
薄板坯连铸连轧高表面质量中高碳钢的制造方法.pdf

一吃****春晓

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
薄板坯连铸连轧高表面质量中高碳钢的制造方法.pdf
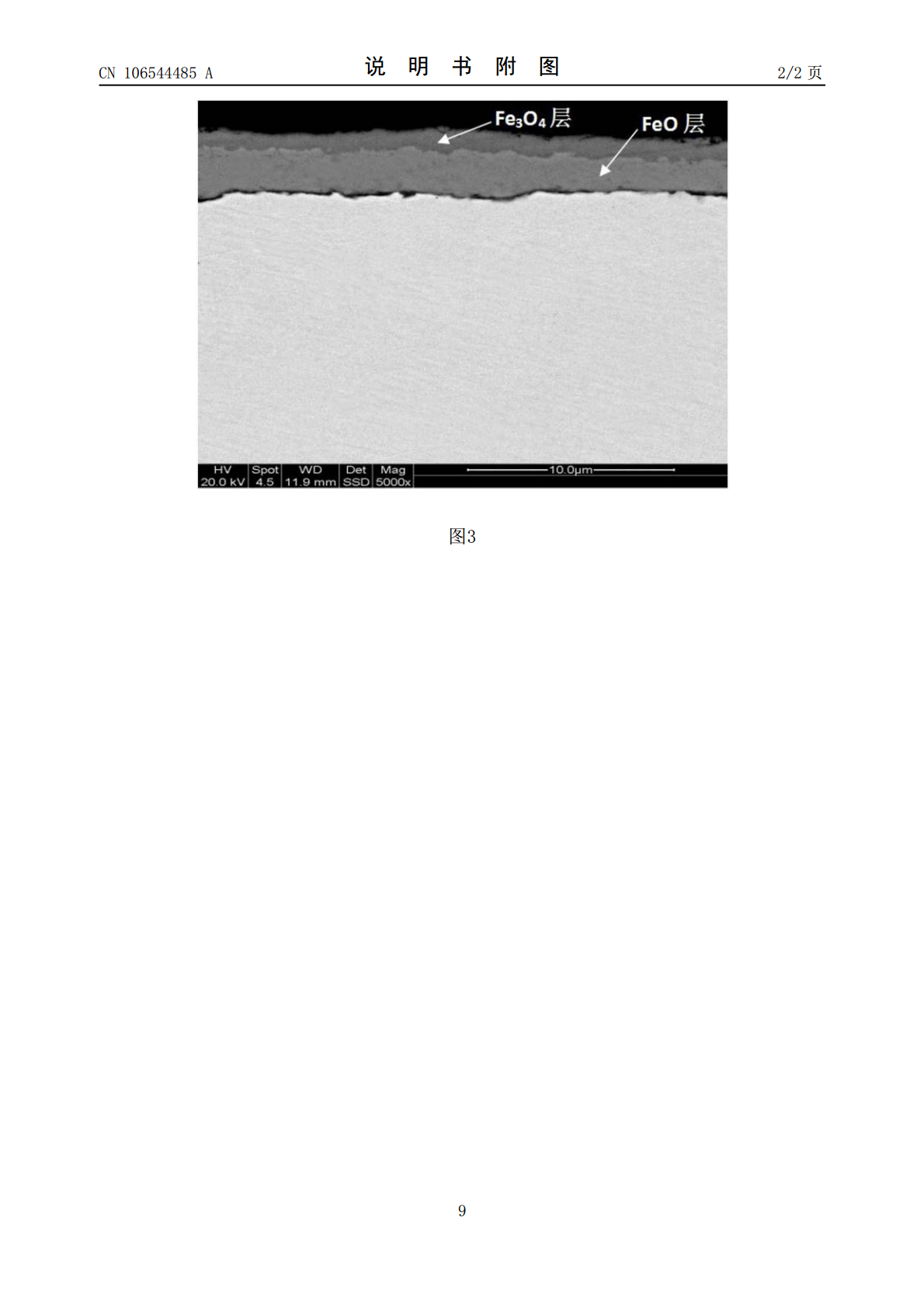
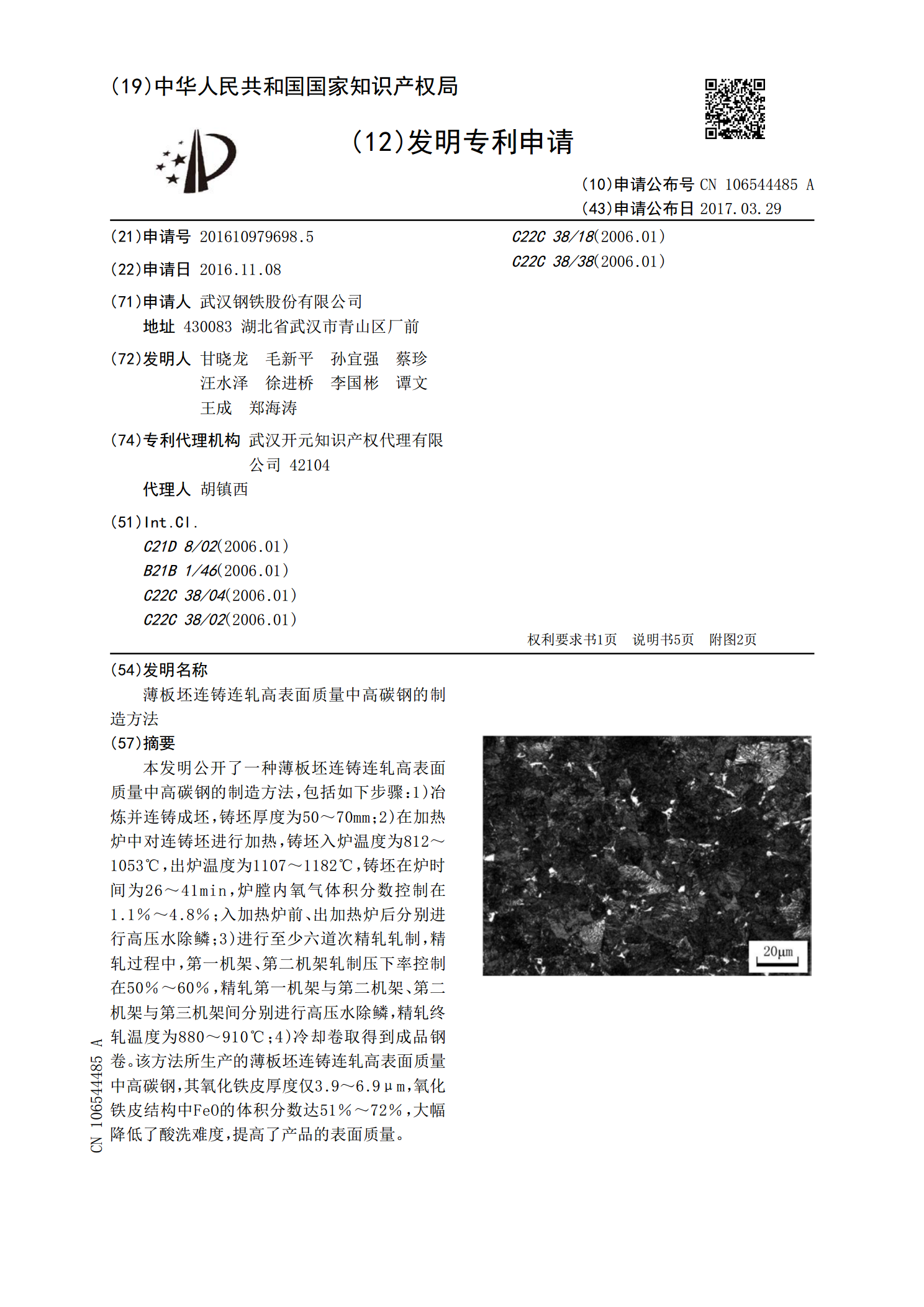
本发明公开了一种薄板坯连铸连轧高表面质量中高碳钢的制造方法,包括如下步骤:1)冶炼并连铸成坯,铸坯厚度为50~70mm;2)在加热炉中对连铸坯进行加热,铸坯入炉温度为812~1053℃,出炉温度为1107~1182℃,铸坯在炉时间为26~41min,炉膛内氧气体积分数控制在1.1%~4.8%;入加热炉前、出加热炉后分别进行高压水除鳞;3)进行至少六道次精轧轧制,精轧过程中,第一机架、第二机架轧制压下率控制在50%~60%,精轧第一机架与第二机架、第二机架与第三机架间分别进行高压水除鳞,精轧终轧温度为880
基于ESP薄板坯连铸连轧流程生产薄规格高碳钢的方法.pdf
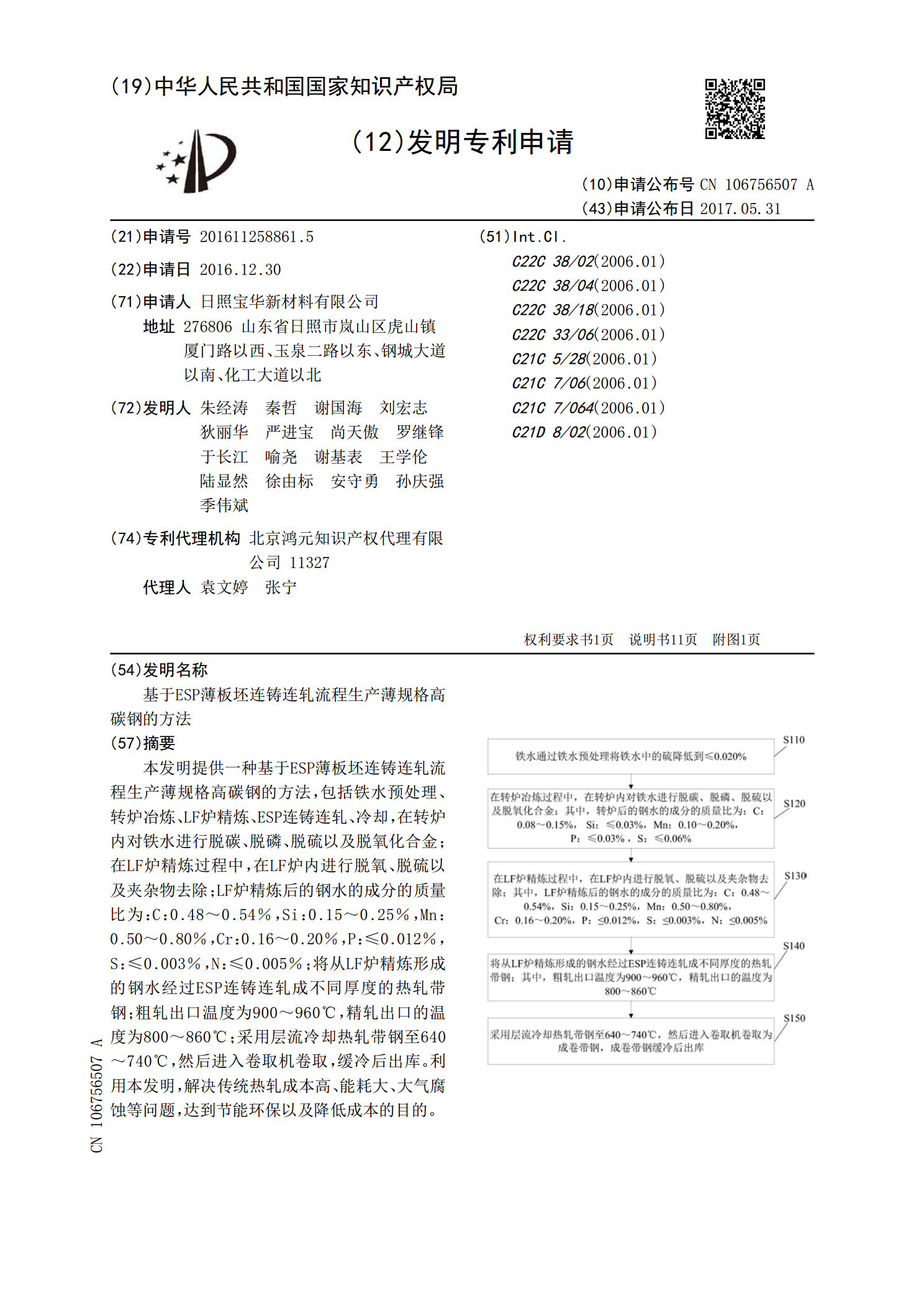
本发明提供一种基于ESP薄板坯连铸连轧流程生产薄规格高碳钢的方法,包括铁水预处理、转炉冶炼、LF炉精炼、ESP连铸连轧、冷却,在转炉内对铁水进行脱碳、脱磷、脱硫以及脱氧化合金;在LF炉精炼过程中,在LF炉内进行脱氧、脱硫以及夹杂物去除;LF炉精炼后的钢水的成分的质量比为:C:0.48~0.54%,Si:0.15~0.25%,Mn:0.50~0.80%,Cr:0.16~0.20%,P:≤0.012%,S:≤0.003%,N:≤0.005%;将从LF炉精炼形成的钢水经过ESP连铸连轧成不同厚度的热轧带钢;粗轧
基于ESP薄板坯连铸连轧流程生产薄规格花纹钢板的方法.pdf
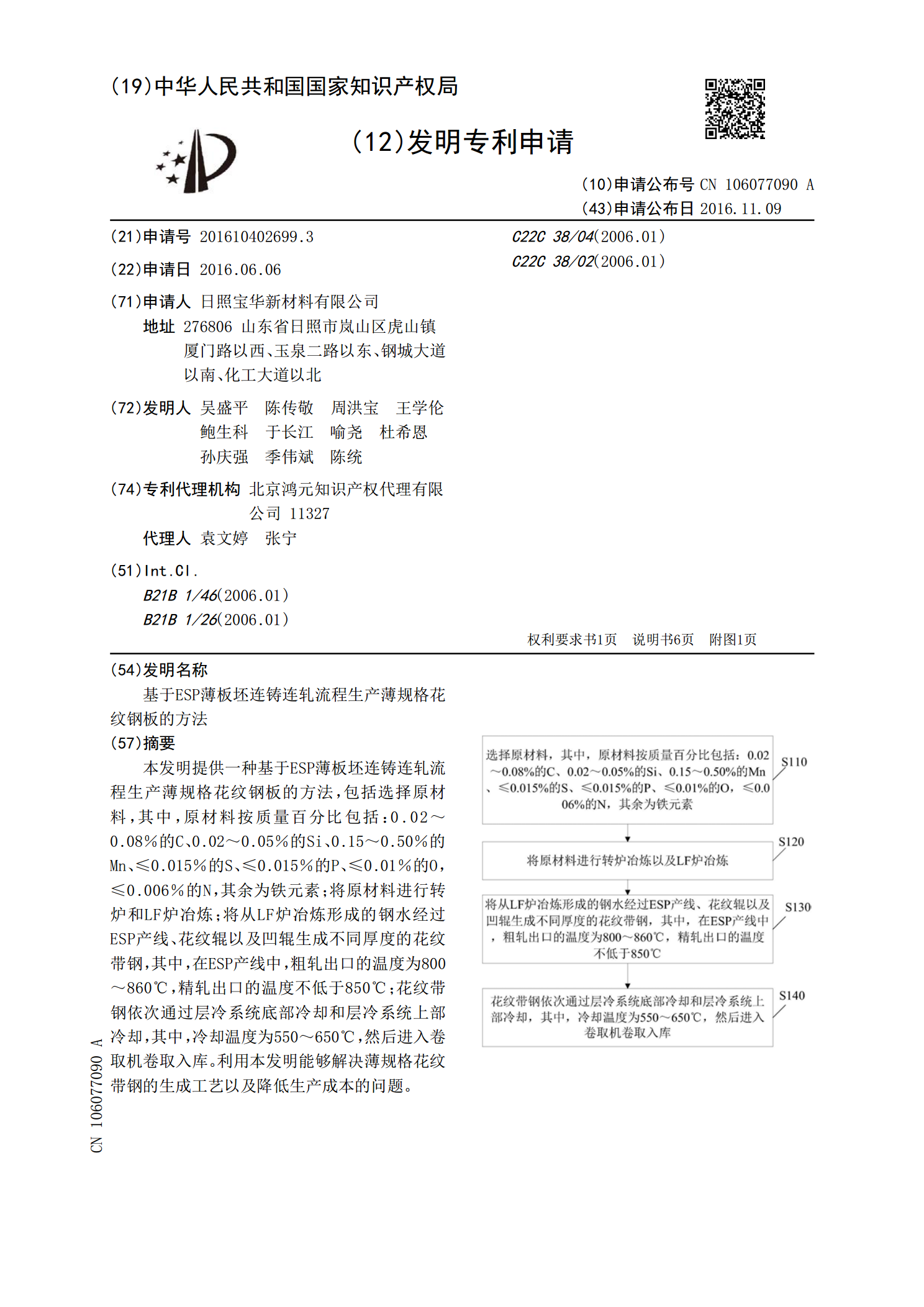
本发明提供一种基于ESP薄板坯连铸连轧流程生产薄规格花纹钢板的方法,包括选择原材料,其中,原材料按质量百分比包括:0.02~0.08%的C、0.02~0.05%的Si、0.15~0.50%的Mn、≤0.015%的S、≤0.015%的P、≤0.01%的O,≤0.006%的N,其余为铁元素;将原材料进行转炉和LF炉冶炼;将从LF炉冶炼形成的钢水经过ESP产线、花纹辊以及凹辊生成不同厚度的花纹带钢,其中,在ESP产线中,粗轧出口的温度为800~860℃,精轧出口的温度不低于850℃;花纹带钢依次通过层冷系统底部
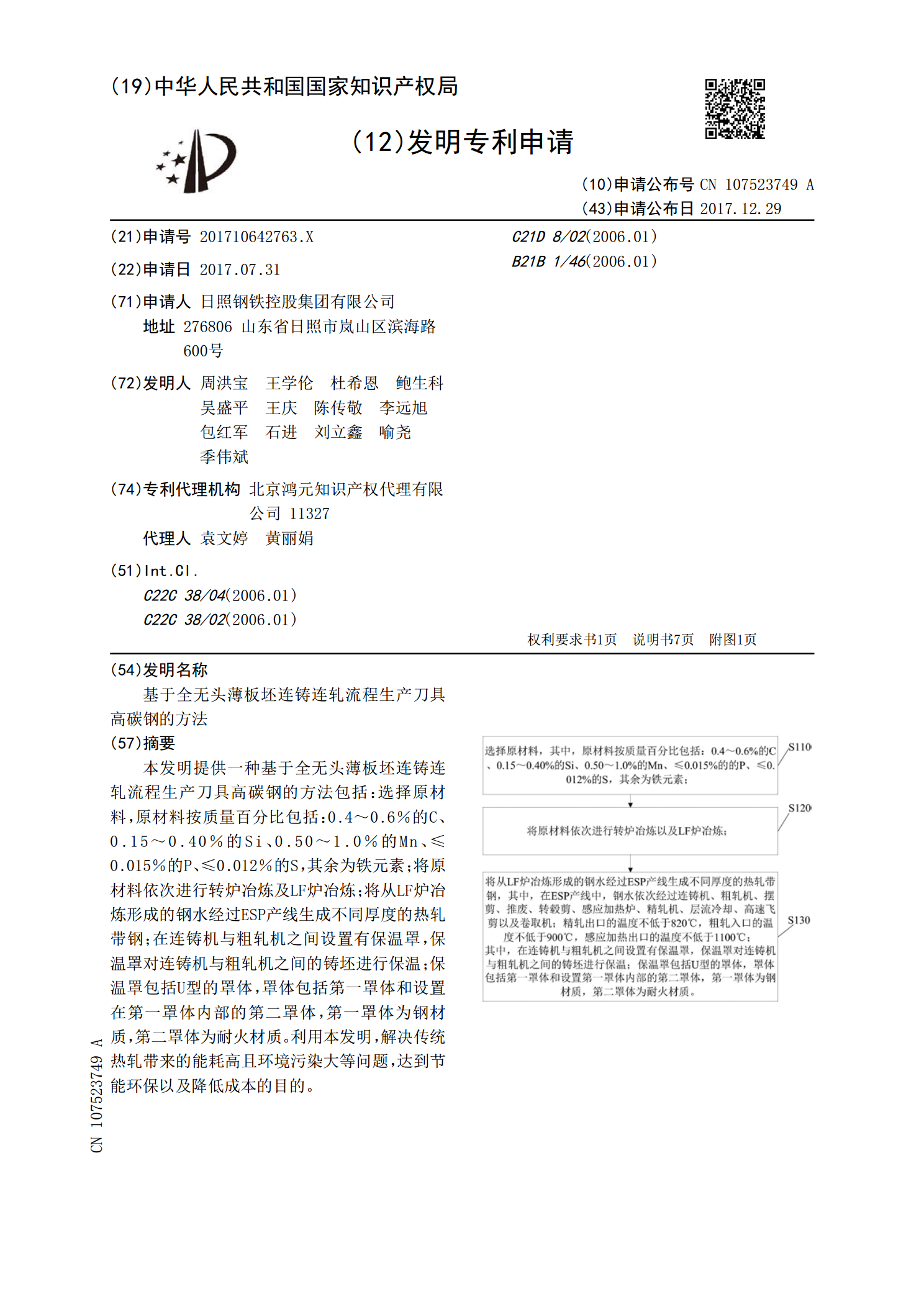
基于全无头薄板坯连铸连轧流程生产刀具高碳钢的方法.pdf
本发明提供一种基于全无头薄板坯连铸连轧流程生产刀具高碳钢的方法包括:选择原材料,原材料按质量百分比包括:0.4~0.6%的C、0.15~0.40%的Si、0.50~1.0%的Mn、≤0.015%的P、≤0.012%的S,其余为铁元素;将原材料依次进行转炉冶炼及LF炉冶炼;将从LF炉冶炼形成的钢水经过ESP产线生成不同厚度的热轧带钢;在连铸机与粗轧机之间设置有保温罩,保温罩对连铸机与粗轧机之间的铸坯进行保温;保温罩包括U型的罩体,罩体包括第一罩体和设置在第一罩体内部的第二罩体,第一罩体为钢材质,第二罩体为耐
薄板坯连铸连轧含钒普通取向硅钢及其制造方法.pdf
本发明涉及一种基于薄板坯连铸连轧工艺的含钒普通取向硅钢及其制造方法,属于取向电工钢技术领域。薄板坯的化学成分按质量百分比为:C0.025~0.055%、Si2.5~4%、Mn0.05~0.2%、Cu0.4~0.6%、S0.005~0.01%、Al0.005~0.02%、N0.004~0.02%、P0.001~0.02%、V0.002~0.02%,其余为Fe及不可避免的杂质,该取向硅钢通过如下步骤制备:薄板坯连铸→均热炉加热→热连轧→第一次冷轧→脱碳退火→二次冷轧→回复退火→涂MgO隔离剂→高温退火→冷却。