
一种鸥翼型封装体引线自动化搪锡装置及其搪锡方法.pdf

鹏飞****可爱

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种鸥翼型封装体引线自动化搪锡装置及其搪锡方法.pdf
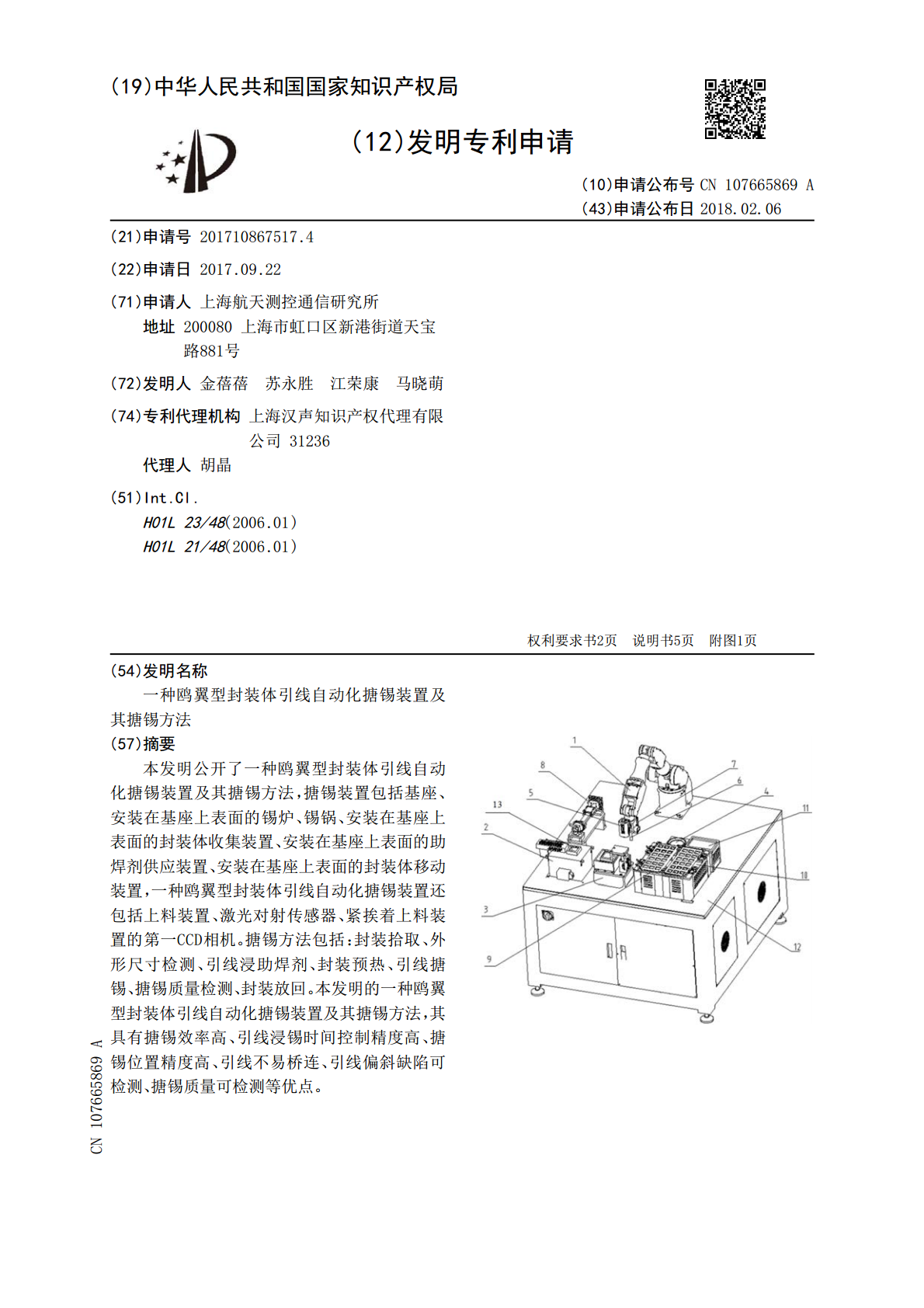
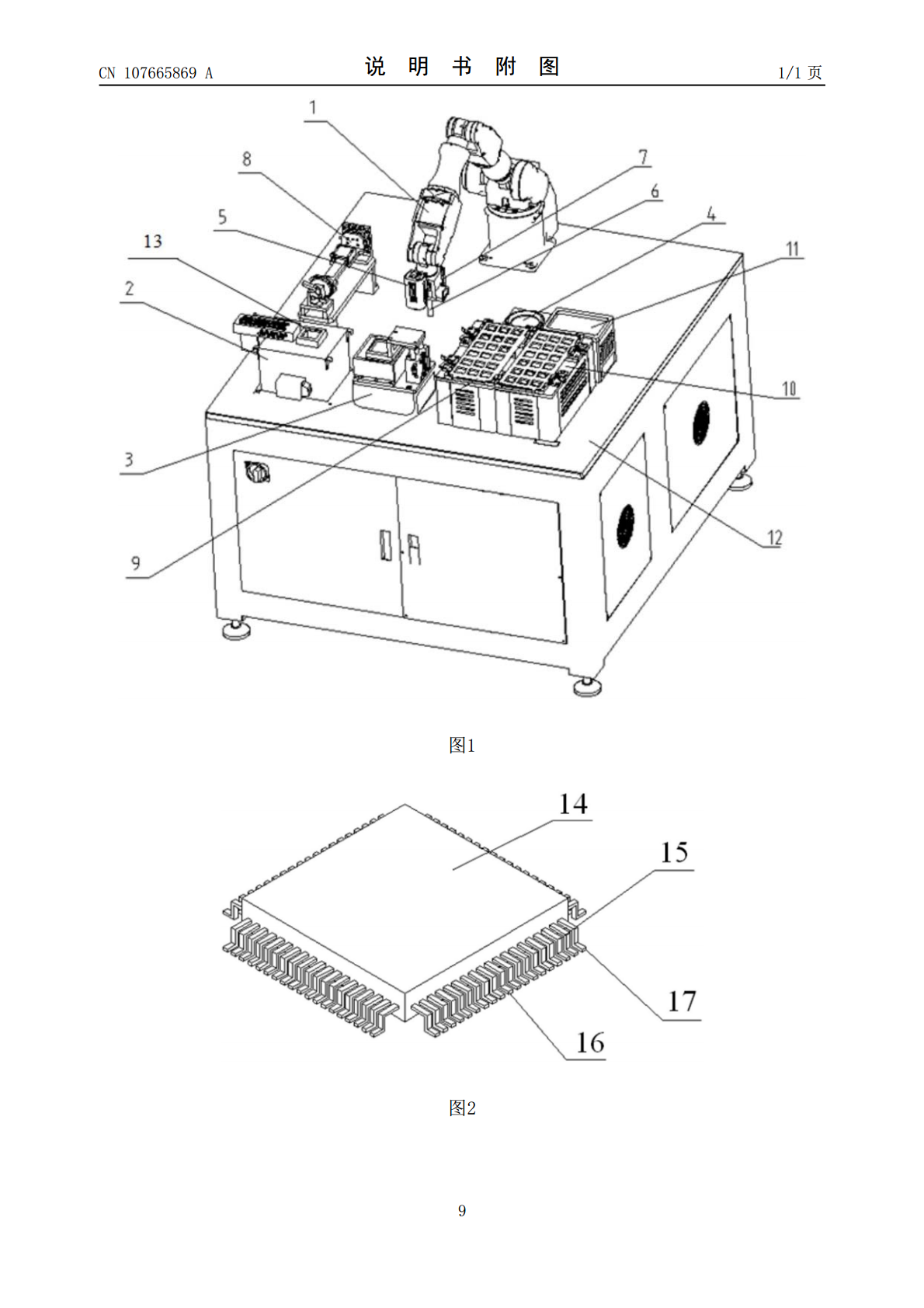
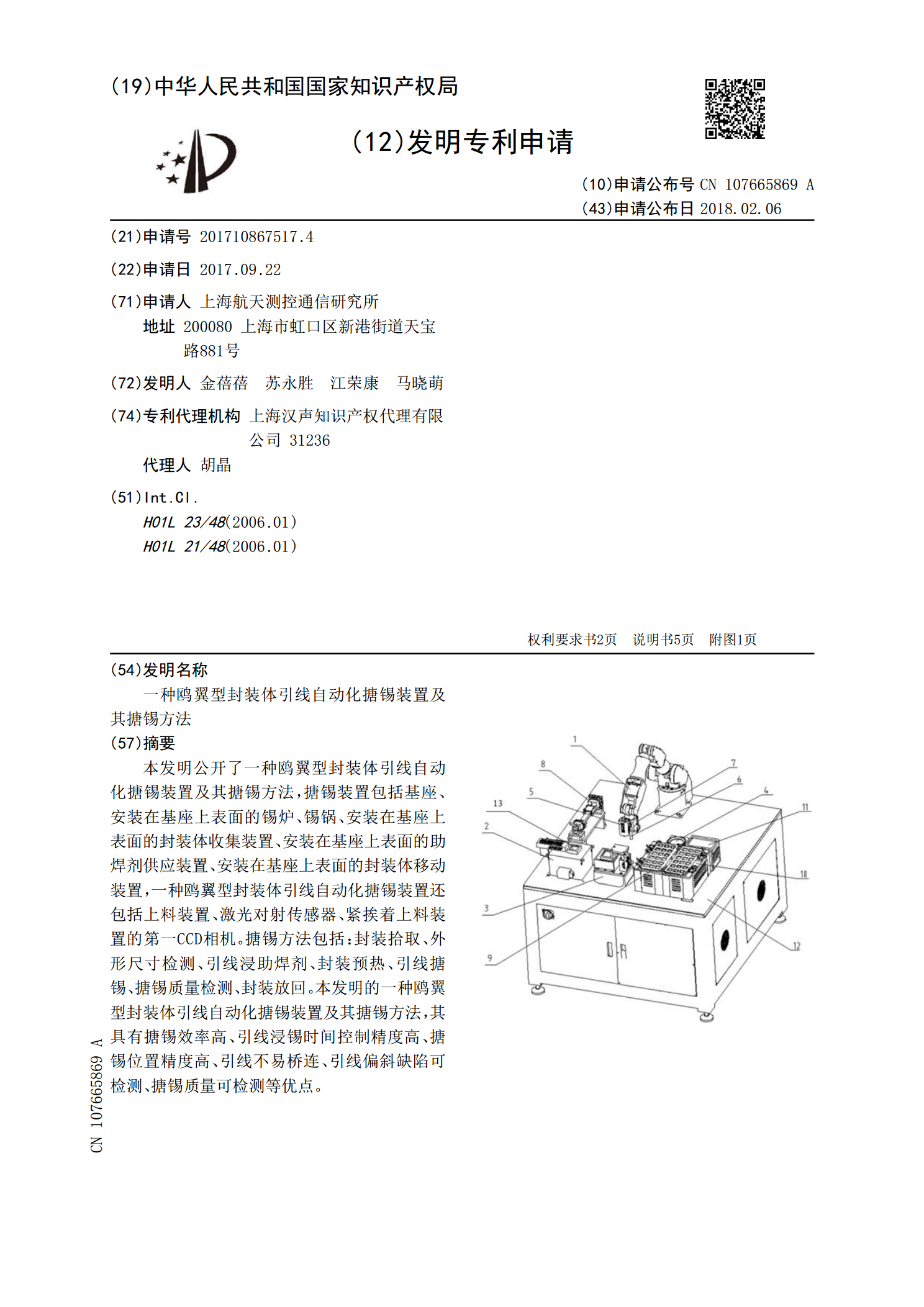
本发明公开了一种鸥翼型封装体引线自动化搪锡装置及其搪锡方法,搪锡装置包括基座、安装在基座上表面的锡炉、锡锅、安装在基座上表面的封装体收集装置、安装在基座上表面的助焊剂供应装置、安装在基座上表面的封装体移动装置,一种鸥翼型封装体引线自动化搪锡装置还包括上料装置、激光对射传感器、紧挨着上料装置的第一CCD相机。搪锡方法包括:封装拾取、外形尺寸检测、引线浸助焊剂、封装预热、引线搪锡、搪锡质量检测、封装放回。本发明的一种鸥翼型封装体引线自动化搪锡装置及其搪锡方法,其具有搪锡效率高、引线浸锡时间控制精度高、搪锡位置
锡锅炉装置及搪锡设备.pdf
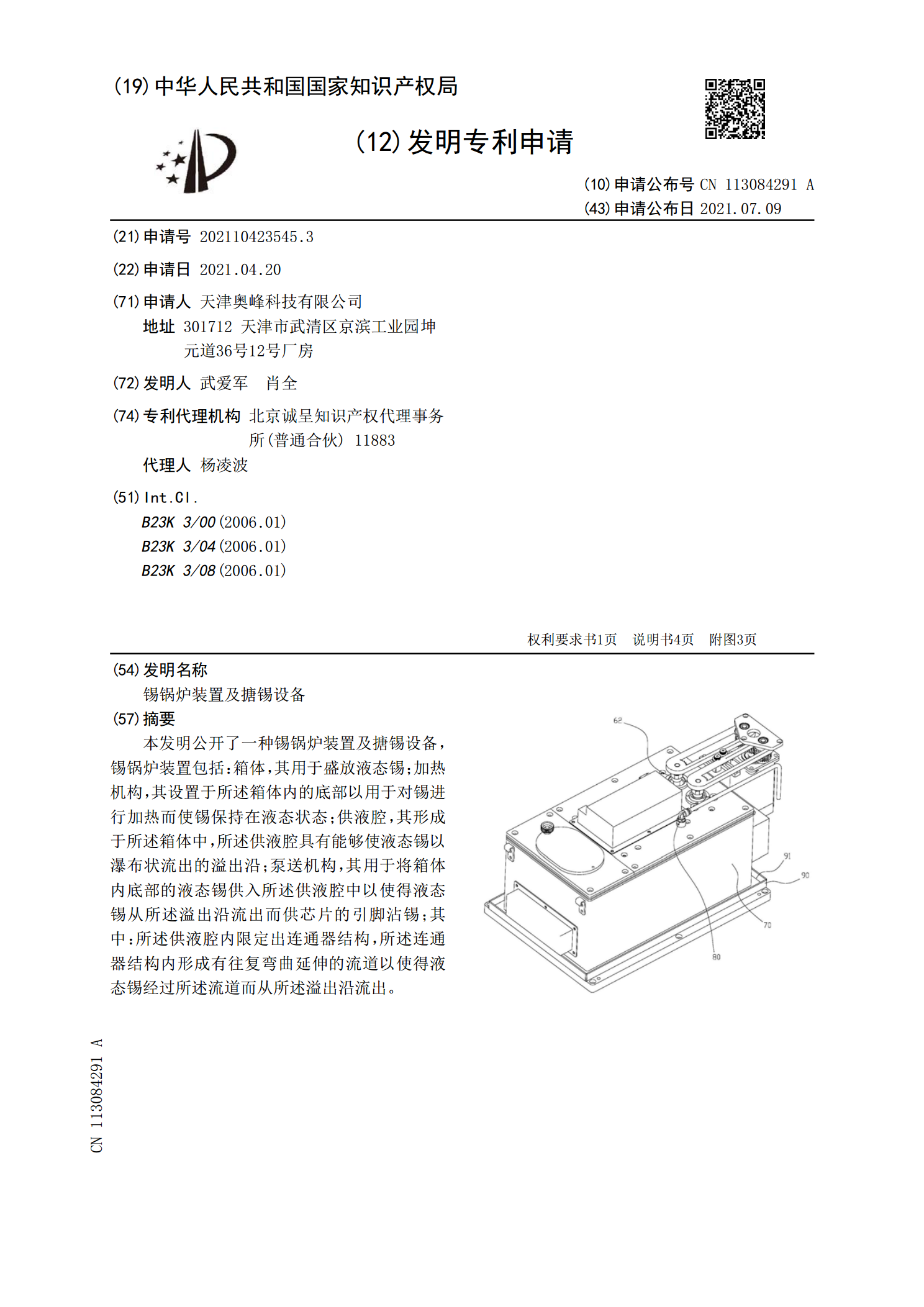
本发明公开了一种锡锅炉装置及搪锡设备,锡锅炉装置包括:箱体,其用于盛放液态锡;加热机构,其设置于所述箱体内的底部以用于对锡进行加热而使锡保持在液态状态;供液腔,其形成于所述箱体中,所述供液腔具有能够使液态锡以瀑布状流出的溢出沿;泵送机构,其用于将箱体内底部的液态锡供入所述供液腔中以使得液态锡从所述溢出沿流出而供芯片的引脚沾锡;其中:所述供液腔内限定出连通器结构,所述连通器结构内形成有往复弯曲延伸的流道以使得液态锡经过所述流道而从所述溢出沿流出。
一种搪锡装置.pdf
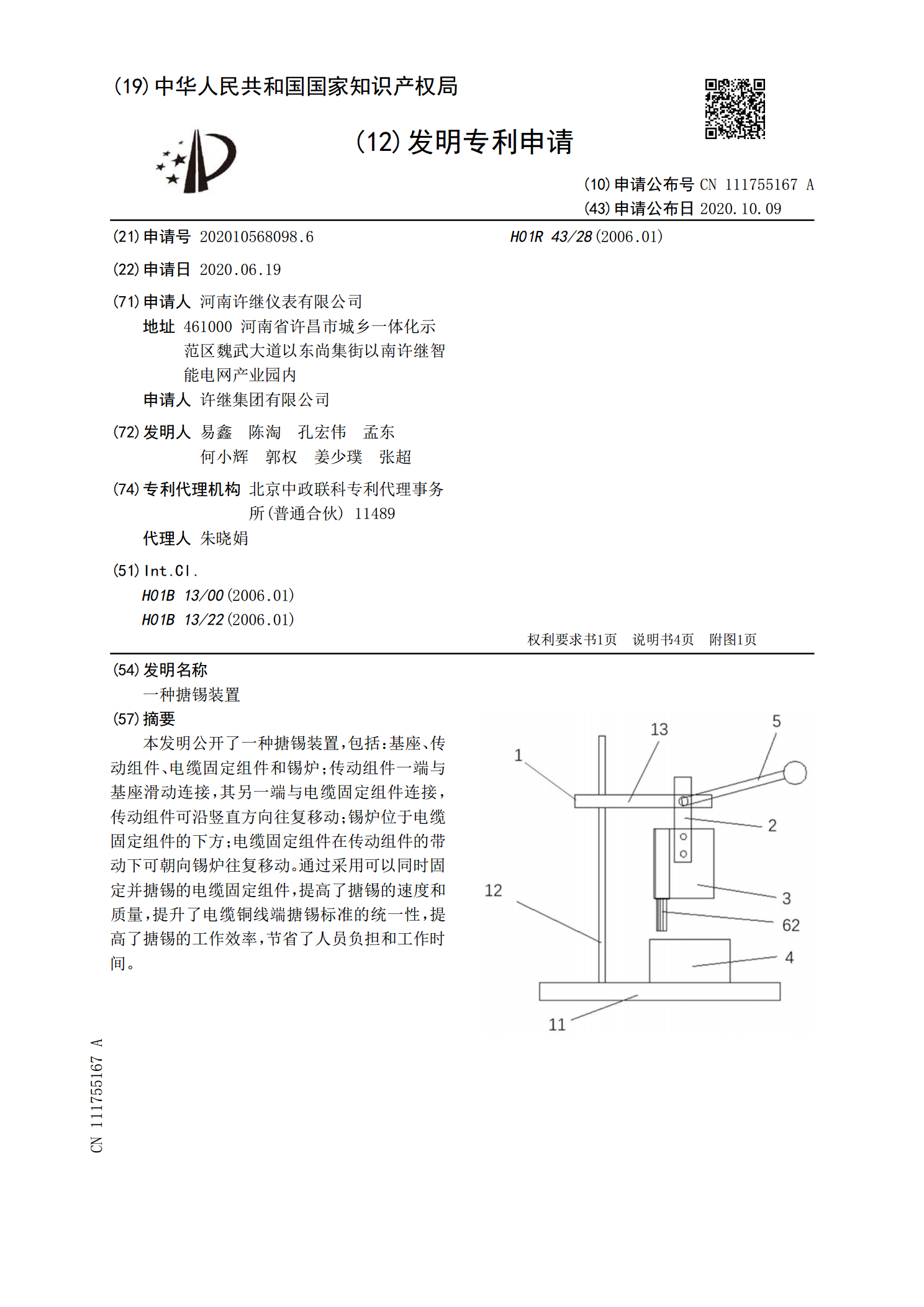
本发明公开了一种搪锡装置,包括:基座、传动组件、电缆固定组件和锡炉;传动组件一端与基座滑动连接,其另一端与电缆固定组件连接,传动组件可沿竖直方向往复移动;锡炉位于电缆固定组件的下方;电缆固定组件在传动组件的带动下可朝向锡炉往复移动。通过采用可以同时固定并搪锡的电缆固定组件,提高了搪锡的速度和质量,提升了电缆铜线端搪锡标准的统一性,提高了搪锡的工作效率,节省了人员负担和工作时间。
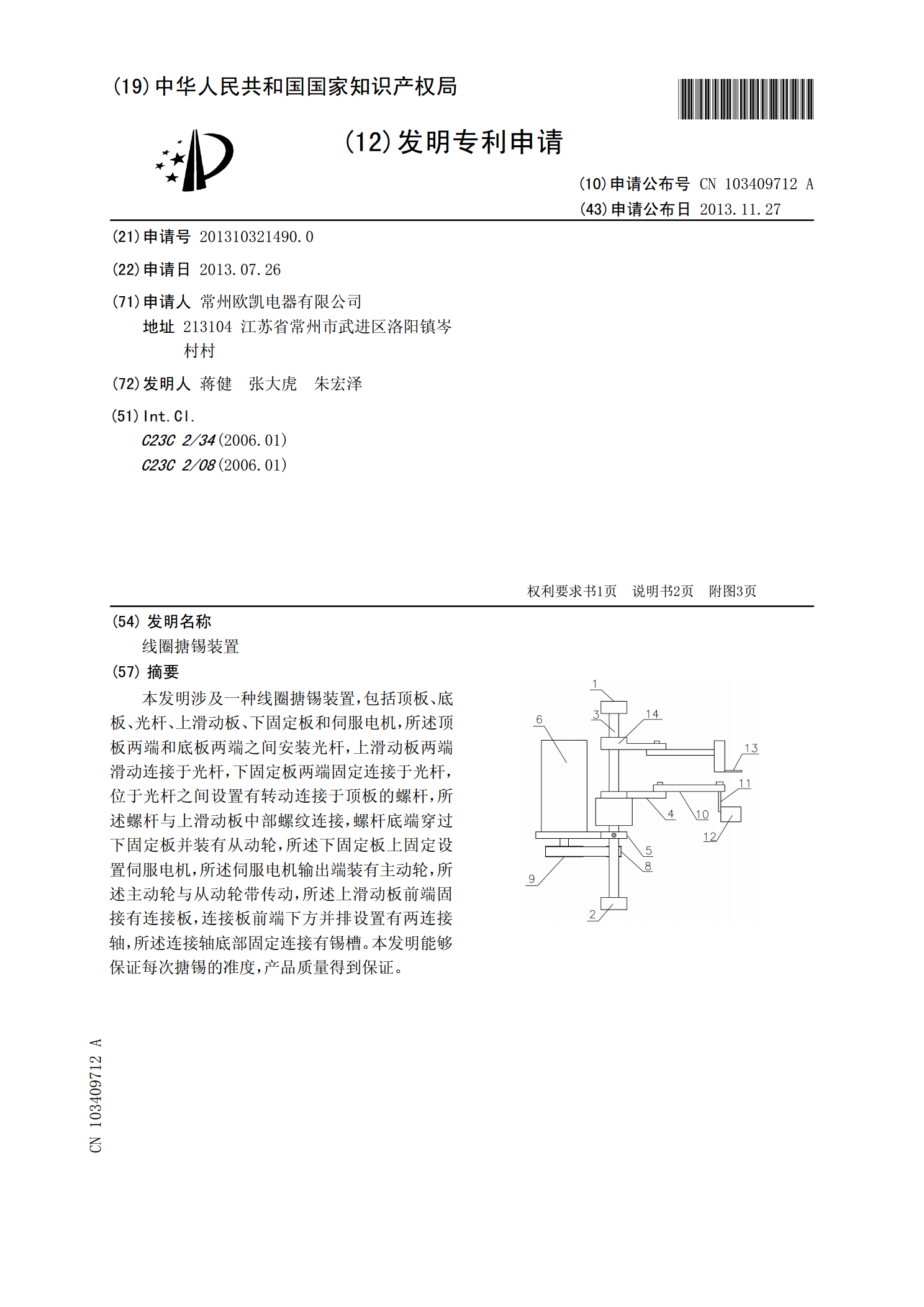
线圈搪锡装置.pdf
本发明涉及一种线圈搪锡装置,包括顶板、底板、光杆、上滑动板、下固定板和伺服电机,所述顶板两端和底板两端之间安装光杆,上滑动板两端滑动连接于光杆,下固定板两端固定连接于光杆,位于光杆之间设置有转动连接于顶板的螺杆,所述螺杆与上滑动板中部螺纹连接,螺杆底端穿过下固定板并装有从动轮,所述下固定板上固定设置伺服电机,所述伺服电机输出端装有主动轮,所述主动轮与从动轮带传动,所述上滑动板前端固接有连接板,连接板前端下方并排设置有两连接轴,所述连接轴底部固定连接有锡槽。本发明能够保证每次搪锡的准度,产品质量得到保证。
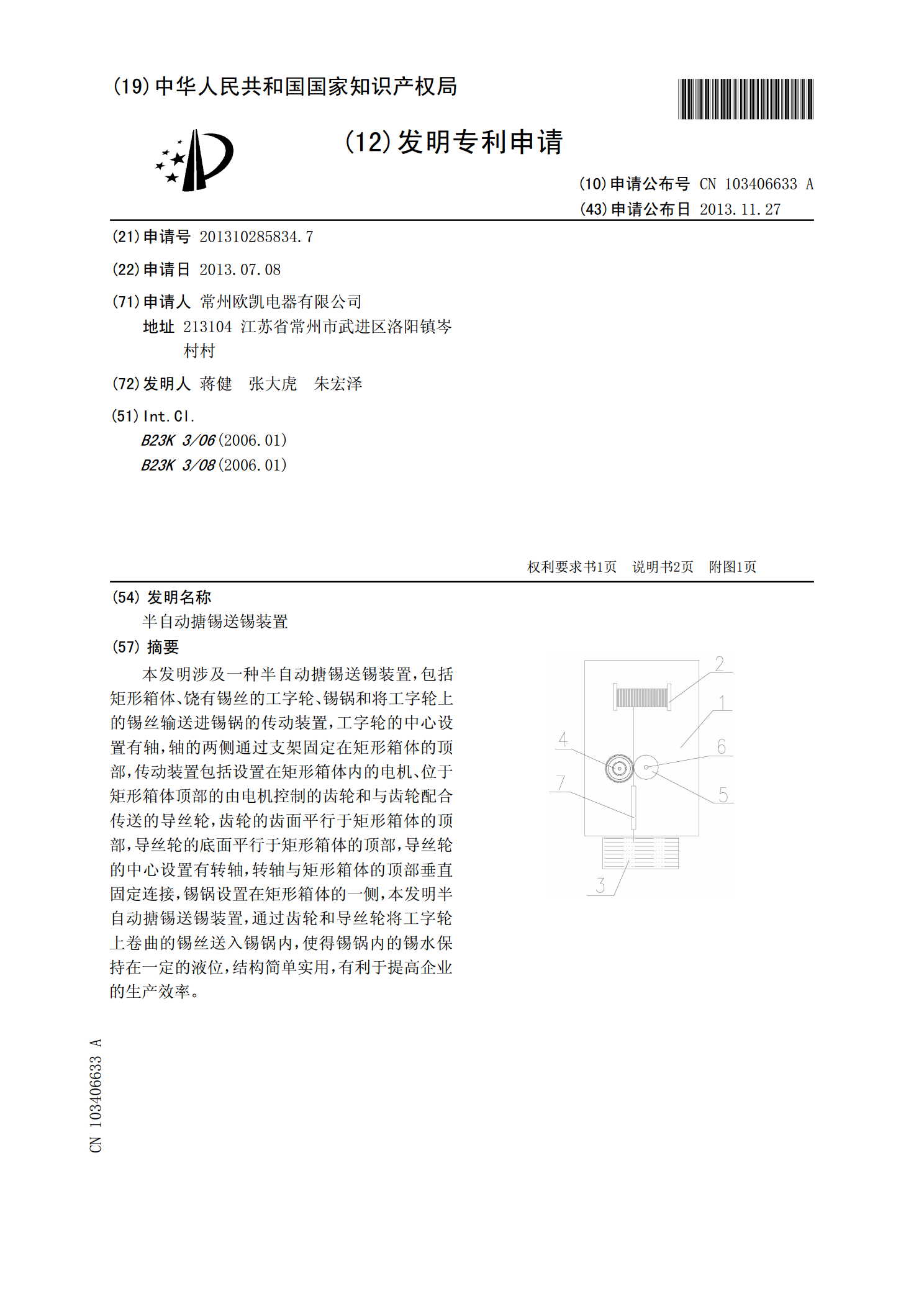
半自动搪锡送锡装置.pdf
本发明涉及一种半自动搪锡送锡装置,包括矩形箱体、饶有锡丝的工字轮、锡锅和将工字轮上的锡丝输送进锡锅的传动装置,工字轮的中心设置有轴,轴的两侧通过支架固定在矩形箱体的顶部,传动装置包括设置在矩形箱体内的电机、位于矩形箱体顶部的由电机控制的齿轮和与齿轮配合传送的导丝轮,齿轮的齿面平行于矩形箱体的顶部,导丝轮的底面平行于矩形箱体的顶部,导丝轮的中心设置有转轴,转轴与矩形箱体的顶部垂直固定连接,锡锅设置在矩形箱体的一侧,本发明半自动搪锡送锡装置,通过齿轮和导丝轮将工字轮上卷曲的锡丝送入锡锅内,使得锡锅内的锡水保持