预氧化工艺与合适露点匹配控制,提高含硅
一种590MPa级冷轧相变诱导塑性钢及其制备方法.pdf
本发明提供一种590MPa级冷轧相变诱导塑性钢及其制备方法,所述制备方法中,铁水预处理后的铁水中S≤0.003%,铁渣厚≤20mm;转炉冶炼过程中,转炉冶炼过程的终点目标温度为:第一炉温度1660~1680℃,连浇炉温度1650~1670℃;炉外精炼过程的终点目标温度为:第一炉温度1570~1580℃,连浇炉温度1565~1575℃;连铸过程中连铸拉速为1.0~1.5m/min;热轧过程中:板坯加热温度为1230~1280℃,开轧温度为1110~1160℃,终轧温度为840~900℃;连续退火过程的工艺参