
一种钢球淬火工艺.pdf

景山****魔王

1/3
2/3
3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种钢球淬火工艺.pdf
本发明公开了一种钢球淬火工艺,其特征在于,钢球淬火炉中淬火加热,淬火温度750‑780℃并保温60‑80min,再冷却至680‑700℃并保温80‑120min后出炉空冷,钢球进行一次回火后将其冷却至常温,再放入温度为‑40至‑30℃的冷处理设备中冷却150‑180min进行冷处理,冷处理后再进行二次回火,二次回火的温度为750‑780℃,保温80‑120min后出炉空冷至室温。本发明的钢球淬火工艺相对于现有的方法,钢球相比的球化率、硬度和强度性能都有显著提高,满足了滚动体行业对钢球的较高的质量要求,同时

钢的淬火工艺.ppt
钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的淬火工艺钢的回火工艺钢的回火工艺钢的回火工艺钢的回火工艺钢的回火工艺钢的回火工艺钢的回火工艺钢的淬火、回火检验钢的淬火、回火检验钢的淬火、回火检验钢的淬火、回火检验
一种复合钢淬火工艺.pdf
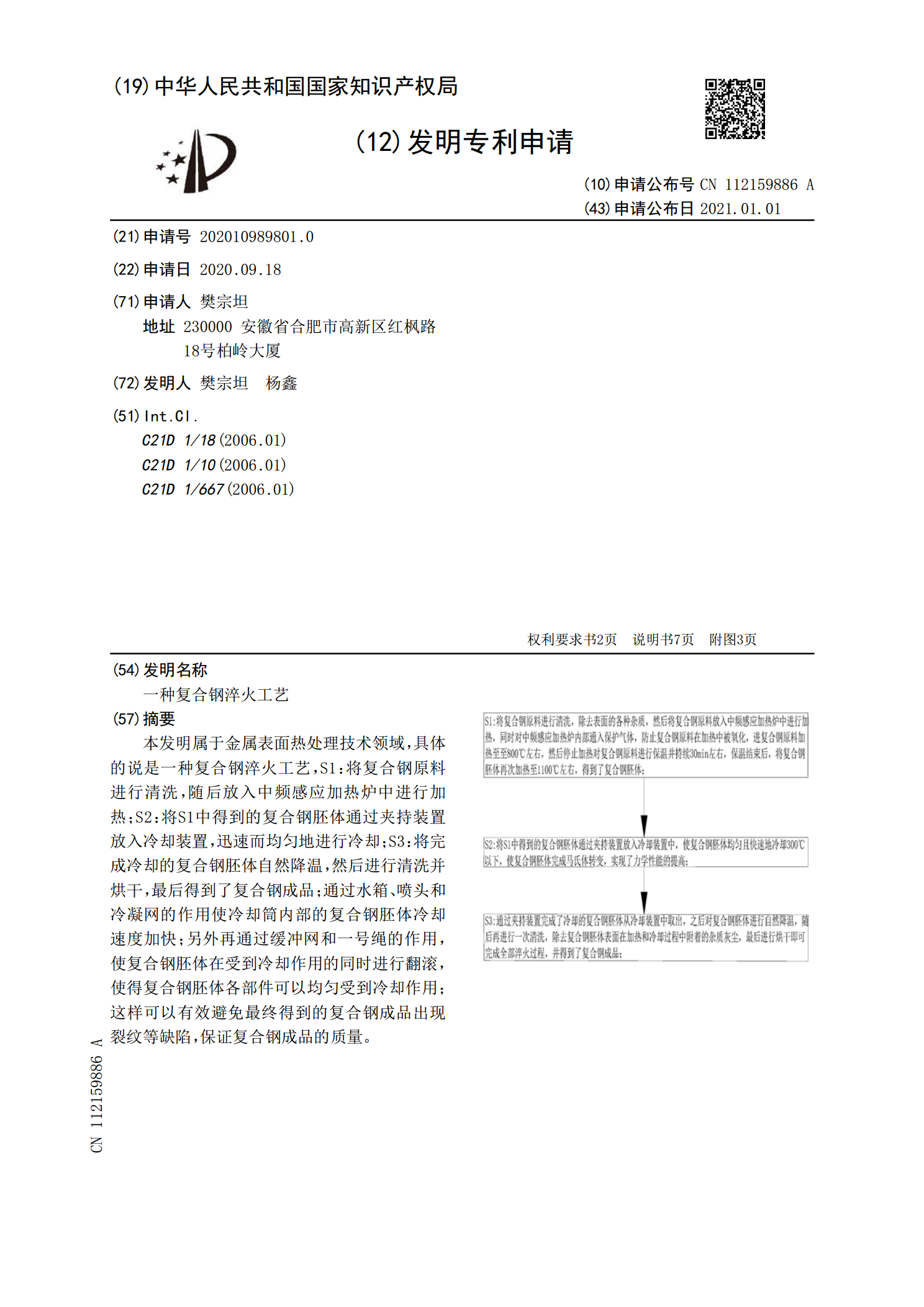
本发明属于金属表面热处理技术领域,具体的说是一种复合钢淬火工艺,S1:将复合钢原料进行清洗,随后放入中频感应加热炉中进行加热;S2:将S1中得到的复合钢胚体通过夹持装置放入冷却装置,迅速而均匀地进行冷却;S3:将完成冷却的复合钢胚体自然降温,然后进行清洗并烘干,最后得到了复合钢成品;通过水箱、喷头和冷凝网的作用使冷却筒内部的复合钢胚体冷却速度加快;另外再通过缓冲网和一号绳的作用,使复合钢胚体在受到冷却作用的同时进行翻滚,使得复合钢胚体各部件可以均匀受到冷却作用;这样可以有效避免最终得到的复合钢成品出现裂纹
一种复合钢淬火工艺.pdf
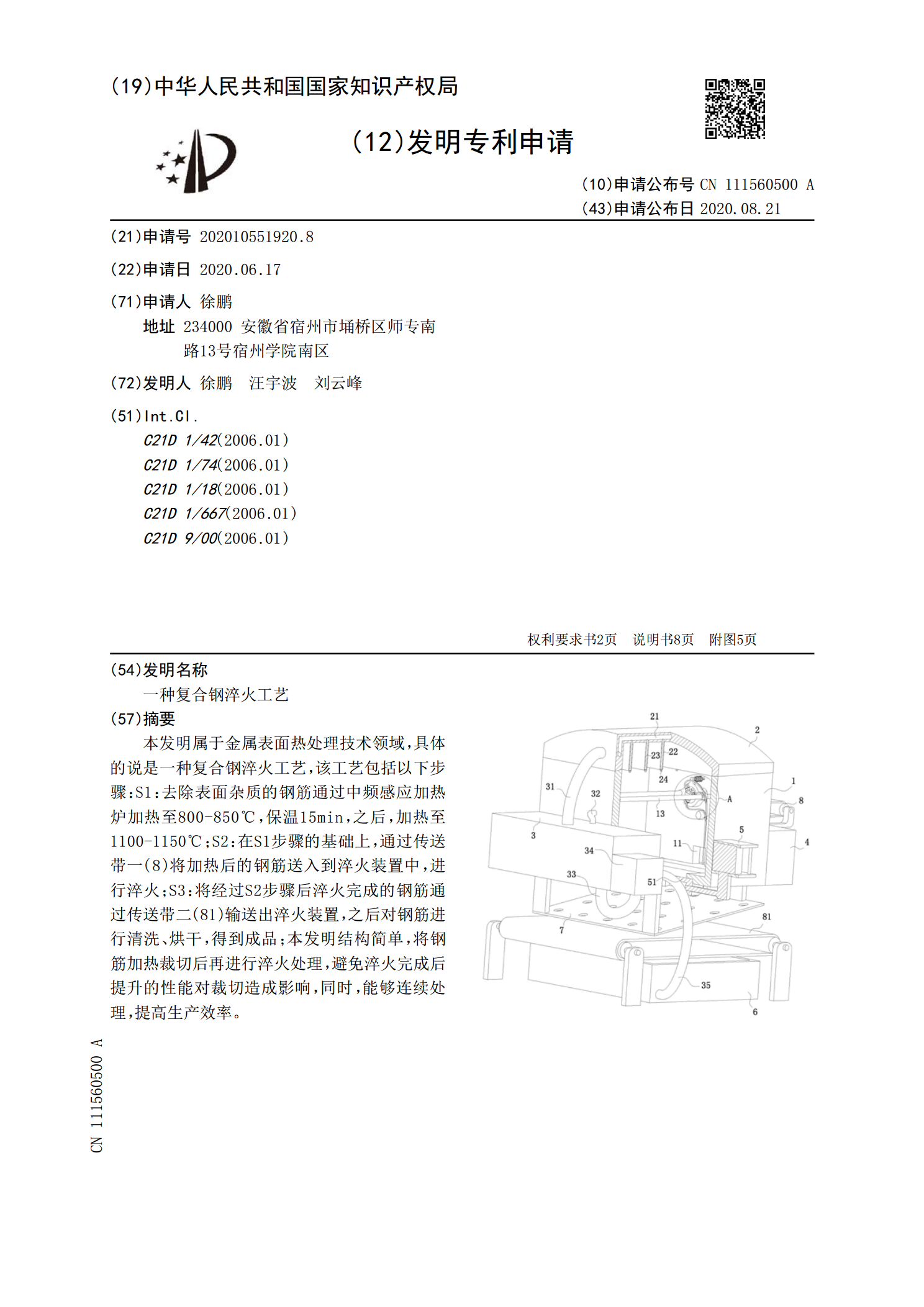
本发明属于金属表面热处理技术领域,具体的说是一种复合钢淬火工艺,该工艺包括以下步骤:S1:去除表面杂质的钢筋通过中频感应加热炉加热至800‑850℃,保温15min,之后,加热至1100‑1150℃;S2:在S1步骤的基础上,通过传送带一(8)将加热后的钢筋送入到淬火装置中,进行淬火;S3:将经过S2步骤后淬火完成的钢筋通过传送带二(81)输送出淬火装置,之后对钢筋进行清洗、烘干,得到成品;本发明结构简单,将钢筋加热裁切后再进行淬火处理,避免淬火完成后提升的性能对裁切造成影响,同时,能够连续处理,提高生产
一种钢球淬火加工炉.pdf
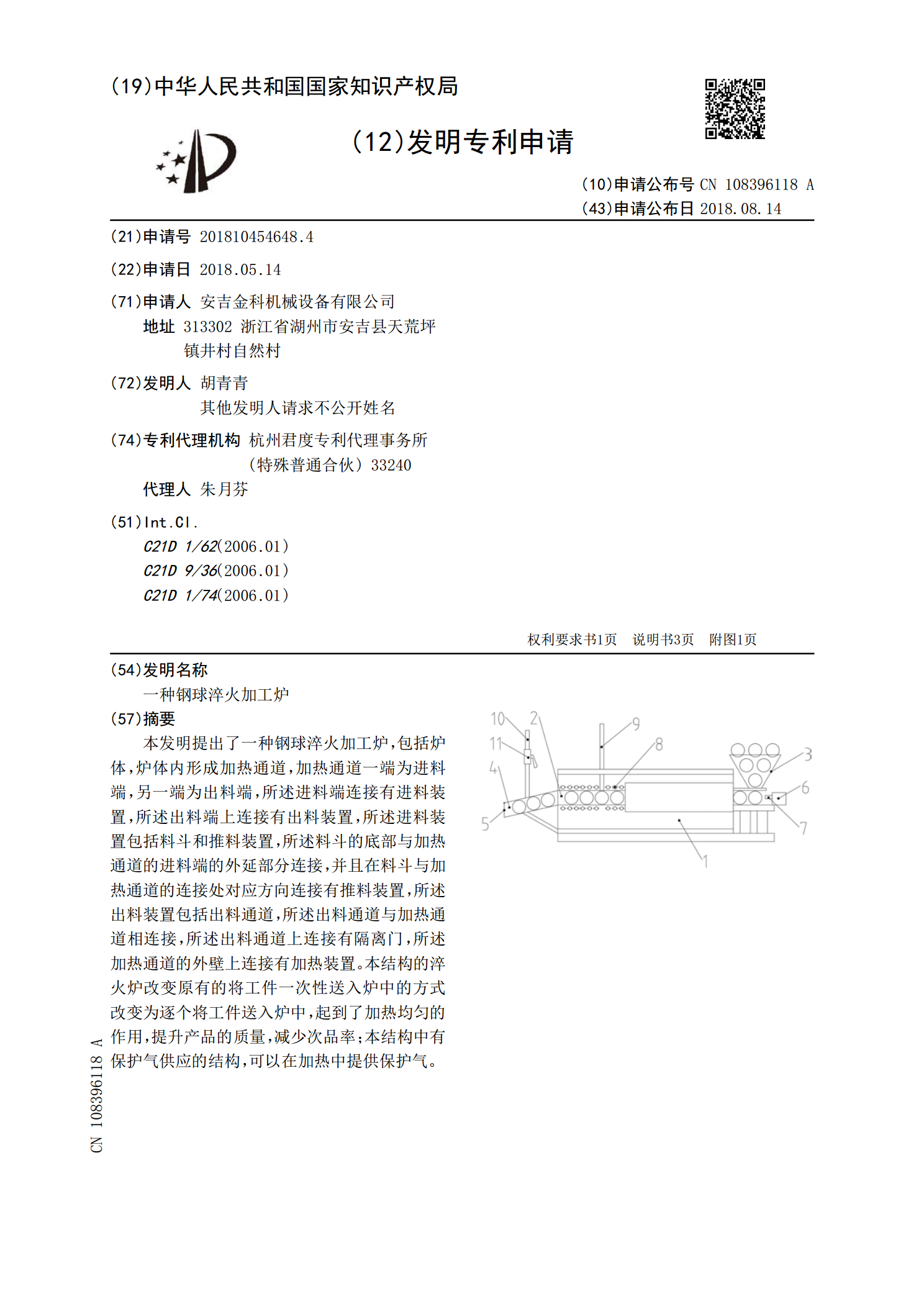
本发明提出了一种钢球淬火加工炉,包括炉体,炉体内形成加热通道,加热通道一端为进料端,另一端为出料端,所述进料端连接有进料装置,所述出料端上连接有出料装置,所述进料装置包括料斗和推料装置,所述料斗的底部与加热通道的进料端的外延部分连接,并且在料斗与加热通道的连接处对应方向连接有推料装置,所述出料装置包括出料通道,所述出料通道与加热通道相连接,所述出料通道上连接有隔离门,所述加热通道的外壁上连接有加热装置。本结构的淬火炉改变原有的将工件一次性送入炉中的方式改变为逐个将工件送入炉中,起到了加热均匀的作用,提升产