
一种冷轧轧辊的加工工艺.pdf

霞英****娘子

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧轧辊的加工工艺.pdf
本发明公开了一种冷轧轧辊的加工工艺,所述冷轧轧辊是采用耐高温合金钢材料铸造而成的,并进热处理工艺获得,其加工工艺包括如下步骤:1)钢水冶炼;2)铸造;3)热处理:将铸造得到的轧辊铸件放入到正火炉内,正火升温至850‑900℃,保温1‑1.5h后出炉,快速进行水淬,然后再将所述轧辊铸件放入到回火炉内,回火升温至750‑800℃,保温0.5‑1h后,随炉冷却至350℃以下出炉,即制得所述冷轧轧辊。通过上述方式,本发明铸造后采用正火加回火热处理,能够改善轧辊的内在质量,同时可提高轧辊的强度、耐磨性,避免其轧制过

冷轧辊的磨削工艺.doc
冷轧辊的磨削工艺根据轧机结构和用途的不同对轧辊的规格尺寸、合金材质、表面硬度、加工精度有不同要求,通常把轧制板带材用的工作辊身加工成具有一定凸度的形状。凸度的大小与轧制压下力的大小、轧件的屈服强度和宽度、轧辊的受热条件、轧机和轧辊的材质及轧制时的张力、润滑剂的性能等诸多因素有关,一般冷轧工作辊的凸度磨削为0.02mm,支撑辊的凸度为0,即为平辊。根据轧机的结构性能、轧制力的大小或特殊要求时,有时冷轧工作辊也可磨成辊型为上工作辊为凸辊,下工作辊为平辊或上工作辊为平辊,下工作辊为凸辊或上下工作辊都为平辊,但一
冷轧辊制造工艺的进展.pdf
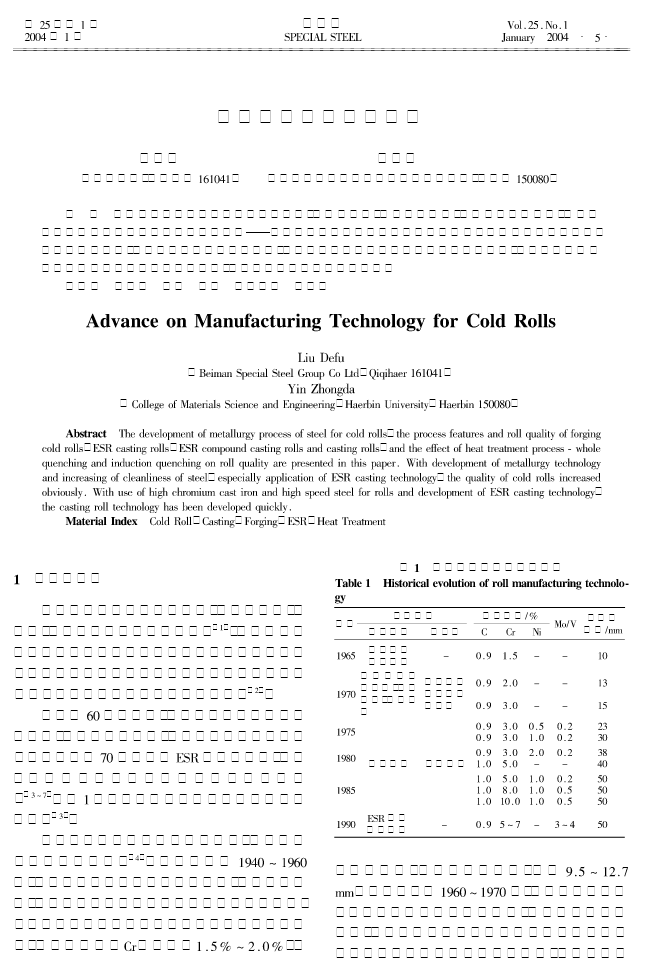
第Q%卷第!期特殊钢Z84MQ%MY8M!Q##$年!月1\C9]^’1ICC’_/0)/7HQ##$·%·!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!冷轧辊制造工艺的进展刘德富尹钟大(北满特钢,齐齐哈尔!"!#$!)(哈尔滨工业大学材料科学与工程学院,哈尔滨!%##&#)摘要叙述了冷轧辊用钢的冶炼工艺的发展,锻造冷轧辊、电渣熔铸轧辊、电渣熔铸复合轧辊、铸造轧辊的工艺特点和轧辊质量及热处理工艺———整体淬火和感应淬火对轧辊质量的
一种冷轧辊热处理工艺.pdf
本发明公开了一种冷轧辊热处理工艺包括毛坯预处理、精加工和冷轧辊热处理步骤,毛坯预处理时,通过快速循环加热淬火对毛坯进行超细化处理,使晶粒细化,快速加热至1140‑1160℃,保温5‑6小时,之后油冷20min,再进行回火,回火温度为670‑690℃,保温4小时,之后空冷至室温,然后将毛坯表面进行清洗,并擦拭去除毛坯表面的灰尘、油污,以上步骤共循环三次,再按图纸要求对超细化后的毛坯精加工成冷轧辊;冷轧辊精加工完成后,对冷轧辊进行真空气淬和回火处理,回火后随炉冷却至室温出炉,得到成品。经过本工艺处理的冷轧辊,
一种小直径冷轧辊的调质工艺.pdf
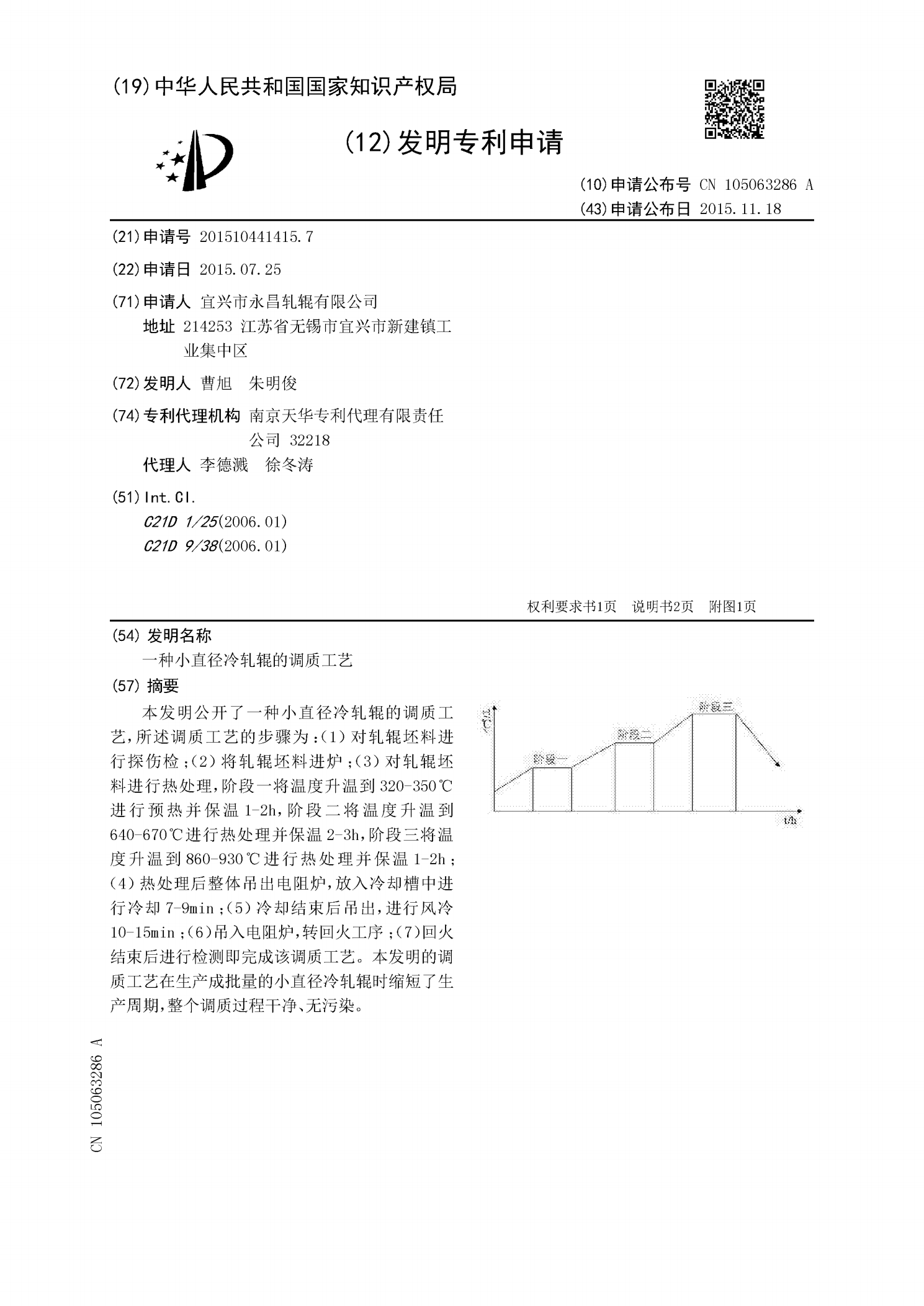
本发明公开了一种小直径冷轧辊的调质工艺,所述调质工艺的步骤为:(1)对轧辊坯料进行探伤检;(2)将轧辊坯料进炉;(3)对轧辊坯料进行热处理,阶段一将温度升温到320-350℃进行预热并保温1-2h,阶段二将温度升温到640-670℃进行热处理并保温2-3h,阶段三将温度升温到860-930℃进行热处理并保温1-2h;(4)热处理后整体吊出电阻炉,放入冷却槽中进行冷却7-9min;(5)冷却结束后吊出,进行风冷10-15min;(6)吊入电阻炉,转回火工序;(7)回火结束后进行检测即完成该调质工艺。本发明的