
焊接用铁素体不锈钢及其炼制方法.pdf

Wi****m7

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
焊接用铁素体不锈钢及其炼制方法.pdf
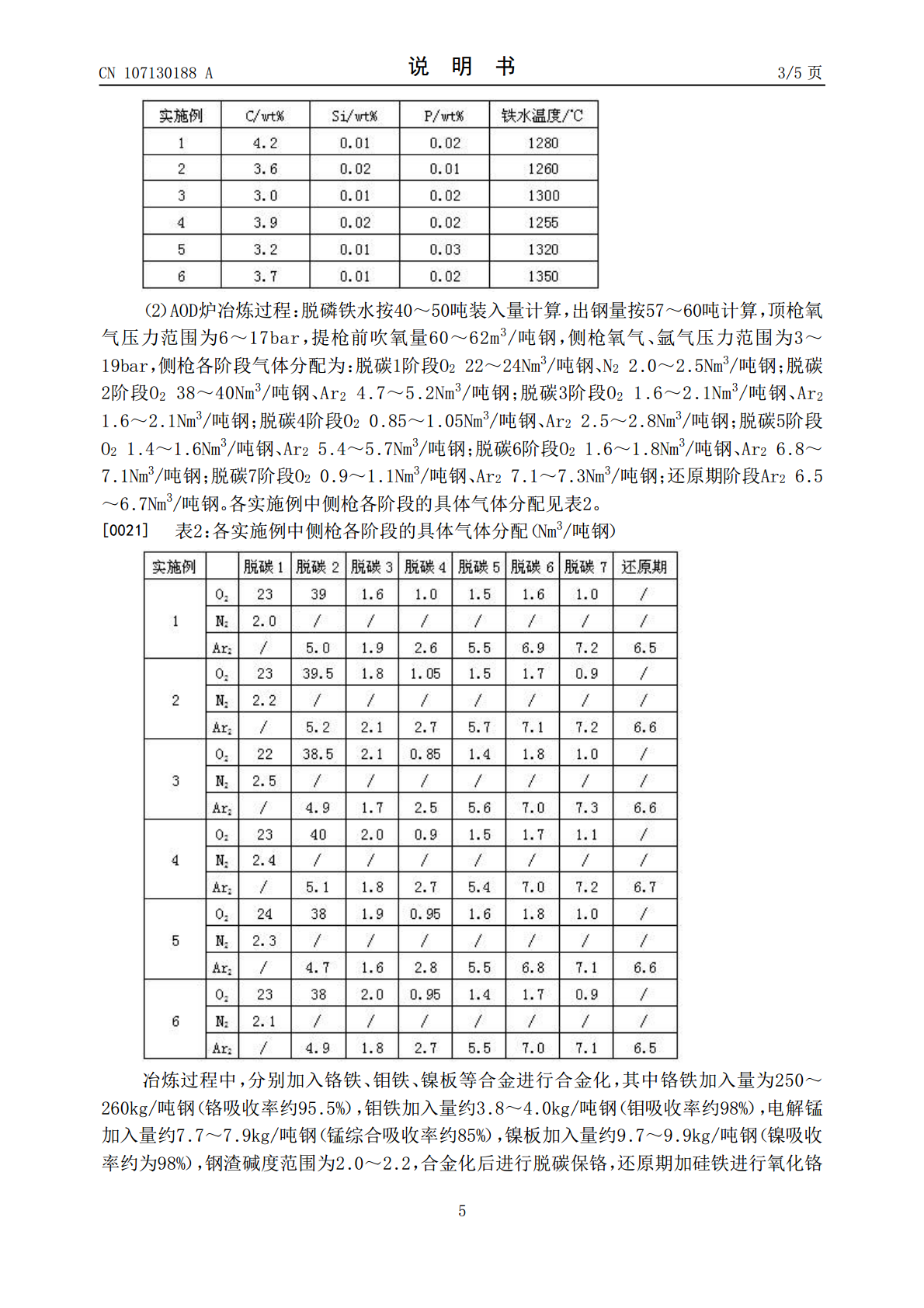
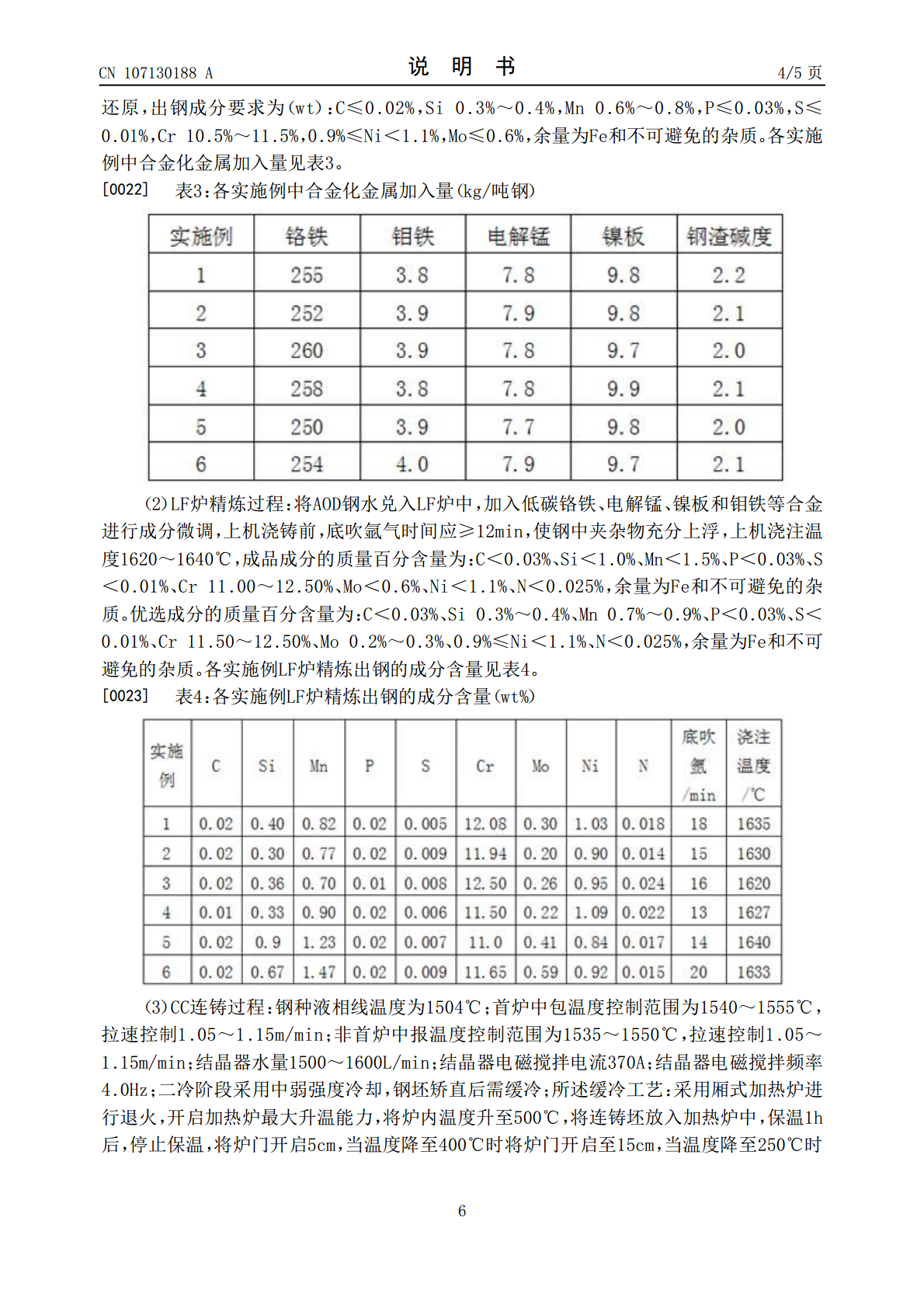
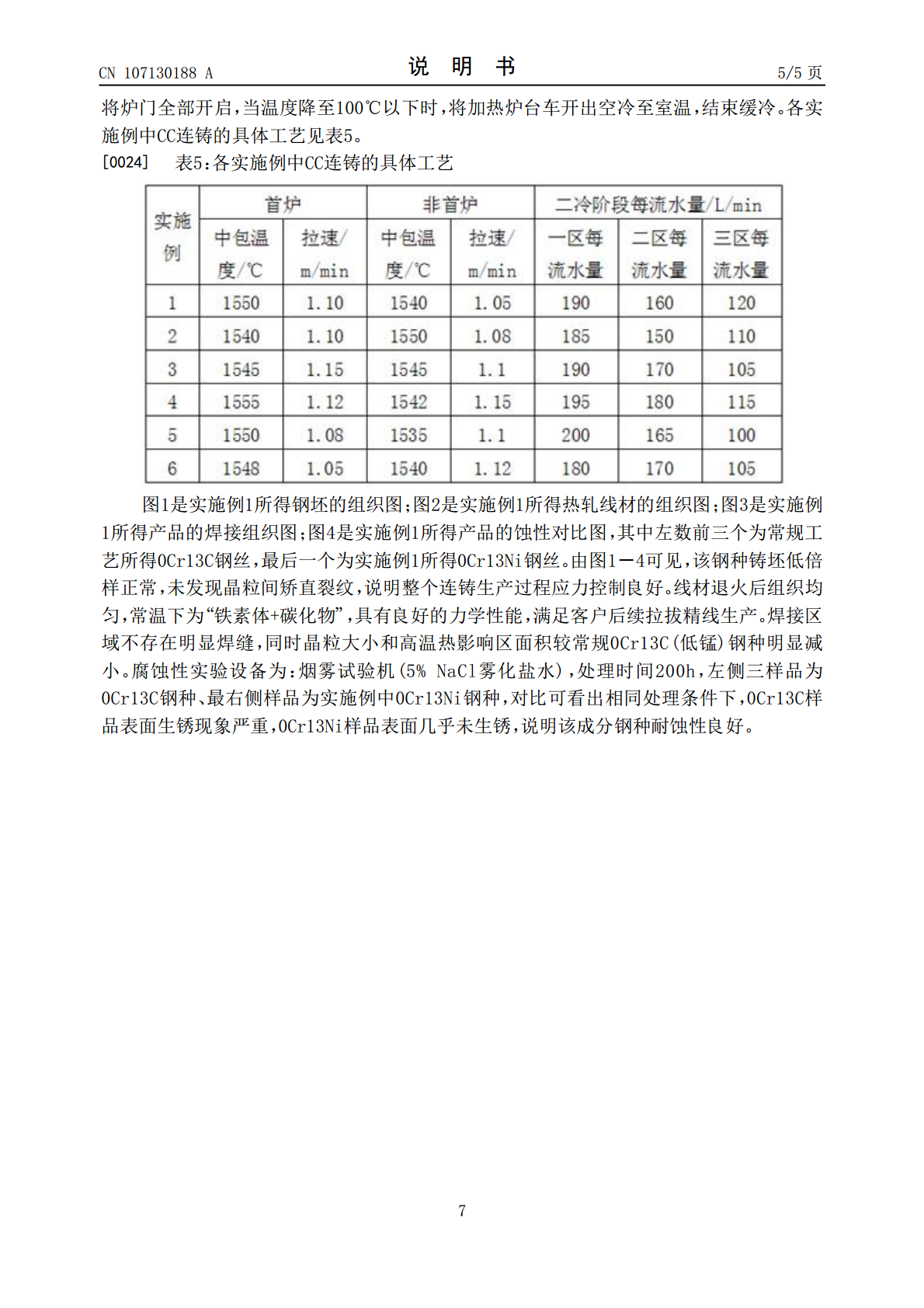
本发明公开了一种焊接用铁素体不锈钢及其炼制方法,其包括AOD炉冶炼、LF炉精炼和CC连铸过程;所述不锈钢化学成分的质量百分含量为:C<0.03%、Si<1.0%、Mn<1.5%、P<0.03%、S<0.01%、Cr11.00~12.50%、Mo<0.6%、Ni0.9~1.1%,余量为Fe和不可避免的杂质。本不锈钢通过优化成分,使其在焊接温度下存在一定比例的奥氏体,阻止铁素体晶粒的急剧长大,同时提高钢中镍、钼含量,改善材料焊接性和耐蚀性。本方法改善了铁素体不锈钢的焊接和耐蚀性能,可在更加恶劣的环境中使用
一种铁素体不锈钢及其制造方法.pdf
本发明涉及铁素体不锈钢,其化学成分重量百分比为:C:0.001-0.025%、Si:1.0%以下、Mn:1.0%以下、P:0.03%以下、S:0.010%以下、Cr:17-20%、Mo:1.70-2.00%、Al:0.02%以下、N:0.005-0.025%、O:0.0100%以下、Nb:0.2%以下、V:0.10-0.15%、Ni:0.5%以下,其余为Fe和不可避免杂质。该铁素体不锈钢的制造方法,包括:采用选自真空感应炉、电弧例+炉外精炼或转炉+炉外精炼中的任一种冶炼工艺进行冶炼;连铸,控制过热度为30
一种铁素体不锈钢及其制备方法.pdf
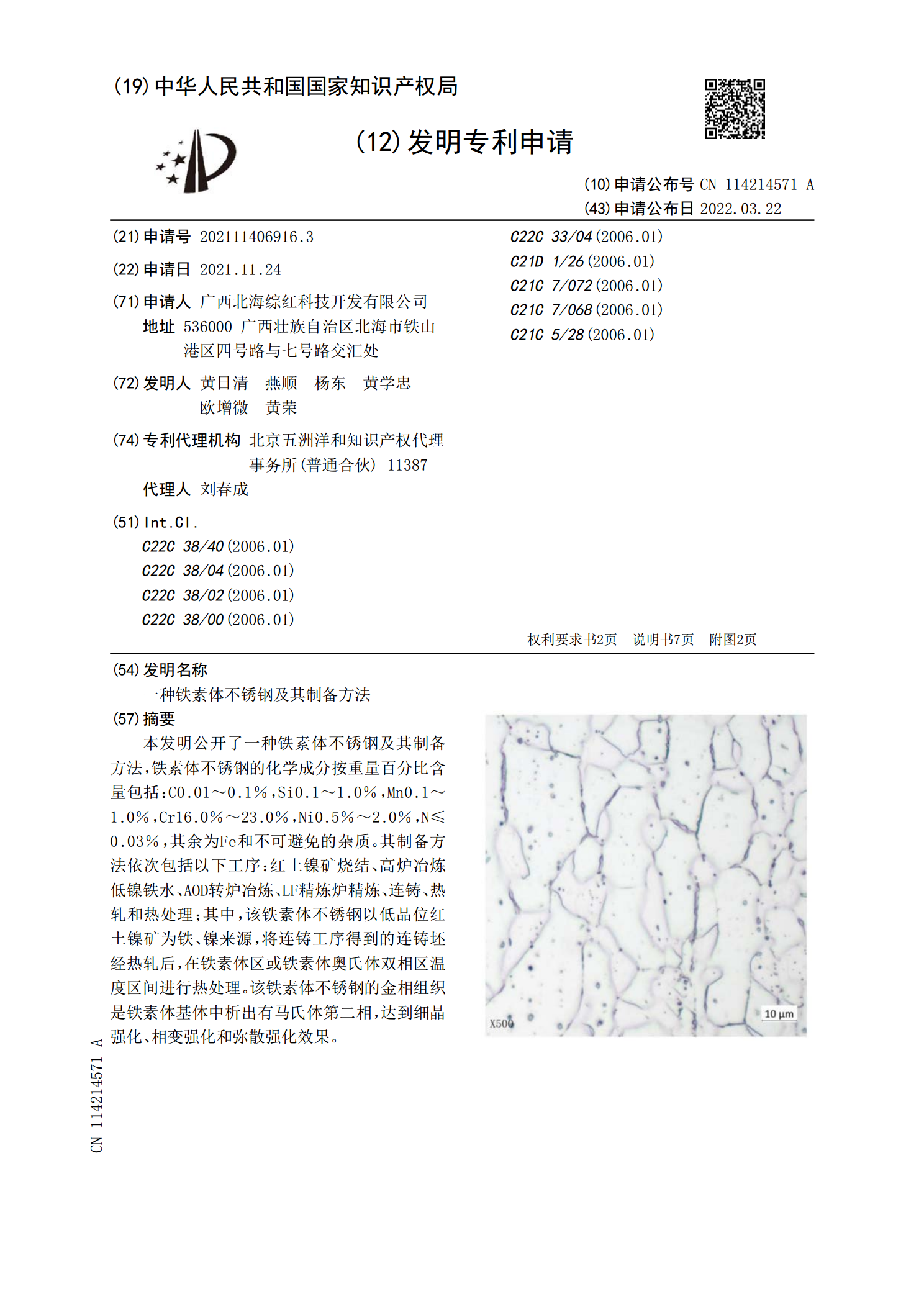
本发明公开了一种铁素体不锈钢及其制备方法,铁素体不锈钢的化学成分按重量百分比含量包括:C0.01~0.1%,Si0.1~1.0%,Mn0.1~1.0%,Cr16.0%~23.0%,Ni0.5%~2.0%,N≤0.03%,其余为Fe和不可避免的杂质。其制备方法依次包括以下工序:红土镍矿烧结、高炉冶炼低镍铁水、AOD转炉冶炼、LF精炼炉精炼、连铸、热轧和热处理;其中,该铁素体不锈钢以低品位红土镍矿为铁、镍来源,将连铸工序得到的连铸坯经热轧后,在铁素体区或铁素体奥氏体双相区温度区间进行热处理。该铁素体不锈钢的金
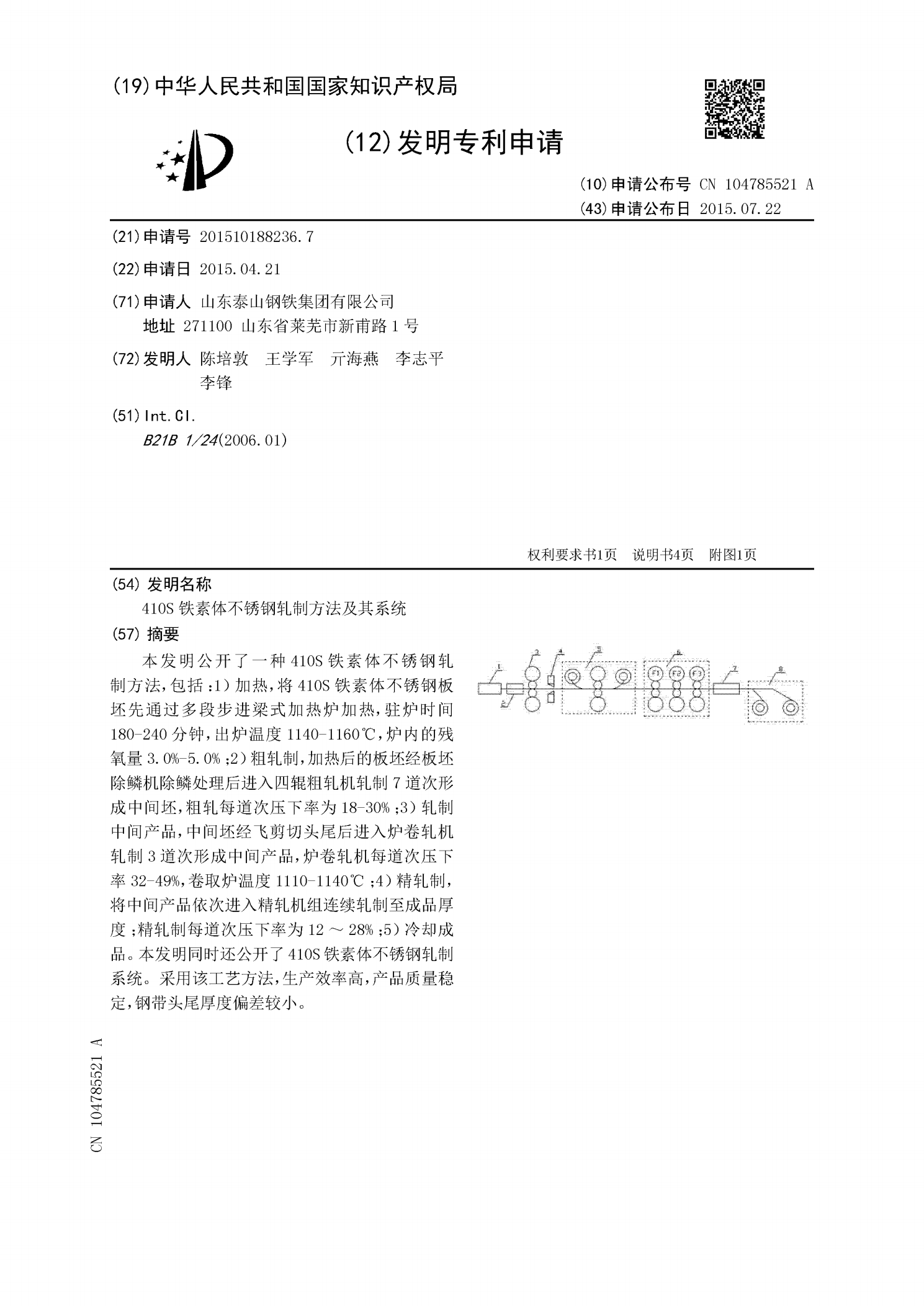
410S铁素体不锈钢轧制方法及其系统.pdf
本发明公开了一种410S铁素体不锈钢轧制方法,包括:1)加热,将410S铁素体不锈钢板坯先通过多段步进梁式加热炉加热,驻炉时间180-240分钟,出炉温度1140-1160℃,炉内的残氧量3.0%-5.0%;2)粗轧制,加热后的板坯经板坯除鳞机除鳞处理后进入四辊粗轧机轧制7道次形成中间坯,粗轧每道次压下率为18-30%;3)轧制中间产品,中间坯经飞剪切头尾后进入炉卷轧机轧制3道次形成中间产品,炉卷轧机每道次压下率32-49%,卷取炉温度1110-1140℃;4)精轧制,将中间产品依次进入精轧机组连续轧制至
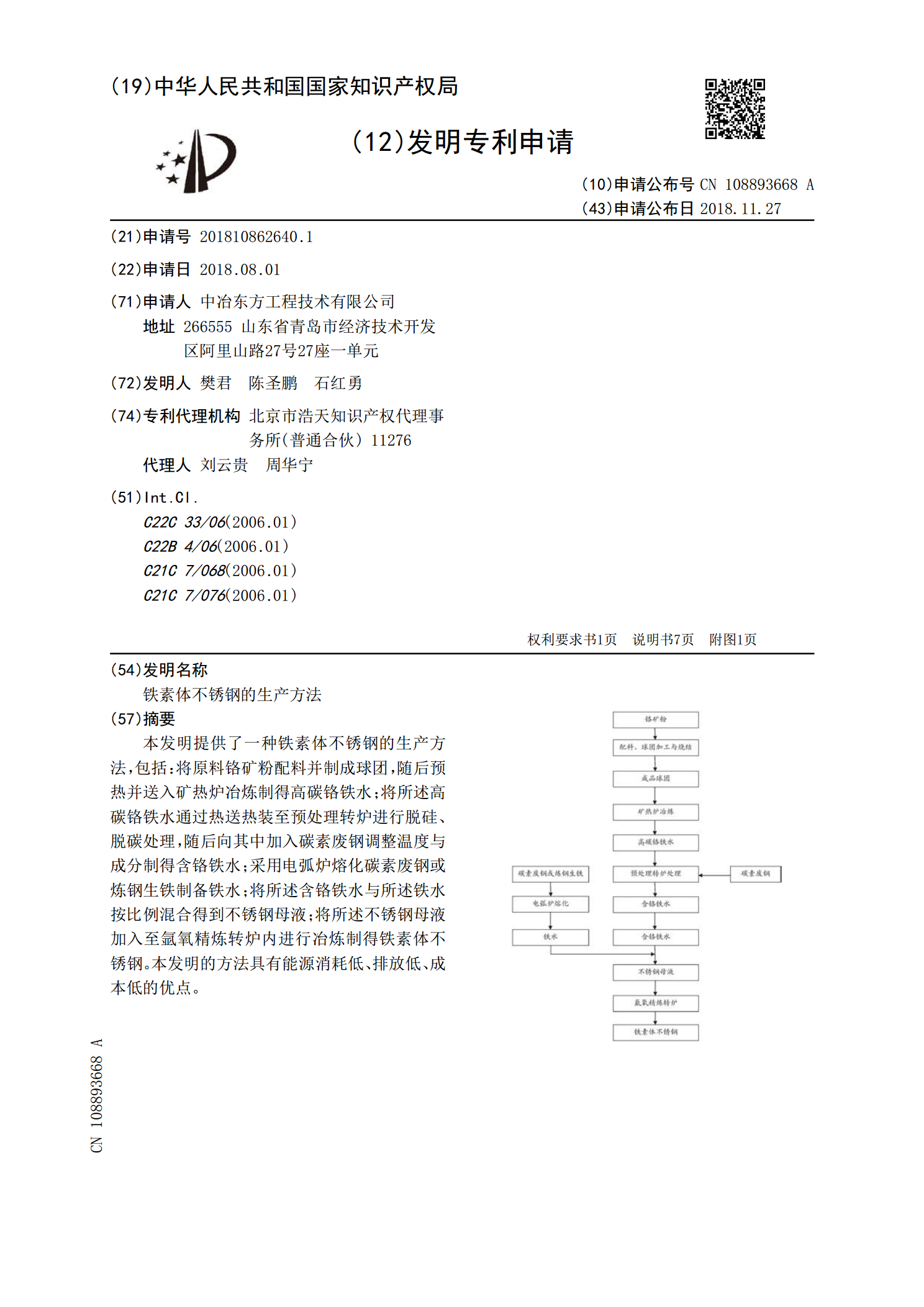
铁素体不锈钢的生产方法.pdf
本发明提供了一种铁素体不锈钢的生产方法,包括:将原料铬矿粉配料并制成球团,随后预热并送入矿热炉冶炼制得高碳铬铁水;将所述高碳铬铁水通过热送热装至预处理转炉进行脱硅、脱碳处理,随后向其中加入碳素废钢调整温度与成分制得含铬铁水;采用电弧炉熔化碳素废钢或炼钢生铁制备铁水;将所述含铬铁水与所述铁水按比例混合得到不锈钢母液;将所述不锈钢母液加入至氩氧精炼转炉内进行冶炼制得铁素体不锈钢。本发明的方法具有能源消耗低、排放低、成本低的优点。