
消除冷轧钛卷退火粘接的真空退火工艺.pdf

猫巷****松臣

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
消除冷轧钛卷退火粘接的真空退火工艺.pdf
本发明公开的是金属热处理技术领域的一种消除冷轧钛卷退火粘接的真空退火工艺,包括以下步骤:将脱脂后的冷轧钛卷进行重卷,其卷曲张力2000‑4000daN;将钛卷进行装炉,并进行预抽真空处理,将真空度抽至≤2×10
冷轧钛卷的退火工艺.pdf
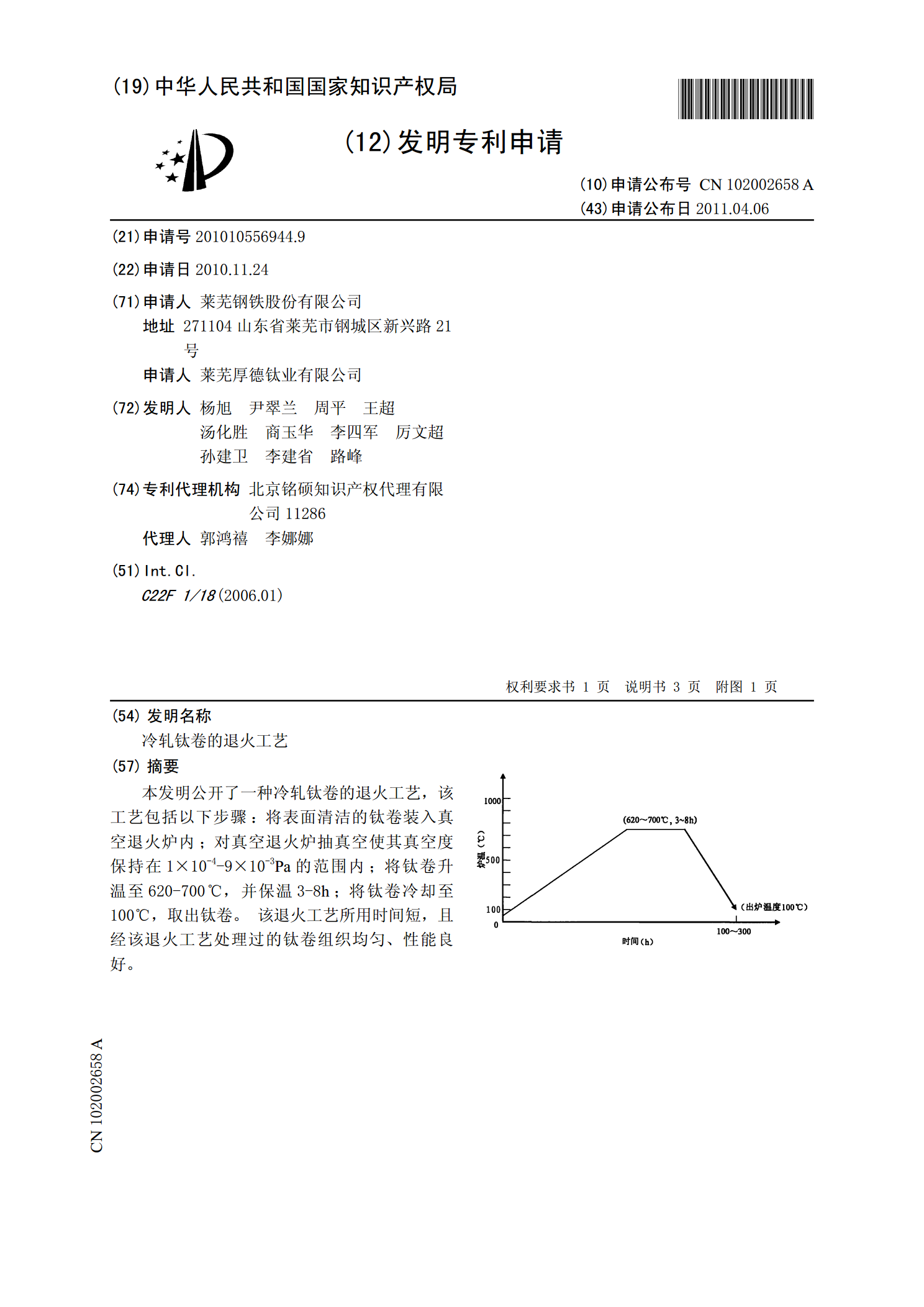
本发明公开了一种冷轧钛卷的退火工艺,该工艺包括以下步骤:将表面清洁的钛卷装入真空退火炉内;对真空退火炉抽真空使其真空度保持在1×10-4-9×10-3Pa的范围内;将钛卷升温至620-700℃,并保温3-8h;将钛卷冷却至100℃,取出钛卷。该退火工艺所用时间短,且经该退火工艺处理过的钛卷组织均匀、性能良好。
钛卷退火工艺研究.pdf
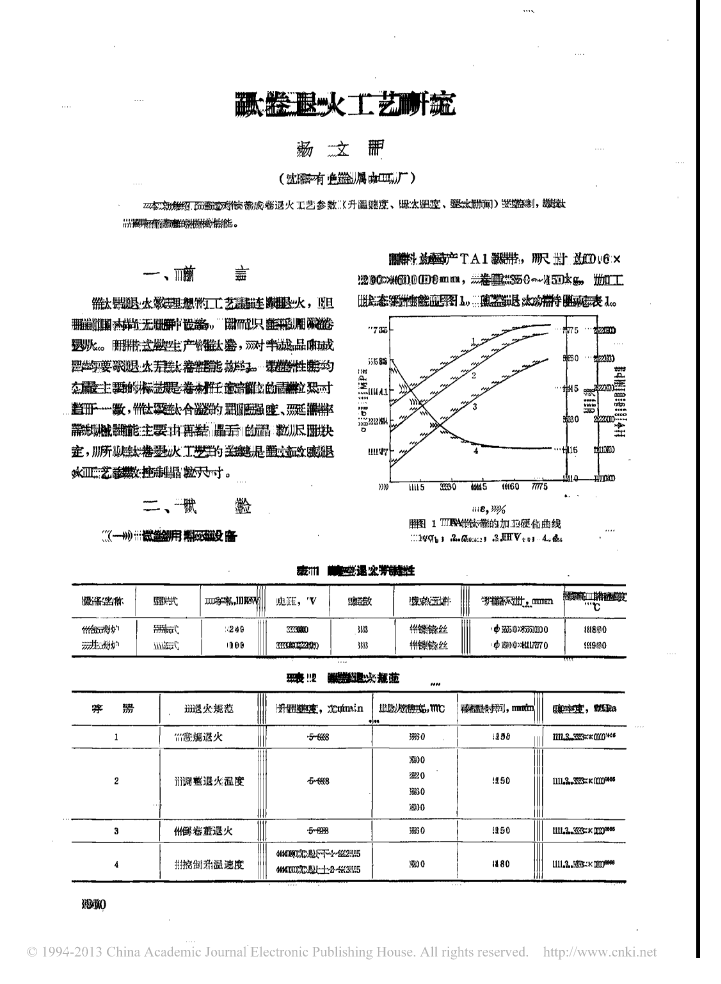
钦卷退火工艺研究杨文甲(沈阳有色金属加工厂)、、本文介绍了通过对钦带成卷退火工艺参数(升温速度退火温度退火时间)的控制,使钦带具有满意的机械性能。原料为国产TAI钦带,尺寸为o.6x、、月户-.一,,前口260x6Q0000mm卷重350~450kg加工,。钦带退火较理想的工艺是连续退火,但状态的性能见图l真空退火炉特性见表1,目前国内尚无此种设备因而只能采用成卷0马占口,j.,n白‘,勺八乙‘‘73邪29“封匕1906730。退火用带式法生产的钦卷,对半成品和成3i\/2、4。.‘品求火能均户.H。均
一种用于冷轧钛板的真空退火方法.pdf
一种用于冷轧钛板的真空退火方法,先准备不平度在8~30mm的待退火板材,并准备两块保护板,然后对待退火板材进行板材脱脂及板型检验,再将待退火板材装入真空退火炉,待退火板材的底部放置有一块保护板和垫板,待退火板材的顶部放置有另一块保护板和压板,待退火板材的两侧表面中,平面度较差的表面均朝上放置,然后进行真空退火,并对升温和降温过程进行控制,获得不平度不超过5mm的冷轧钛板。本发明的流程较短、成本较低,对板材的处理效率较高,并且保证了板材的表面状态不会发生变化,使冷轧钛板表面质量较好,能够满足冷轧钛板的实际生
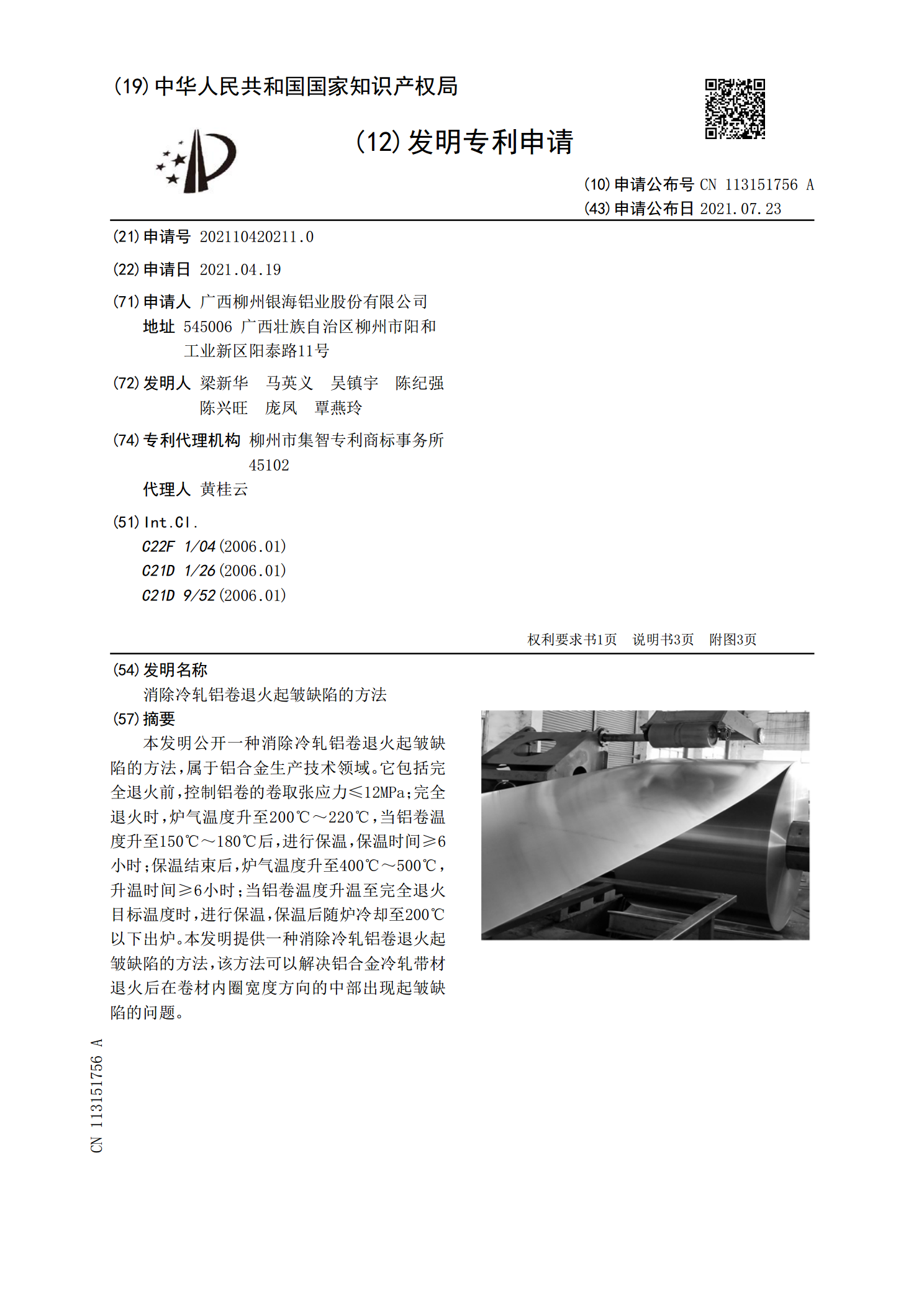
消除冷轧铝卷退火起皱缺陷的方法.pdf
本发明公开一种消除冷轧铝卷退火起皱缺陷的方法,属于铝合金生产技术领域。它包括完全退火前,控制铝卷的卷取张应力≤12MPa;完全退火时,炉气温度升至200℃~220℃,当铝卷温度升至150℃~180℃后,进行保温,保温时间≥6小时;保温结束后,炉气温度升至400℃~500℃,升温时间≥6小时;当铝卷温度升温至完全退火目标温度时,进行保温,保温后随炉冷却至200℃以下出炉。本发明提供一种消除冷轧铝卷退火起皱缺陷的方法,该方法可以解决铝合金冷轧带材退火后在卷材内圈宽度方向的中部出现起皱缺陷的问题。