
一种铁素体轧制方法.pdf

景福****90

1/7
2/7
3/7
4/7

5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铁素体轧制方法.pdf
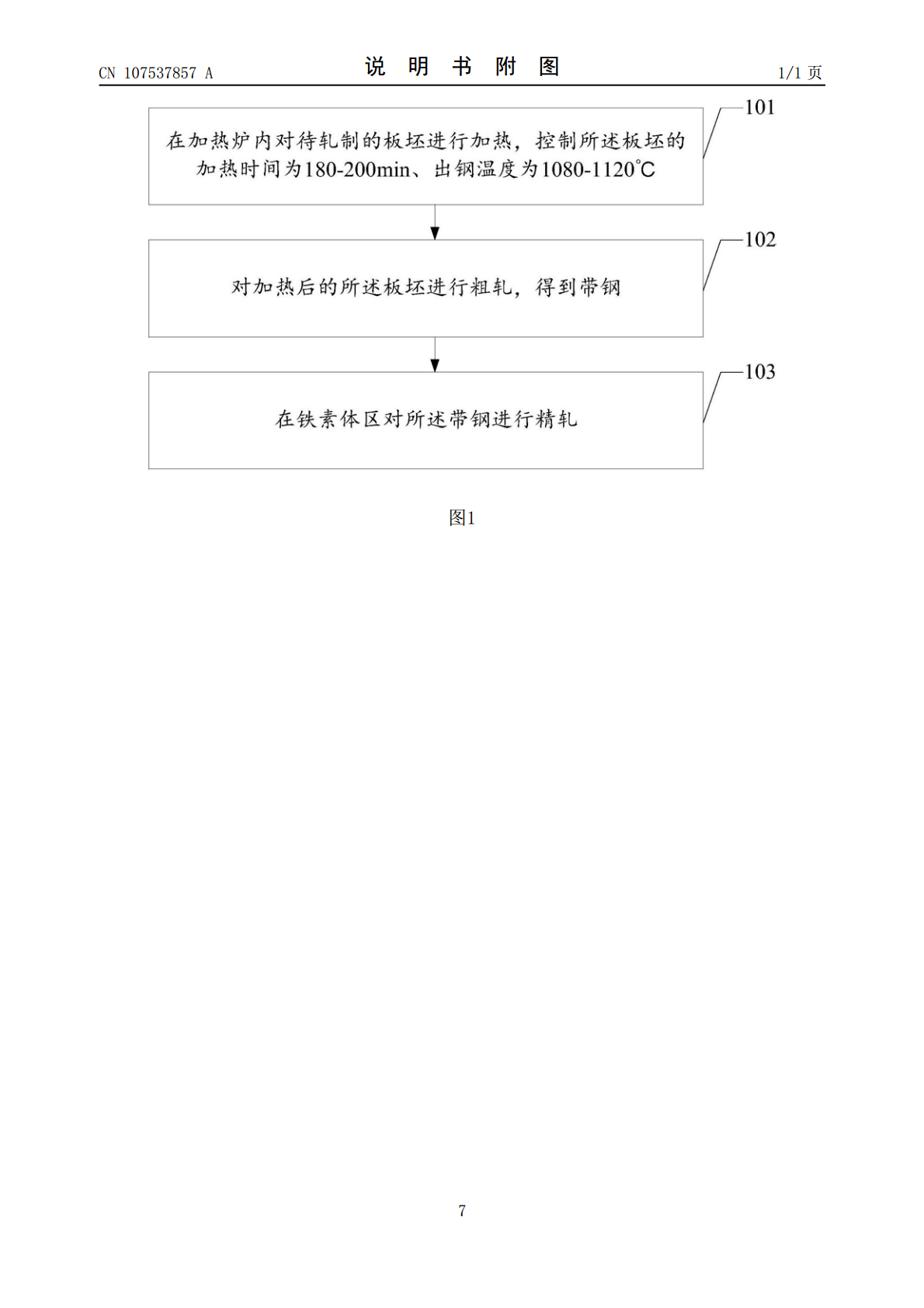
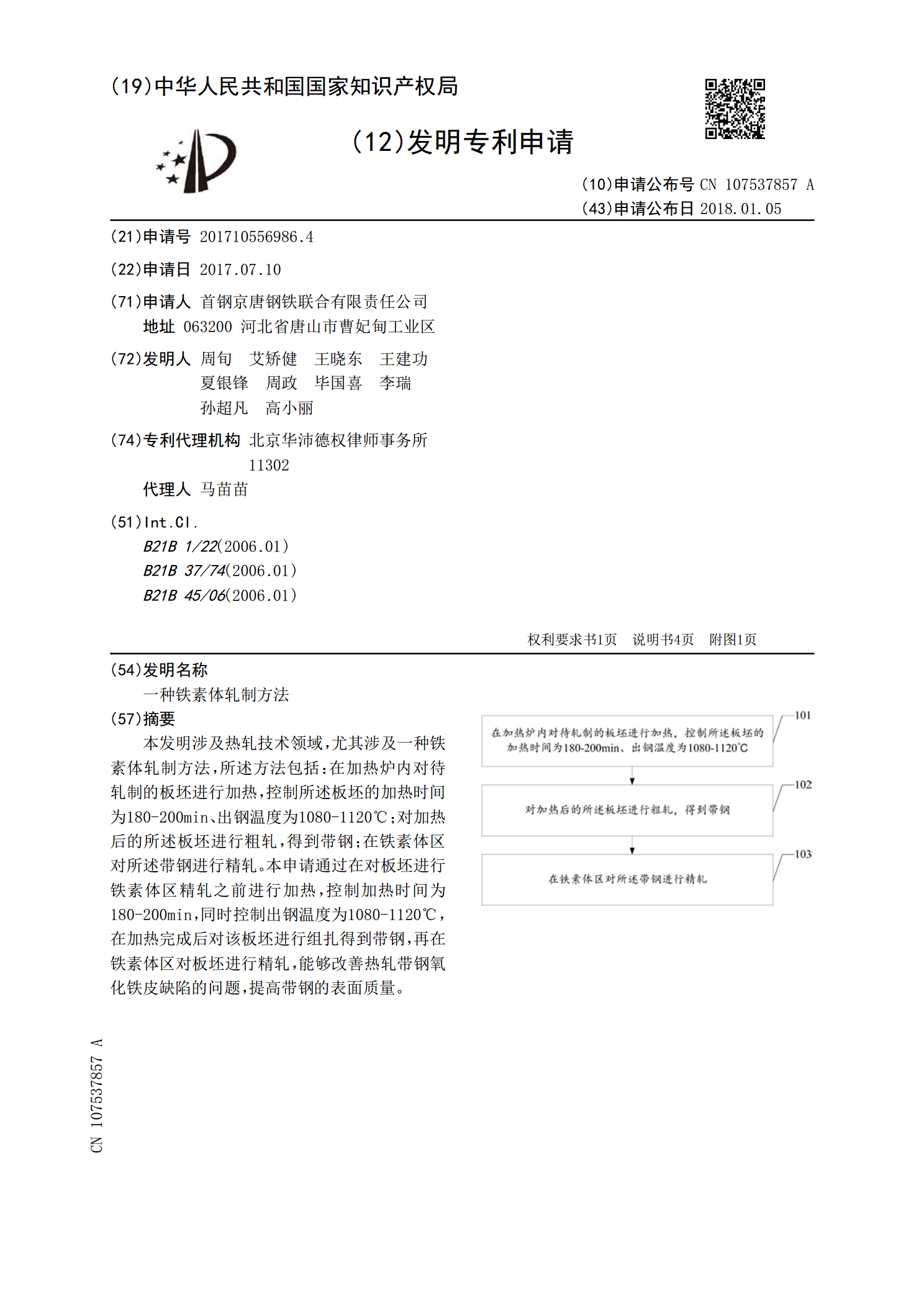
本发明涉及热轧技术领域,尤其涉及一种铁素体轧制方法,所述方法包括:在加热炉内对待轧制的板坯进行加热,控制所述板坯的加热时间为180‑200min、出钢温度为1080‑1120℃;对加热后的所述板坯进行粗轧,得到带钢;在铁素体区对所述带钢进行精轧。本申请通过在对板坯进行铁素体区精轧之前进行加热,控制加热时间为180‑200min,同时控制出钢温度为1080‑1120℃,在加热完成后对该板坯进行组扎得到带钢,再在铁素体区对板坯进行精轧,能够改善热轧带钢氧化铁皮缺陷的问题,提高带钢的表面质量。
一种IF钢在铁素体轧制的加热方法.pdf
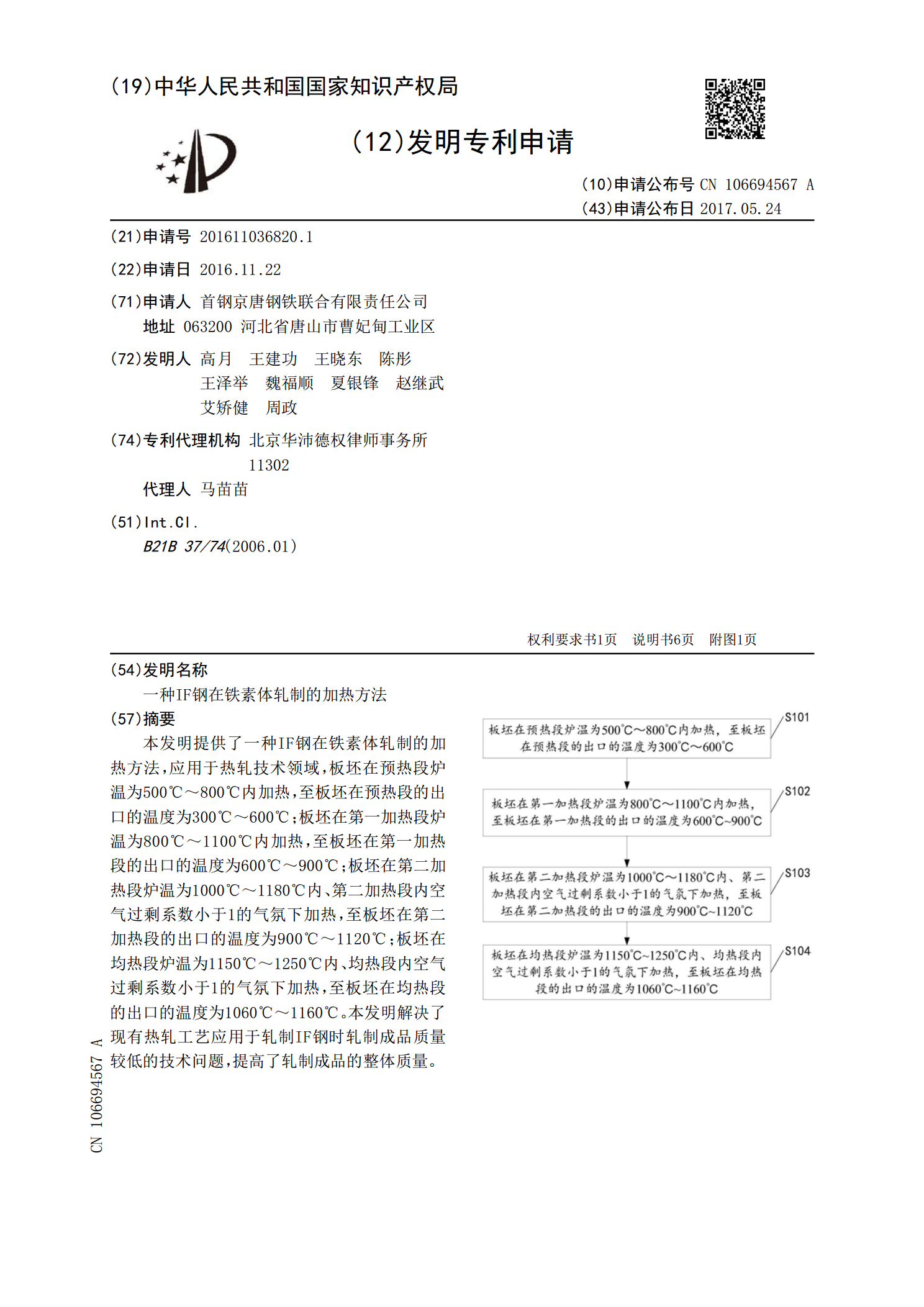
本发明提供了一种IF钢在铁素体轧制的加热方法,应用于热轧技术领域,板坯在预热段炉温为500℃~800℃内加热,至板坯在预热段的出口的温度为300℃~600℃;板坯在第一加热段炉温为800℃~1100℃内加热,至板坯在第一加热段的出口的温度为600℃~900℃;板坯在第二加热段炉温为1000℃~1180℃内、第二加热段内空气过剩系数小于1的气氛下加热,至板坯在第二加热段的出口的温度为900℃~1120℃;板坯在均热段炉温为1150℃~1250℃内、均热段内空气过剩系数小于1的气氛下加热,至板坯在均热段的出口
一种提高铁素体区轧制效率的生产方法.pdf
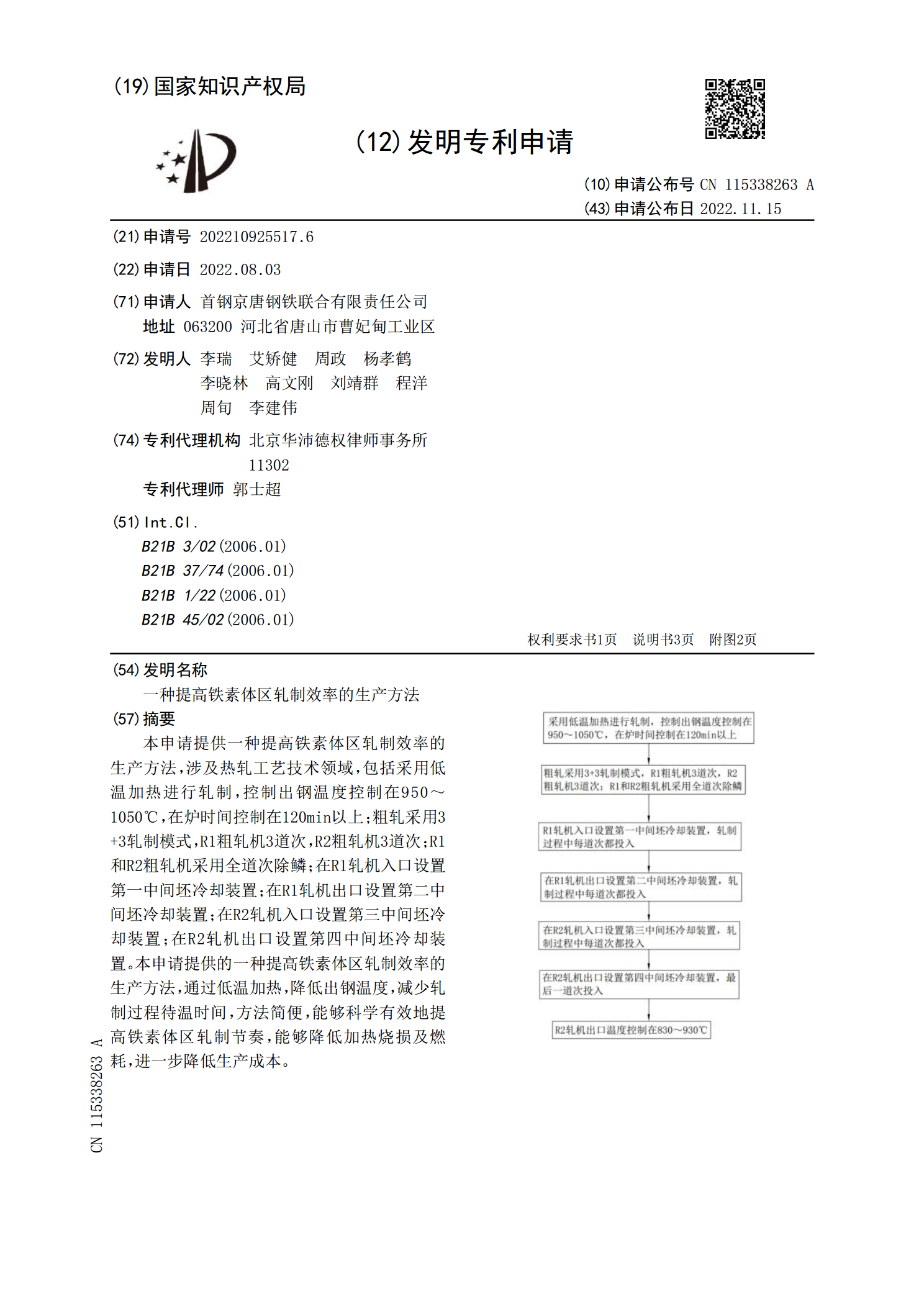
本申请提供一种提高铁素体区轧制效率的生产方法,涉及热轧工艺技术领域,包括采用低温加热进行轧制,控制出钢温度控制在950~1050℃,在炉时间控制在120min以上;粗轧采用3+3轧制模式,R1粗轧机3道次,R2粗轧机3道次;R1和R2粗轧机采用全道次除鳞;在R1轧机入口设置第一中间坯冷却装置;在R1轧机出口设置第二中间坯冷却装置;在R2轧机入口设置第三中间坯冷却装置;在R2轧机出口设置第四中间坯冷却装置。本申请提供的一种提高铁素体区轧制效率的生产方法,通过低温加热,降低出钢温度,减少轧制过程待温时间,方法
一种铁素体轧制控制装置及其控制工艺.pdf
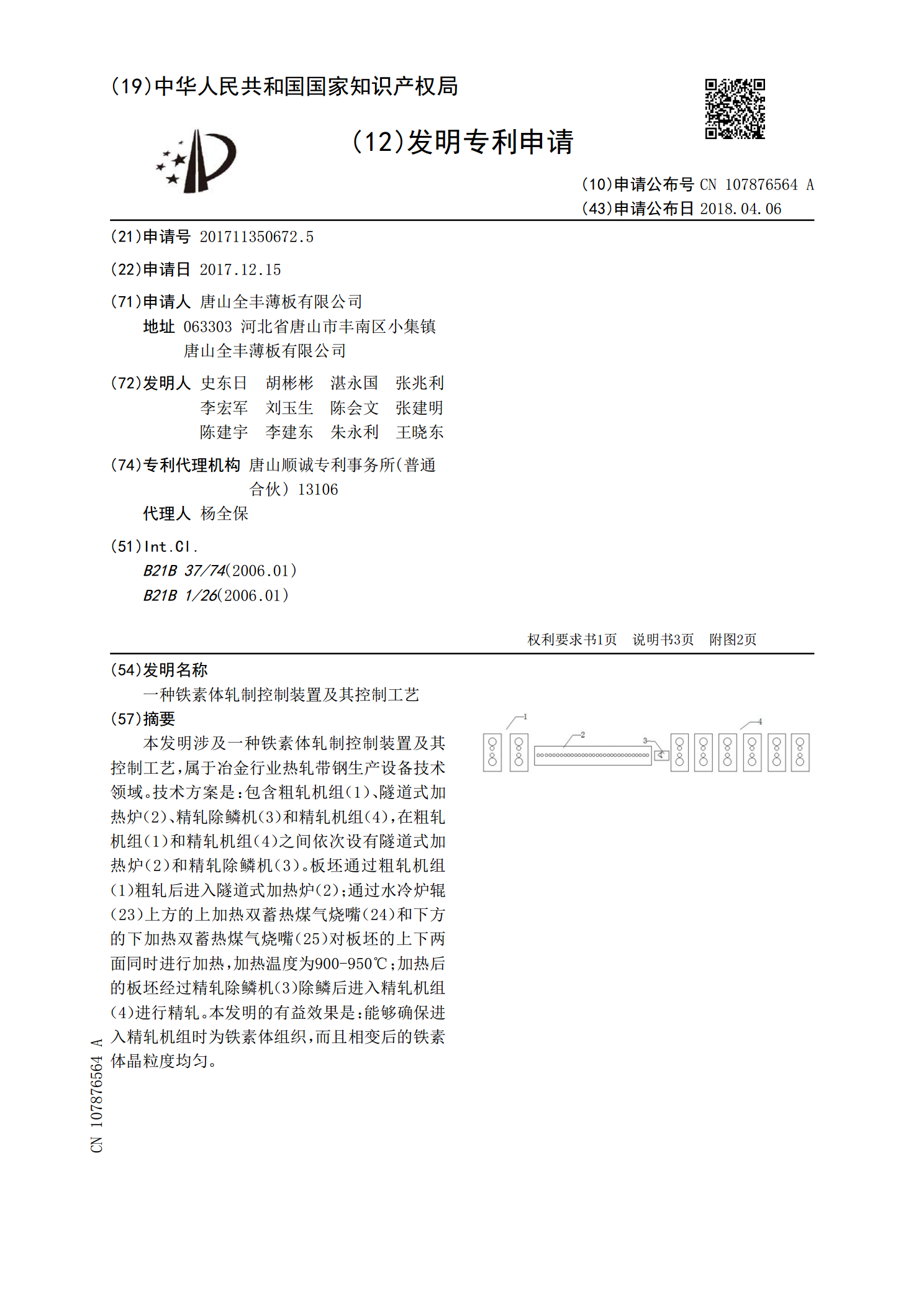
本发明涉及一种铁素体轧制控制装置及其控制工艺,属于冶金行业热轧带钢生产设备技术领域。技术方案是:包含粗轧机组(1)、隧道式加热炉(2)、精轧除鳞机(3)和精轧机组(4),在粗轧机组(1)和精轧机组(4)之间依次设有隧道式加热炉(2)和精轧除鳞机(3)。板坯通过粗轧机组(1)粗轧后进入隧道式加热炉(2);通过水冷炉辊(23)上方的上加热双蓄热煤气烧嘴(24)和下方的下加热双蓄热煤气烧嘴(25)对板坯的上下两面同时进行加热,加热温度为900‑950℃;加热后的板坯经过精轧除鳞机(3)除鳞后进入精轧机组(4)进
一种深冲用430型铁素体不锈钢的轧制方法.pdf
本发明涉及一种深冲用430型铁素体不锈钢的轧制方法,它包括热轧、罩式炉保温与冷轧,其特征是:热轧带钢终轧温度为720-800℃之间,罩式炉退火过程保温温度为845-855℃,罩式炉保温时间24-30小时。对成品冷轧带钢厚度不大于1.0mm的带钢,冷轧变形率≧83%,只能为单轧程轧制。对成品冷轧带钢厚度为2.0-1.0mm的带钢,冷轧变形率≧80%,只能为单轧程轧制。本深冲用430型铁素体不锈钢的轧制方法轧制的430冷轧带钢,延伸率可由20%以上达到27%-33%,r平均值可由0.95达到1.15-1.25