
厨房刀具的真空油淬热处理方法.pdf

一吃****永贺

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
厨房刀具的真空油淬热处理方法.pdf
本发明涉及一种厨房刀具的处理方法,特别涉及一种厨房刀具的真空油淬热处理方法。本发明提供了如下技术方案:一种厨房刀具的真空油淬热处理方法,包括以此步骤,a、将加工成型的厨房刀具批量放置于真空油淬热处理炉中;b、对投入到真空油淬热处理炉中的厨房刀具采用五段加热及保温;c、将经过步骤b的厨房刀具实施油淬。采用上述技术方案,提供了一种可促使厨房刀具抗氧化性好、硬度均匀、不易断裂的厨房刀具的真空油淬热处理方法。
一种刀具的真空气淬方法.pdf
本发明提供的一种刀具的真空气淬方法,其主要特征在于,包括:第一步:将硬质合金刀具放入真空炉中加热到1200‑1300℃,保温0.5‑1h,真空度控制在0.4‑0.6Pa,然后升温到1350‑1500℃,保温1‑1.5h;第二步:保温结束后通入10‑20bar的冷却气体进行汽淬,以100‑200℃/min的速度降温至800℃以下,再以5‑10℃/min的速度冷却至室温;第三步:在400‑500℃的条件下回火1‑1.5h,回火三次。本发明提供的一种刀具的真空气淬方法,环境污染小,处理后的合金性能稳定,韧性和硬
油淬气冷真空炉.pdf
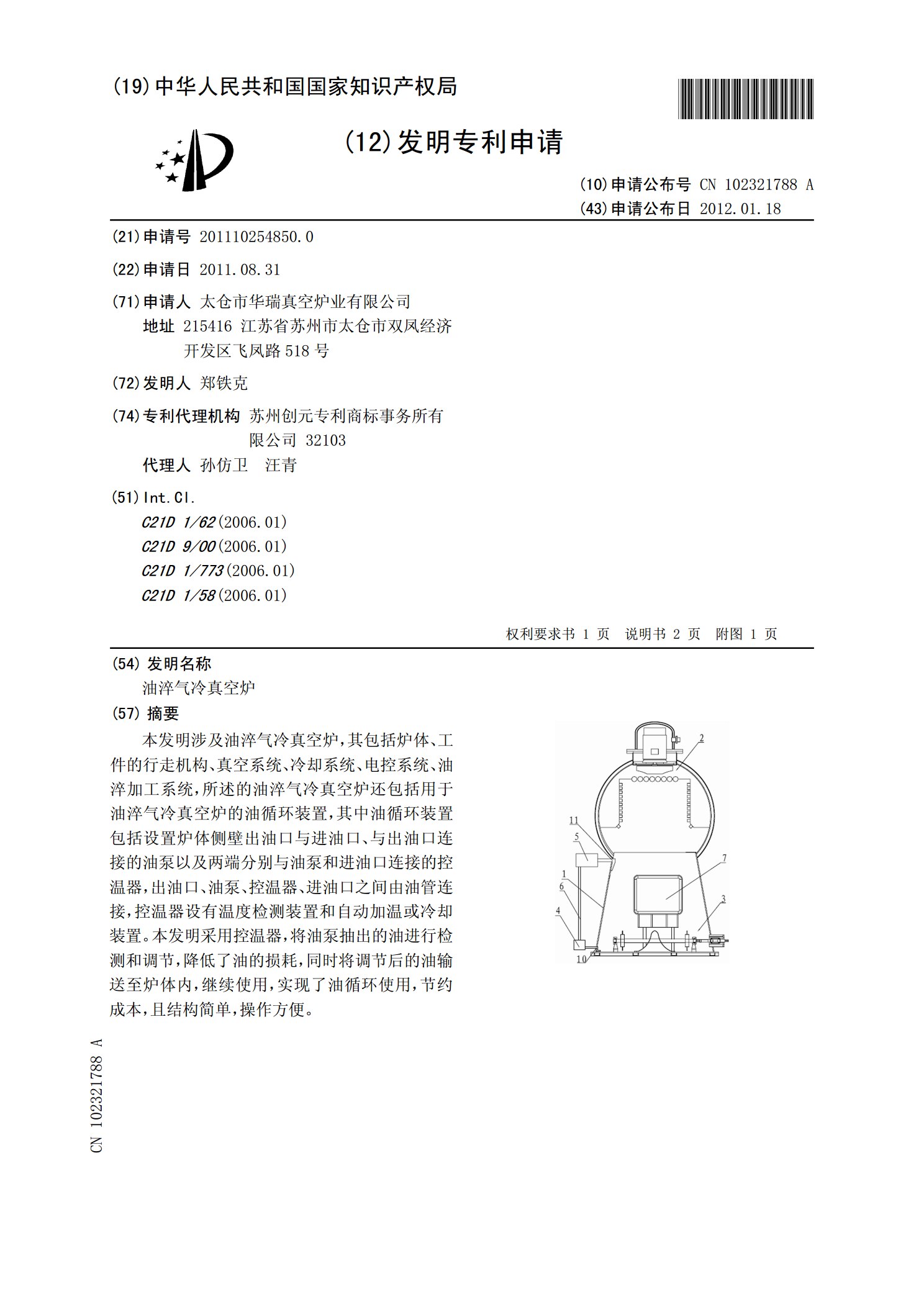
本发明涉及油淬气冷真空炉,其包括炉体、工件的行走机构、真空系统、冷却系统、电控系统、油淬加工系统,所述的油淬气冷真空炉还包括用于油淬气冷真空炉的油循环装置,其中油循环装置包括设置炉体侧壁出油口与进油口、与出油口连接的油泵以及两端分别与油泵和进油口连接的控温器,出油口、油泵、控温器、进油口之间由油管连接,控温器设有温度检测装置和自动加温或冷却装置。本发明采用控温器,将油泵抽出的油进行检测和调节,降低了油的损耗,同时将调节后的油输送至炉体内,继续使用,实现了油循环使用,节约成本,且结构简单,操作方便。
真空油淬炉油烟回收装置.pdf
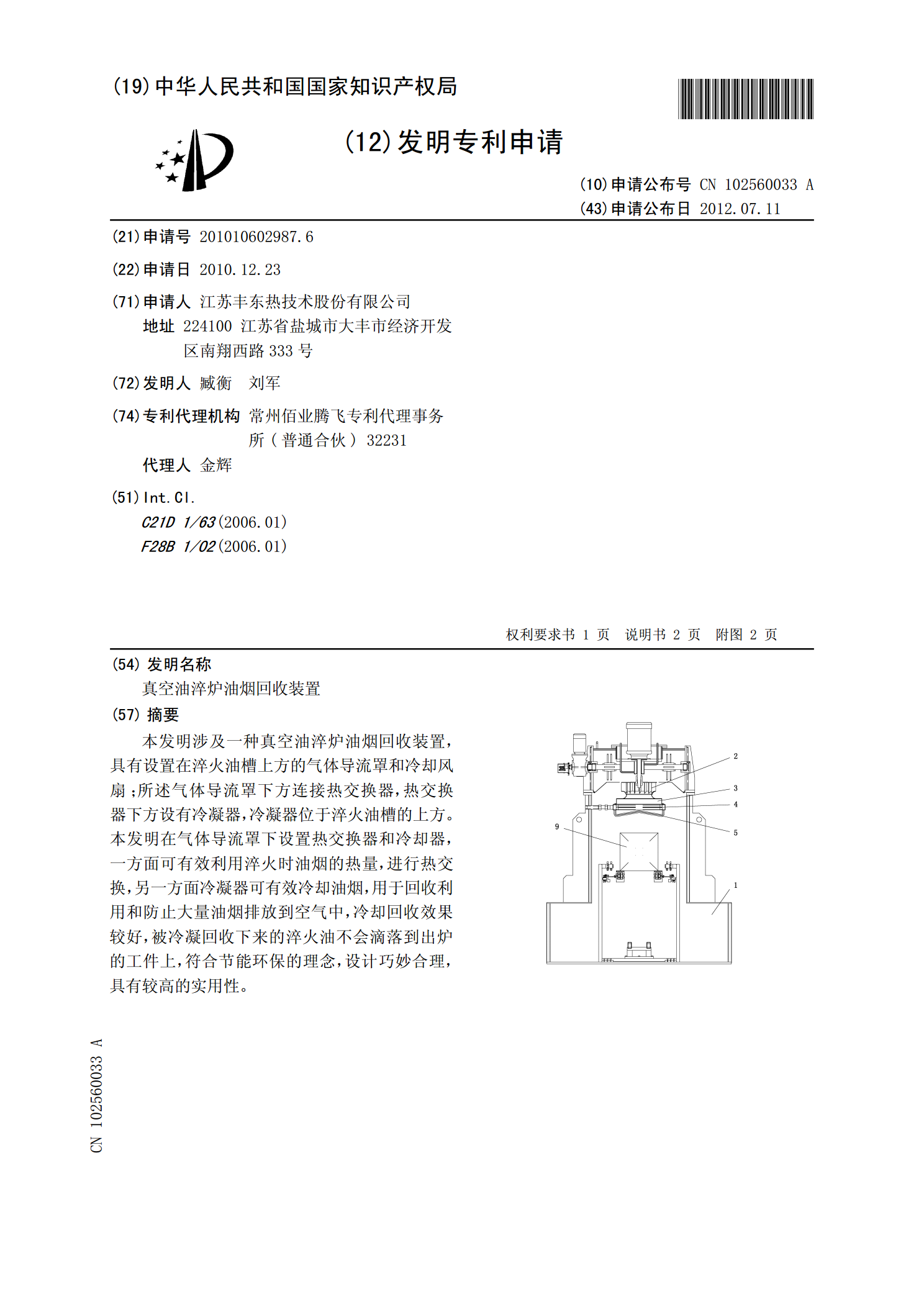
本发明涉及一种真空油淬炉油烟回收装置,具有设置在淬火油槽上方的气体导流罩和冷却风扇;所述气体导流罩下方连接热交换器,热交换器下方设有冷凝器,冷凝器位于淬火油槽的上方。本发明在气体导流罩下设置热交换器和冷却器,一方面可有效利用淬火时油烟的热量,进行热交换,另一方面冷凝器可有效冷却油烟,用于回收利用和防止大量油烟排放到空气中,冷却回收效果较好,被冷凝回收下来的淬火油不会滴落到出炉的工件上,符合节能环保的理念,设计巧妙合理,具有较高的实用性。
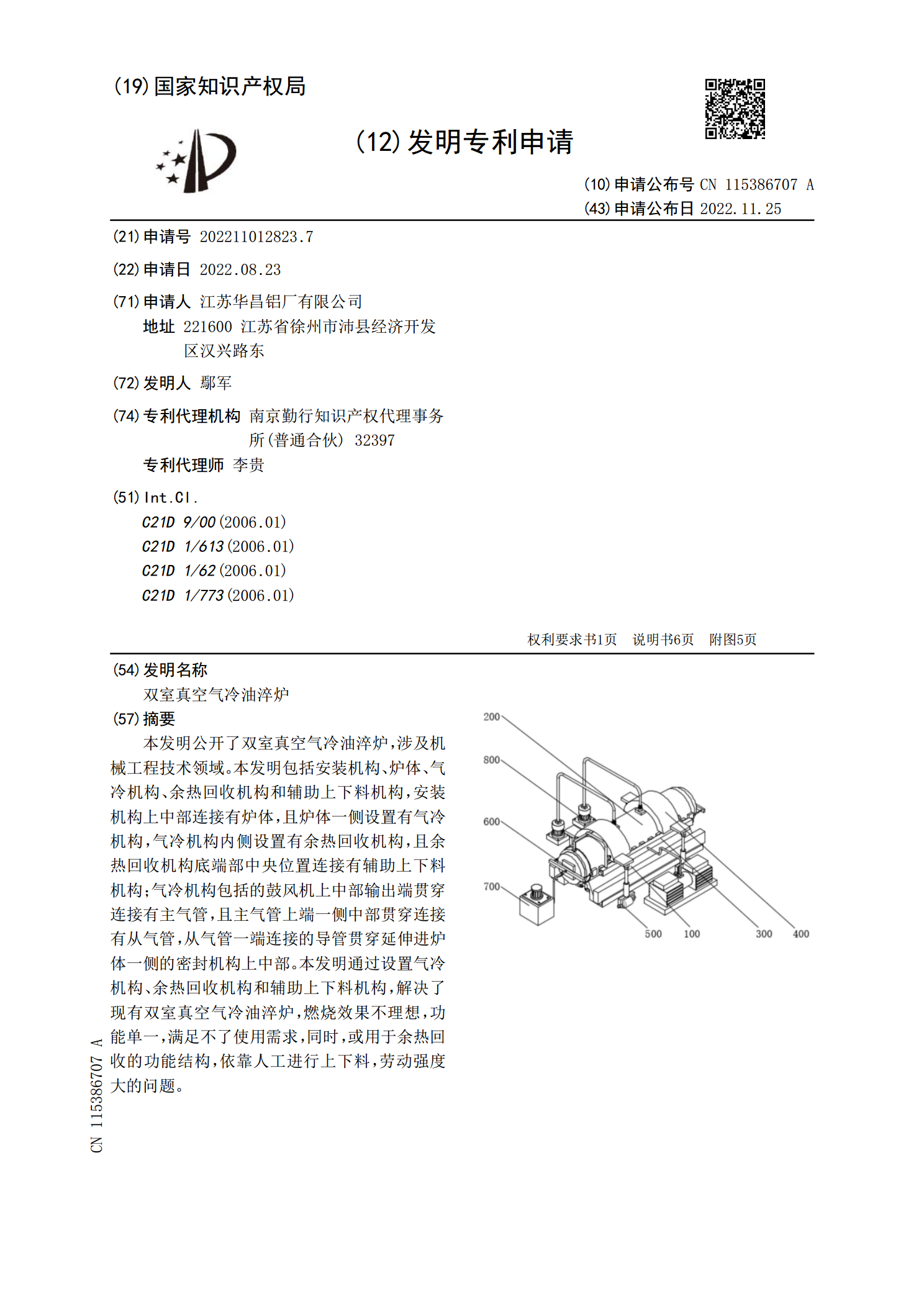
双室真空气冷油淬炉.pdf
本发明公开了双室真空气冷油淬炉,涉及机械工程技术领域。本发明包括安装机构、炉体、气冷机构、余热回收机构和辅助上下料机构,安装机构上中部连接有炉体,且炉体一侧设置有气冷机构,气冷机构内侧设置有余热回收机构,且余热回收机构底端部中央位置连接有辅助上下料机构;气冷机构包括的鼓风机上中部输出端贯穿连接有主气管,且主气管上端一侧中部贯穿连接有从气管,从气管一端连接的导管贯穿延伸进炉体一侧的密封机构上中部。本发明通过设置气冷机构、余热回收机构和辅助上下料机构,解决了现有双室真空气冷油淬炉,燃烧效果不理想,功能单一,满