
一种6063D铝合金及其加工工艺.pdf

努力****爱敏

1/5
2/5
3/5
4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种6063D铝合金及其加工工艺.pdf
本发明公开了一种6063D铝合金及其加工工艺,包括如下步骤:(1)按照成分设计要求,将铝锭和Al‑Si中间合金放入炉内,待其熔化后依次加入镁锭和Al‑稀土中间合金、Al‑Ti‑B;(2)经过除气、精炼、搅拌、扒渣等工序后,于730℃采用半连续水冷铸造法铸造100mm×4000mm的铸棒;(3)将其切割为100mm×390mm的锭坯,锭坯在560℃均匀化处理6h;(4)最后用6MN挤压机热挤压成型材。本发明向6063D铝合金中加入稀土并严格控制镁、硅含量后,可提高其热挤压性能。向6063D铝合金中加入稀土后

一种超薄铝合金板材加工设备及其加工工艺.pdf
本发明公开了一种超薄铝合金板材加工设备,包括底板和顶板,所述底板和顶板呈平行设置,所述底板和顶板之间水平的设置有两组托板,所述托板均通过支撑杆固定连接于底板上,所述电机槽中活动设置有转动电机,所述齿槽中设置有锯齿,所述转动电机的电机主轴活动穿过插槽并固定连接于锯齿上。本发明的加工设备在使用时,可以通过事先在需要切割的切割口一旁喷涂上有色定位线,并且通过颜色传感器的识别,实现更好的自动切割定位,并且通过托板和压板的使用,通过齿槽两侧侧壁的作用,并通过挤压箱的设置,对切割口处实现精密的配合,进行挤压固定,防止
一种铝合金磨料及其加工工艺.pdf
本发明公开了一种铝合金磨料及其加工工艺,其按重量百分比为:硅:0.25~2.30%,铁:0.4%,铜:≤0.1%,锰:≤0.1%,镁:0.30%~6.5%,铬:≤0.15%,锌:≤0.1%,余量为铝。将上述原料按照比例放入熔炼炉中进行加热熔炼,将合金液体倒入模具中成型冷却得到铝合金盘条,再进行挤压拉丝,将铝合金丝切断制备磨料,切断的铝合金丝的直径与长比为1∶1,将切断后的铝合金圆柱颗粒放在离心机中进行不同时间的钝化处理即可。本发明铝合金磨料成分简单,加工工艺简单,成本低,产品硬度适中,安全适用,耐腐蚀性好
一种6063铝合金及其加工工艺.pdf
本发明公开了一种6063铝合金及其加工工艺,包括如下步骤:按照成分设计要求,将铝锭和Al‑Si中间合金放入炉内,待其熔化后依次加入镁锭和Al‑稀土中间合金、Al‑Ti‑B;经过除气、精炼、搅拌、扒渣等工序后,于730℃采用半连续水冷铸造法铸造100mm×4000mm的铸棒;将其切割为100mm×390mm的锭坯,锭坯在560℃均匀化处理6h;最后用6MN挤压机热挤压成型材。本发明向6063铝合金中加入稀土并严格控制镁、硅含量后,可提高其热挤压性能。向6063铝合金中加入稀土后,改善析出物的形状,对铸锭组织
一种全拉丝铝合金轮毂及其加工工艺.pdf
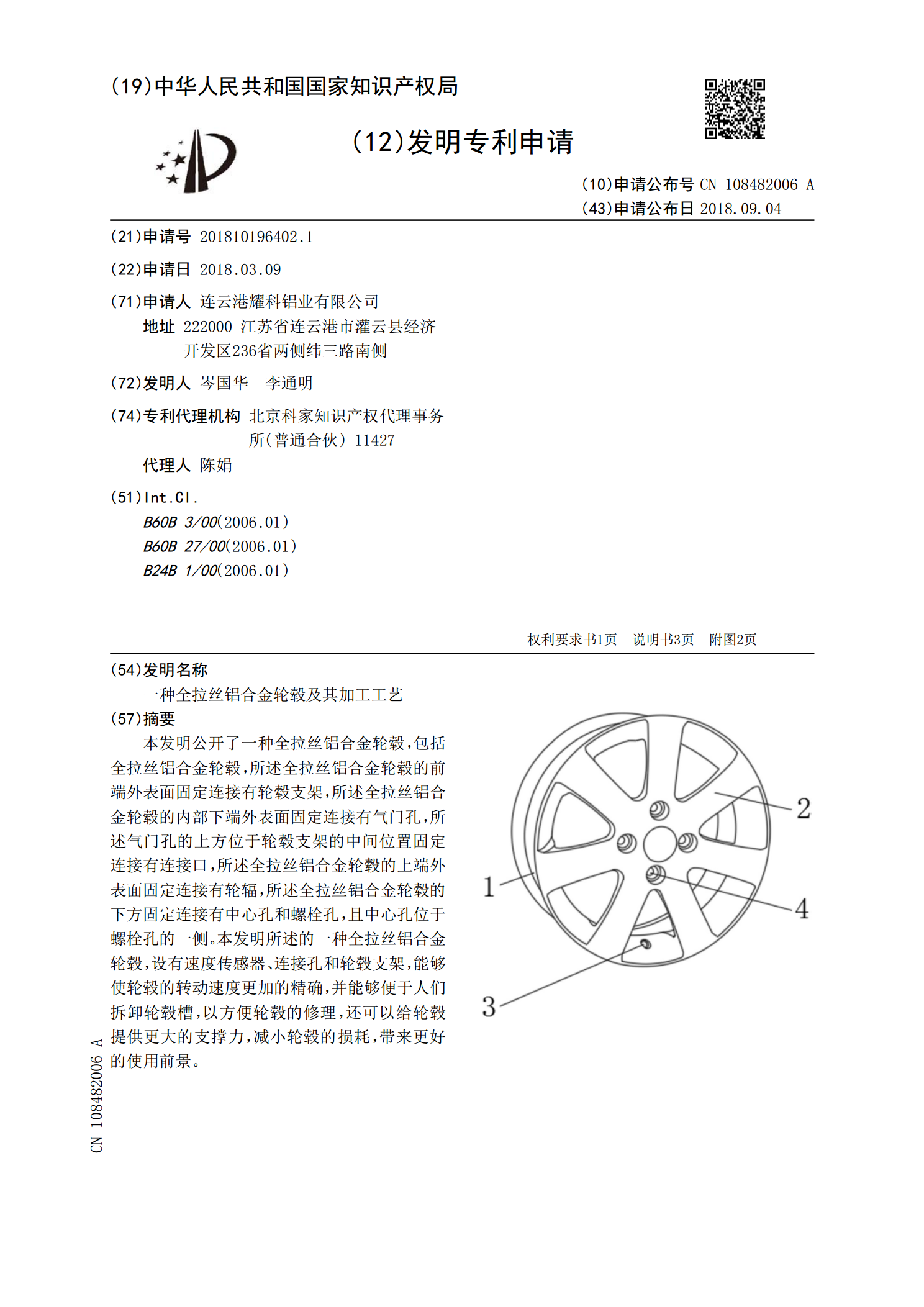
本发明公开了一种全拉丝铝合金轮毂,包括全拉丝铝合金轮毂,所述全拉丝铝合金轮毂的前端外表面固定连接有轮毂支架,所述全拉丝铝合金轮毂的内部下端外表面固定连接有气门孔,所述气门孔的上方位于轮毂支架的中间位置固定连接有连接口,所述全拉丝铝合金轮毂的上端外表面固定连接有轮辐,所述全拉丝铝合金轮毂的下方固定连接有中心孔和螺栓孔,且中心孔位于螺栓孔的一侧。本发明所述的一种全拉丝铝合金轮毂,设有速度传感器、连接孔和轮毂支架,能够使轮毂的转动速度更加的精确,并能够便于人们拆卸轮毂槽,以方便轮毂的修理,还可以给轮毂提供更大的