
超薄精密硬态不锈钢带制作方法.pdf

一条****淑淑

1/8
2/8

3/8
4/8

5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
超薄精密硬态不锈钢带制作方法.pdf
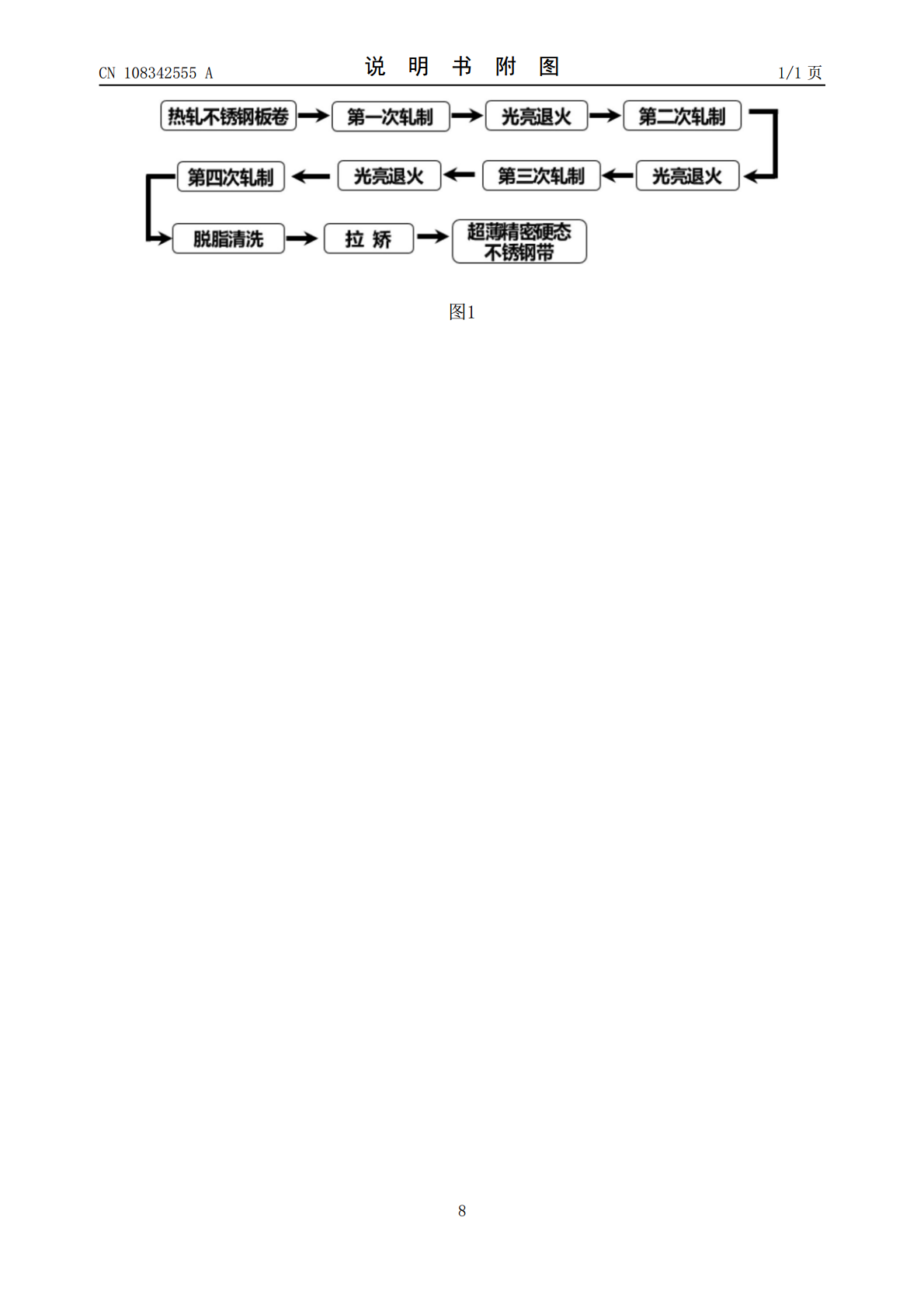
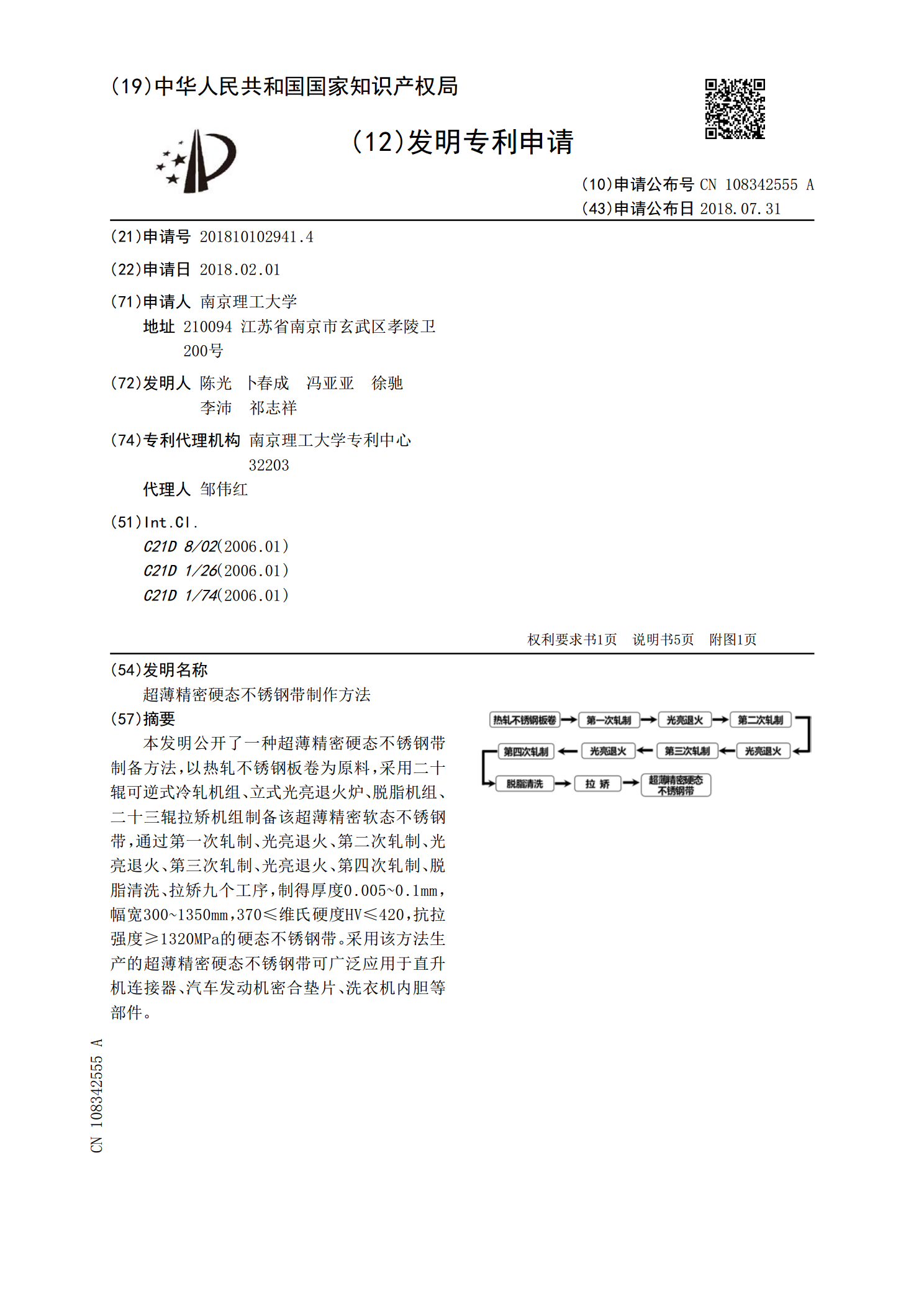
本发明公开了一种超薄精密硬态不锈钢带制备方法,以热轧不锈钢板卷为原料,采用二十辊可逆式冷轧机组、立式光亮退火炉、脱脂机组、二十三辊拉矫机组制备该超薄精密软态不锈钢带,通过第一次轧制、光亮退火、第二次轧制、光亮退火、第三次轧制、光亮退火、第四次轧制、脱脂清洗、拉矫九个工序,制得厚度0.005~0.1mm,幅宽300~1350mm,370≤维氏硬度HV≤420,抗拉强度≥1320MPa的硬态不锈钢带。采用该方法生产的超薄精密硬态不锈钢带可广泛应用于直升机连接器、汽车发动机密合垫片、洗衣机内胆等部件。
超薄精密软态不锈钢带制作方法.pdf
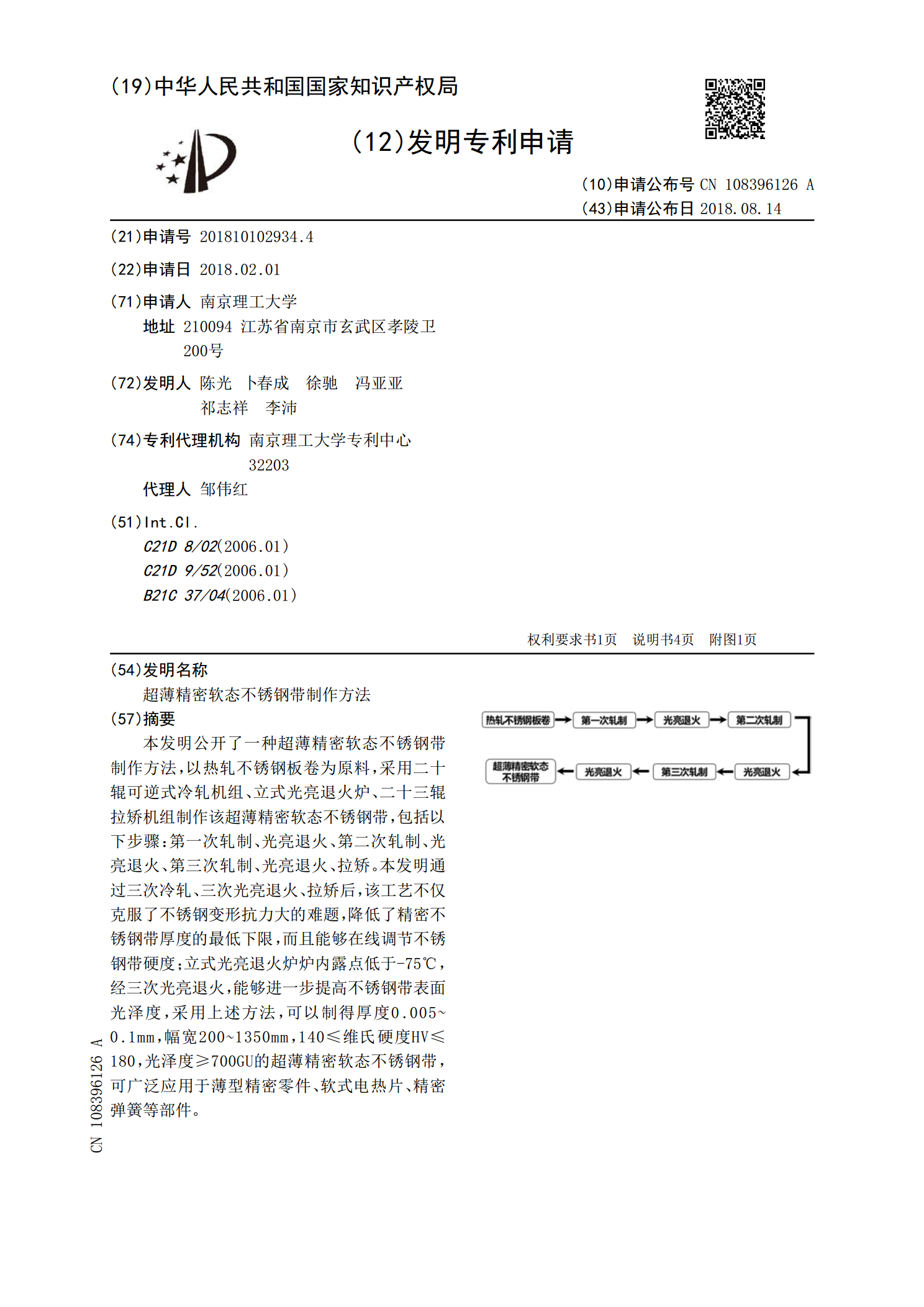
本发明公开了一种超薄精密软态不锈钢带制作方法,以热轧不锈钢板卷为原料,采用二十辊可逆式冷轧机组、立式光亮退火炉、二十三辊拉矫机组制作该超薄精密软态不锈钢带,包括以下步骤:第一次轧制、光亮退火、第二次轧制、光亮退火、第三次轧制、光亮退火、拉矫。本发明通过三次冷轧、三次光亮退火、拉矫后,该工艺不仅克服了不锈钢变形抗力大的难题,降低了精密不锈钢带厚度的最低下限,而且能够在线调节不锈钢带硬度;立式光亮退火炉炉内露点低于‑75℃,经三次光亮退火,能够进一步提高不锈钢带表面光泽度,采用上述方法,可以制得厚度0.005
冷轧硬态不锈钢带的生产工艺.pdf
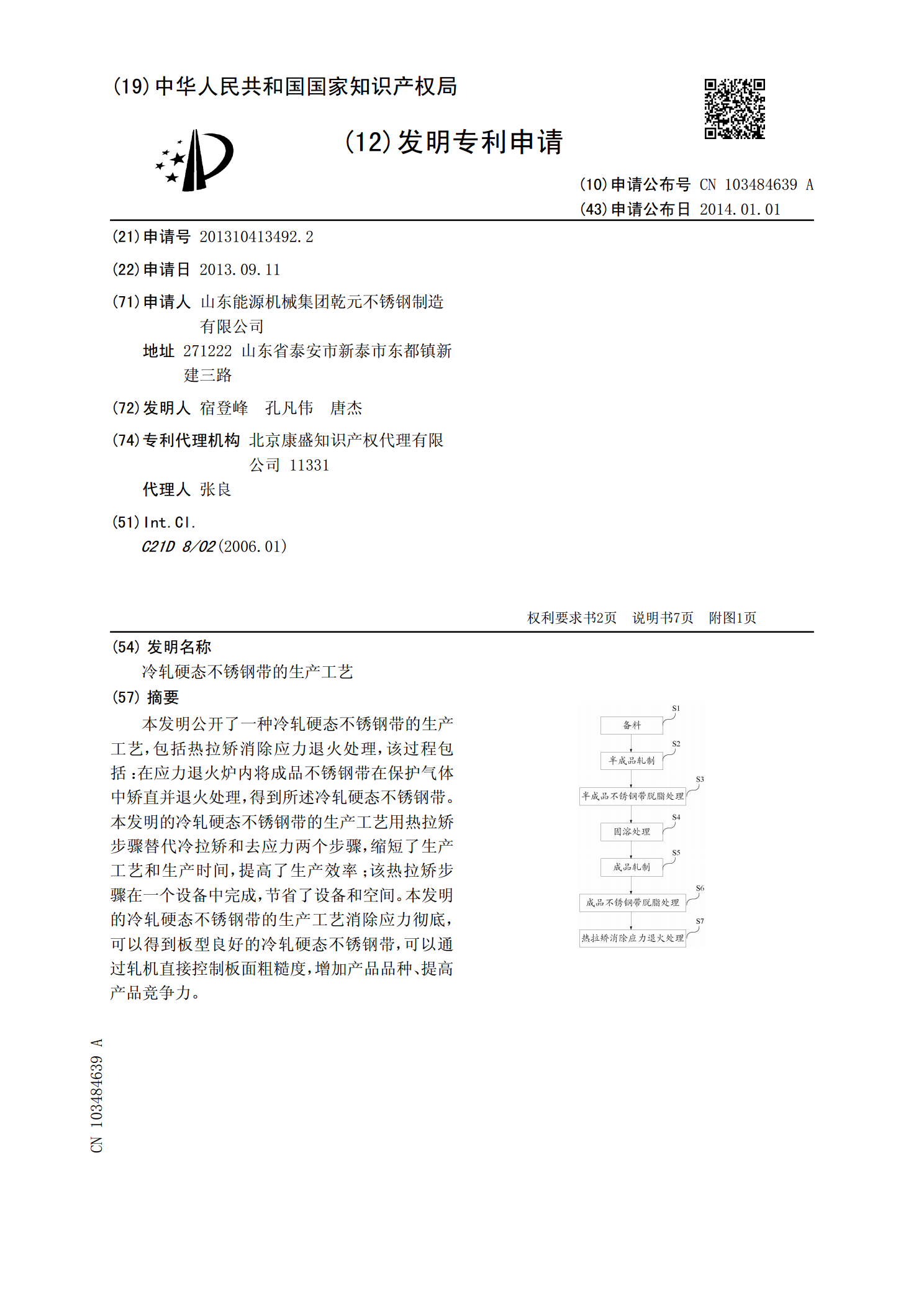
本发明公开了一种冷轧硬态不锈钢带的生产工艺,包括热拉矫消除应力退火处理,该过程包括:在应力退火炉内将成品不锈钢带在保护气体中矫直并退火处理,得到所述冷轧硬态不锈钢带。本发明的冷轧硬态不锈钢带的生产工艺用热拉矫步骤替代冷拉矫和去应力两个步骤,缩短了生产工艺和生产时间,提高了生产效率;该热拉矫步骤在一个设备中完成,节省了设备和空间。本发明的冷轧硬态不锈钢带的生产工艺消除应力彻底,可以得到板型良好的冷轧硬态不锈钢带,可以通过轧机直接控制板面粗糙度,增加产品品种、提高产品竞争力。
一种精密压延用超薄奥氏体不锈钢带材的冶炼方法.pdf
本发明公开了一种精密压延用超薄奥氏体不锈钢带材的冶炼方法,包括下述步骤:(1)钢液在AOD转炉中进行脱碳、还原、脱硫处理;(2)出钢后扒渣;(3)LF加石灰、硅石和萤石重新造渣;(4)LF吹氩大搅拌;(5)LF精炼、弱吹;(6)连铸。通过控制炉渣达到控制夹杂物的目的,降低夹杂物的熔点。在铸坯中夹杂物类型为MnO‑SiO
超薄不锈钢带TA退火工艺.pdf
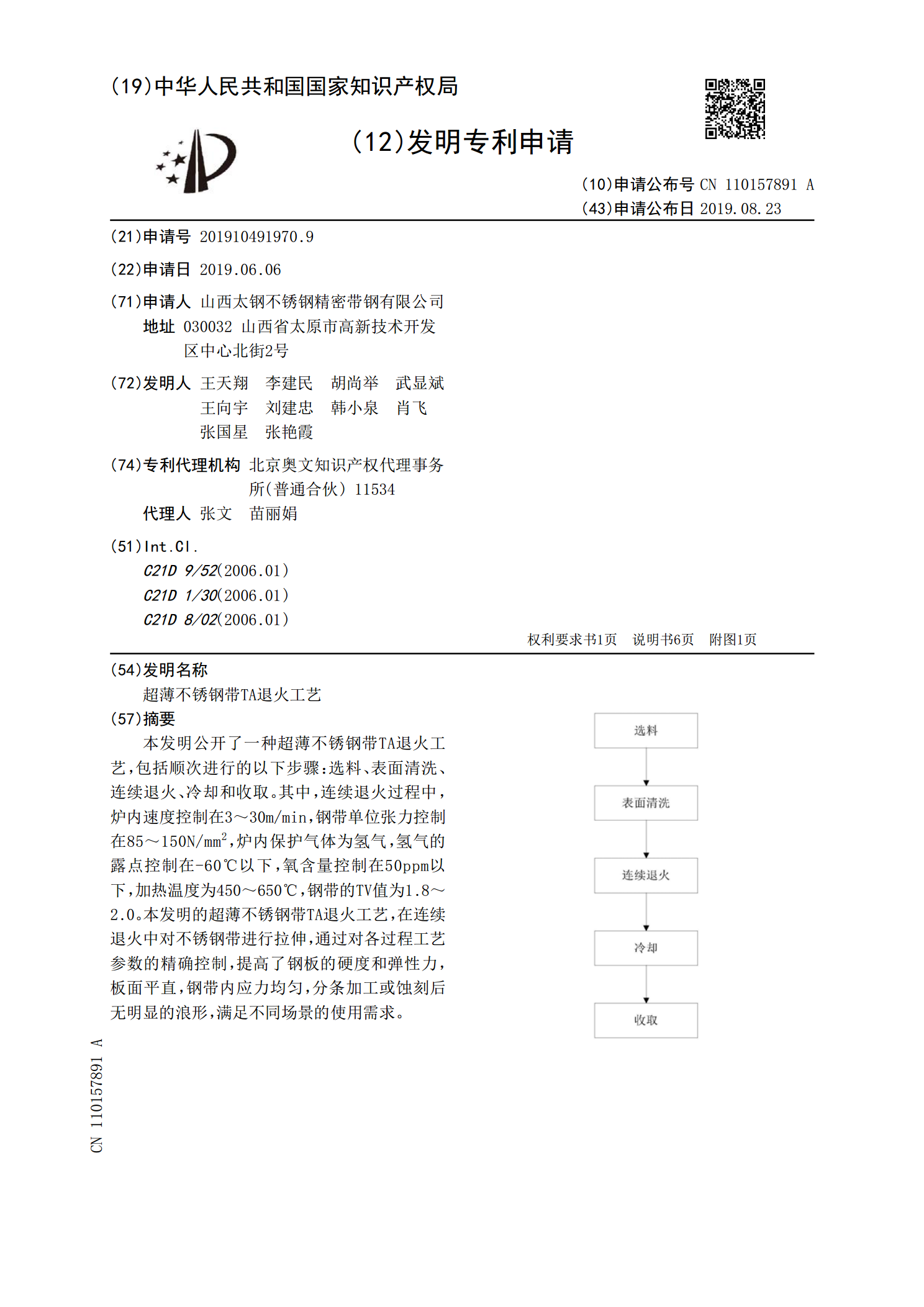
本发明公开了一种超薄不锈钢带TA退火工艺,包括顺次进行的以下步骤:选料、表面清洗、连续退火、冷却和收取。其中,连续退火过程中,炉内速度控制在3~30m/min,钢带单位张力控制在85~150N/mm