
极薄精密不锈钢带光亮退火工艺.pdf

是你****晨呀

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10

9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
极薄精密不锈钢带光亮退火工艺.pdf
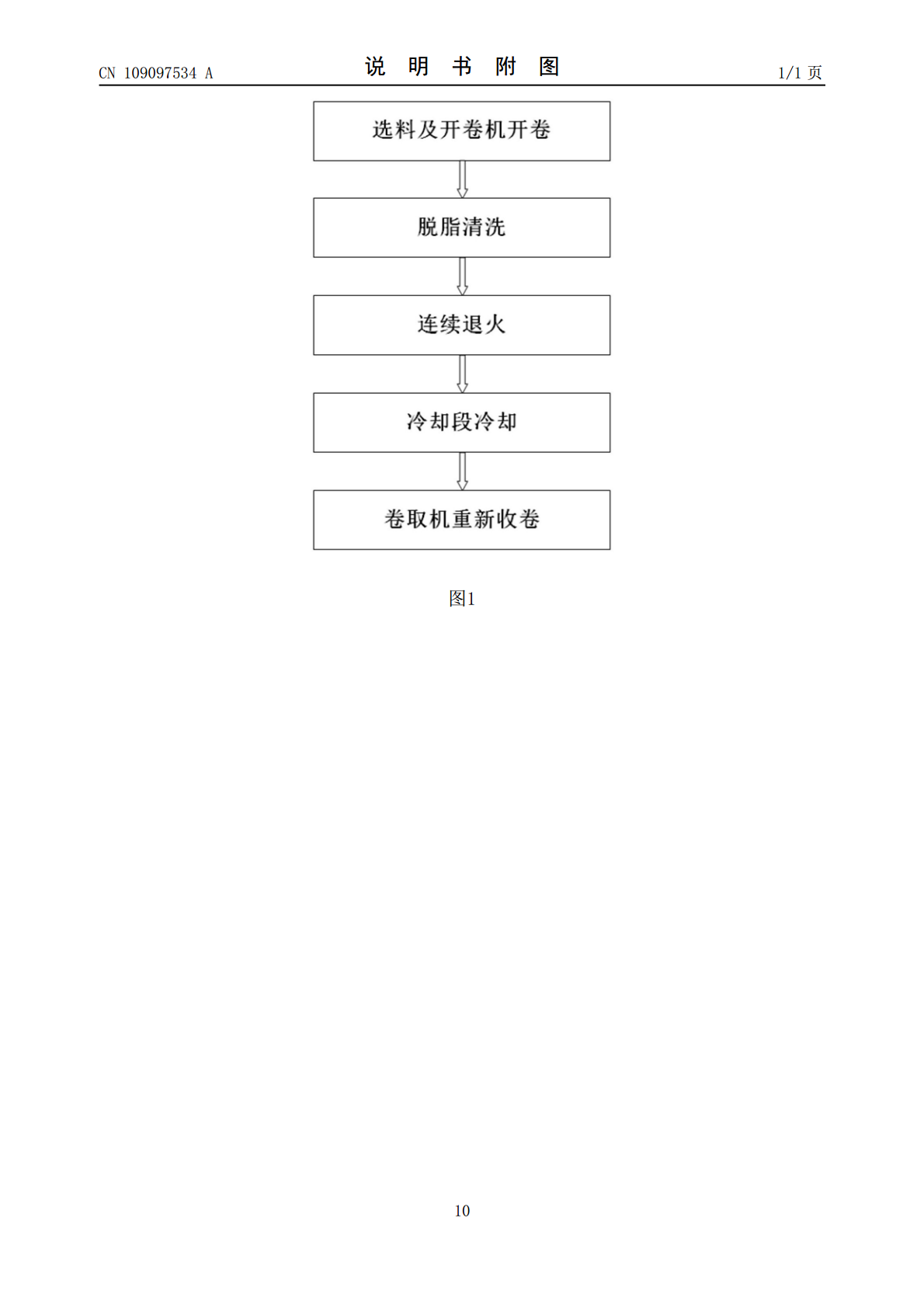
本发明涉及一种极薄精密不锈钢带光亮退火工艺,其包括选料及开卷、脱脂清洗、连续退火、冷却段冷却、重新收卷等步骤。利用本发明的上述极薄精密不锈钢带光亮退火工艺,通过在退火前进行脱脂清洗,保证了炉内的气氛环境不被外界影响;通过在连续退火阶段精确控制炉温、氢气露点、氧含量、钢带在炉区的速度等参数,以及冷却阶段精确控制冷却速度和闸板位置,从而保证钢带在退火过程中不发生氧化现象,提高了钢带光亮度和组织均匀性,并可对钢带退火后的板型加以控制,既满足了产品的性能要求,又提高了生产效率。
不锈钢带光亮退火炉.pdf
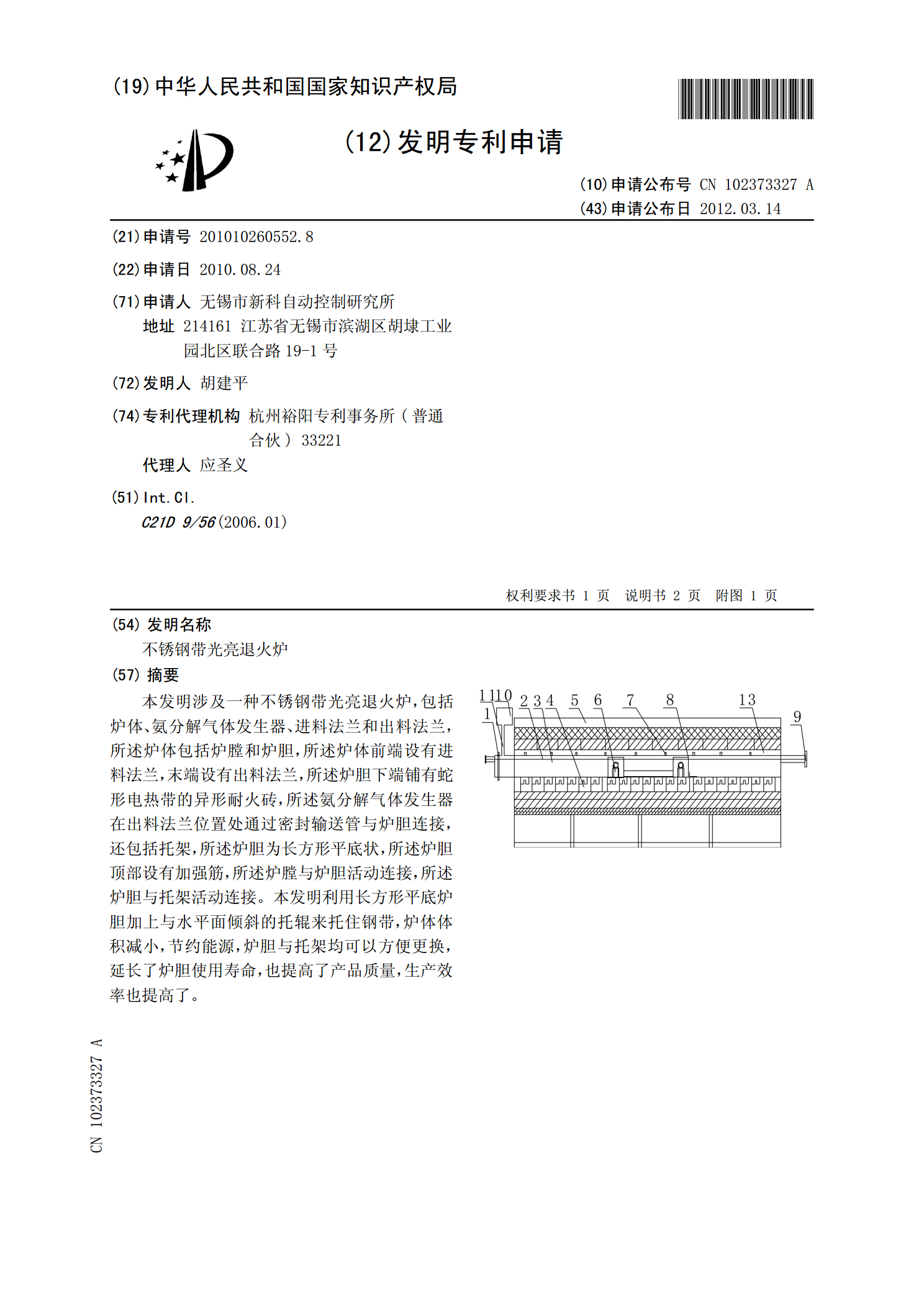
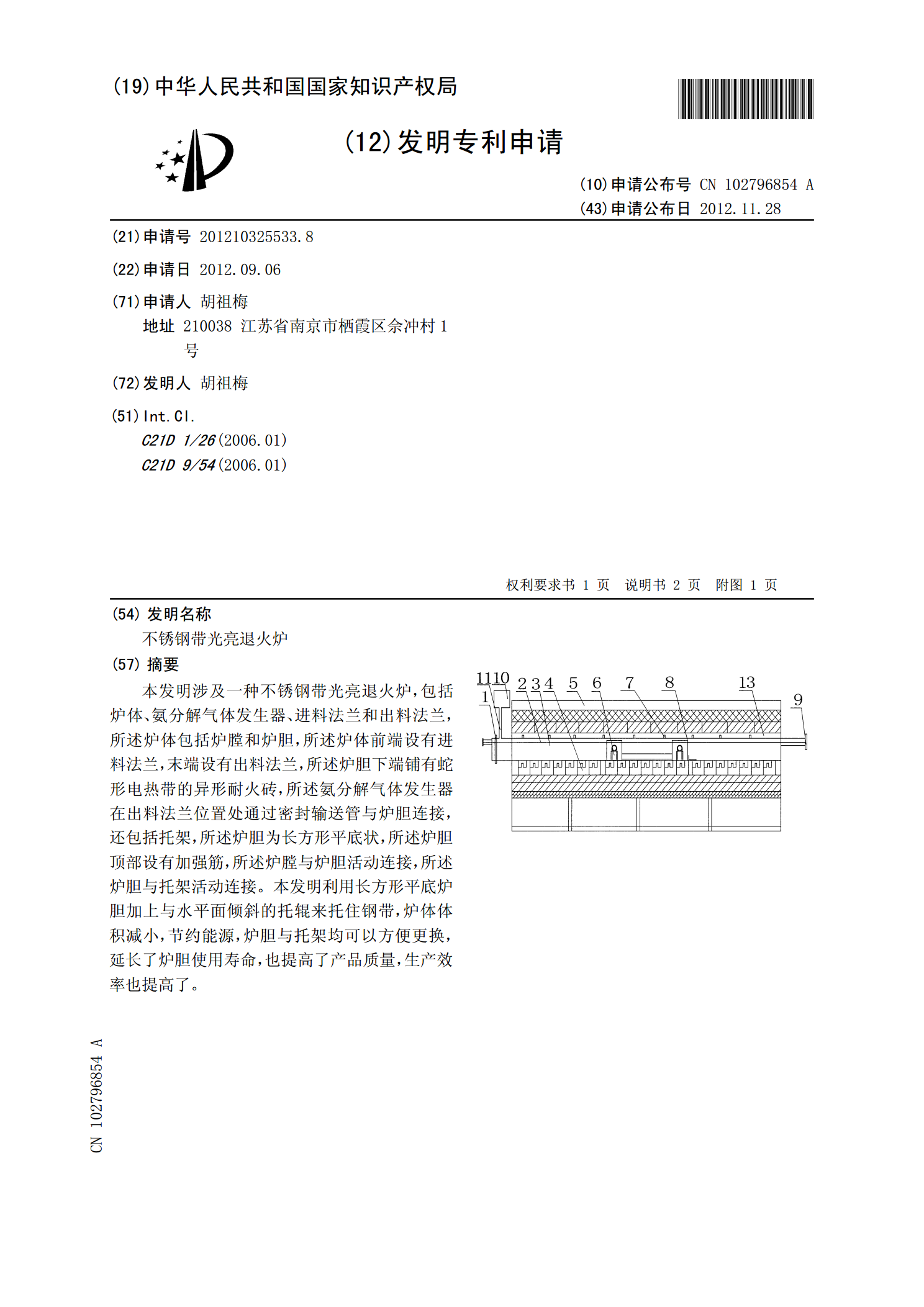
本发明涉及一种不锈钢带光亮退火炉,包括炉体、氨分解气体发生器、进料法兰和出料法兰,所述炉体包括炉膛和炉胆,所述炉体前端设有进料法兰,末端设有出料法兰,所述炉胆下端铺有蛇形电热带的异形耐火砖,所述氨分解气体发生器在出料法兰位置处通过密封输送管与炉胆连接,还包括托架,所述炉胆为长方形平底状,所述炉胆顶部设有加强筋,所述炉膛与炉胆活动连接,所述炉胆与托架活动连接。本发明利用长方形平底炉胆加上与水平面倾斜的托辊来托住钢带,炉体体积减小,节约能源,炉胆与托架均可以方便更换,延长了炉胆使用寿命,也提高了产品质量,生产
不锈钢带光亮退火炉.pdf
本发明涉及一种不锈钢带光亮退火炉,包括炉体、氨分解气体发生器、进料法兰和出料法兰,所述炉体包括炉膛和炉胆,所述炉体前端设有进料法兰,末端设有出料法兰,所述炉胆下端铺有蛇形电热带的异形耐火砖,所述氨分解气体发生器在出料法兰位置处通过密封输送管与炉胆连接,还包括托架,所述炉胆为长方形平底状,所述炉胆顶部设有加强筋,所述炉膛与炉胆活动连接,所述炉胆与托架活动连接。本发明利用长方形平底炉胆加上与水平面倾斜的托辊来托住钢带,炉体体积减小,节约能源,炉胆与托架均可以方便更换,延长了炉胆使用寿命,也提高了产品质量,生产

中小型冷轧薄不锈钢带光亮退火炉的研制与实践.pdf
技术交流m工业加热n$##"年第’期文章编号!"##$%"&’()$##"*#’%##+(%#’中小型冷轧薄不锈钢带光亮退火炉的研制与实践张其良,黄明生)佛山市兆科工业炉有限公司广东佛山-$.#’"*摘要!介绍了中小型冷轧薄不锈钢带光亮退火炉的结构特点,主要技术参数及使用情况/关键词!退火炉0光亮热处理0不锈钢中图分类号!12($+3’$文献标识码!4567689:;6<=><?@:6A>=B9<9C=D6EABFD=G<<6>8B<FHIA<>J6C9AK98?LA988B<FMDB<N=>B<86OO
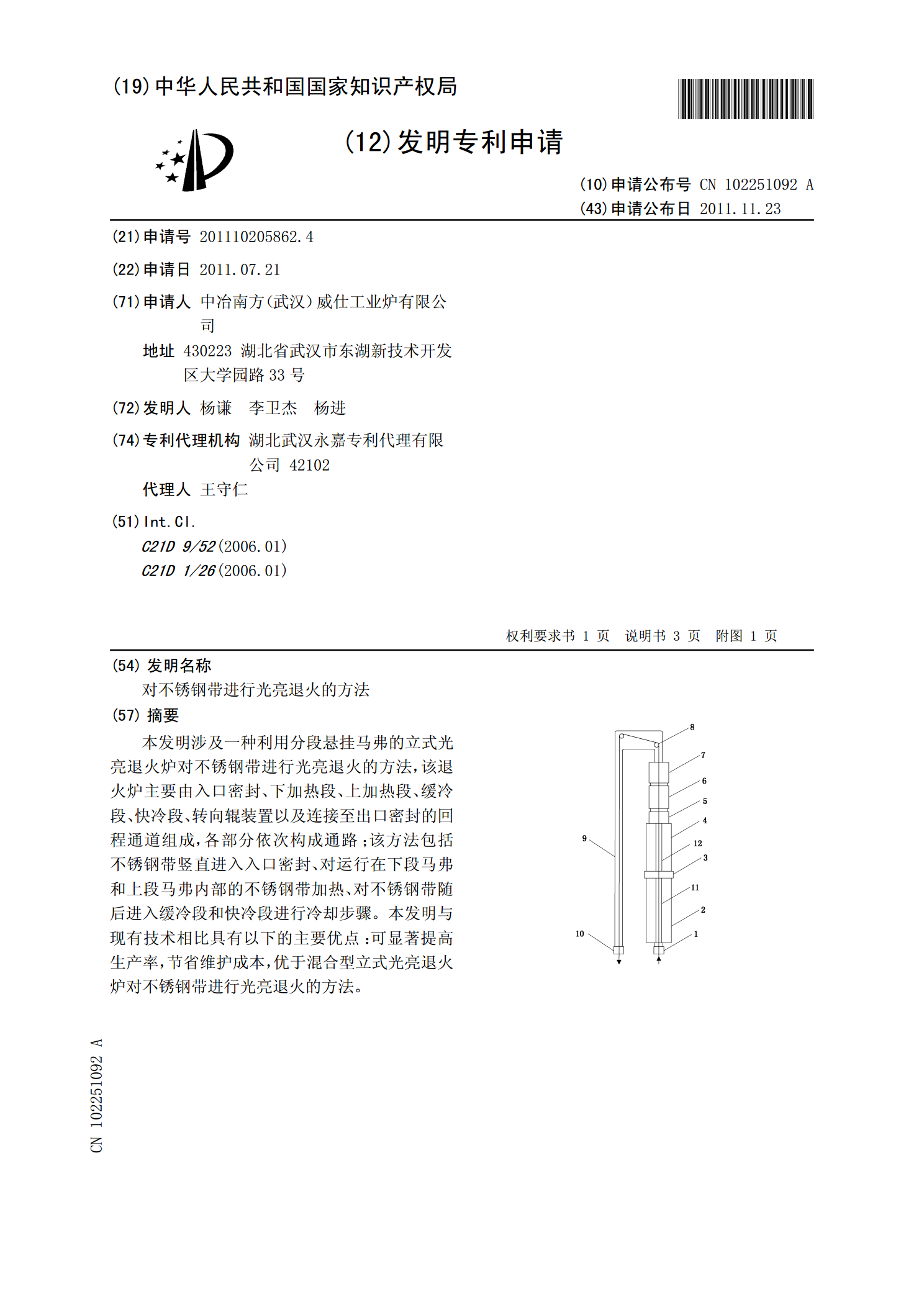
对不锈钢带进行光亮退火的方法.pdf
本发明涉及一种利用分段悬挂马弗的立式光亮退火炉对不锈钢带进行光亮退火的方法,该退火炉主要由入口密封、下加热段、上加热段、缓冷段、快冷段、转向辊装置以及连接至出口密封的回程通道组成,各部分依次构成通路;该方法包括不锈钢带竖直进入入口密封、对运行在下段马弗和上段马弗内部的不锈钢带加热、对不锈钢带随后进入缓冷段和快冷段进行冷却步骤。本发明与现有技术相比具有以下的主要优点:可显著提高生产率,节省维护成本,优于混合型立式光亮退火炉对不锈钢带进行光亮退火的方法。