
一种铁水浇包防冲刷专用浇口及其制备方法.pdf

俊凤****bb

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铁水浇包防冲刷专用浇口及其制备方法.pdf
本发明公开了一种铁水浇包防冲刷专用浇口,由以下重量百分比原料制成:莫来石5‑10%、莫来石粉10‑20%、高铝矾土粉20‑30%、生矾土粉20‑25%、高岭土20‑30%、钛酸铝5‑10%、增稠剂3‑5%、黏结剂1‑5%、添加剂1‑3%,外加水15%。还公开了铁水浇包防冲刷专用浇口的制备方法,取上述重量百分比原料依次放入搅拌机混合搅拌得到混合液;混合液倒入真空练泥机中进行标制工作,得到直管和带弧型的弯管;直管与弯管放入金属模具中成型;放入烘炉中烘烤;放入窑炉中煅烧;冷却取出得到成品。本发明设计合理、制备方
铁水包衬用防粘渣涂抹料及其制备方法.pdf
本发明公开了一种铁水包衬用防粘渣涂抹料,包括有硅石骨料、硅石粉料、石墨粉、氧化铝超微粉、黏土、防爆纤维、结合剂和功能添加剂;所述功能添加剂为多元醇;本发明的有益效果是:本发明制备的涂抹料易涂抹、不爆裂、不起泡,涂抹后包壁光滑,浇包日常维护时包壁粘渣易分离清理,有效保护了铁水包炉衬,大大提高了炉衬料的使用寿命,同时降低了铁水包耐火材料使用成本。
一种铁水包湿法喷涂料及其制备方法.pdf
本发明公开了一种铁水包湿法喷涂料及其制备方法,1)将以下重量份数的原料混合均匀得到干料:棕刚玉10、高铝矾土20、土状石墨5、鳞片石墨5;2)将以下重量份数的原料混合均匀得到液料:硅溶胶5、脂肪醇与环氧乙烷的缩合物5、消泡剂3、水100;3)使用时,将干料加入湿料中,搅拌均匀,通过压力泵直接喷射到使用过残衬具有一定厚度的耐火砖体上,在涂料表面形成一层保护膜。
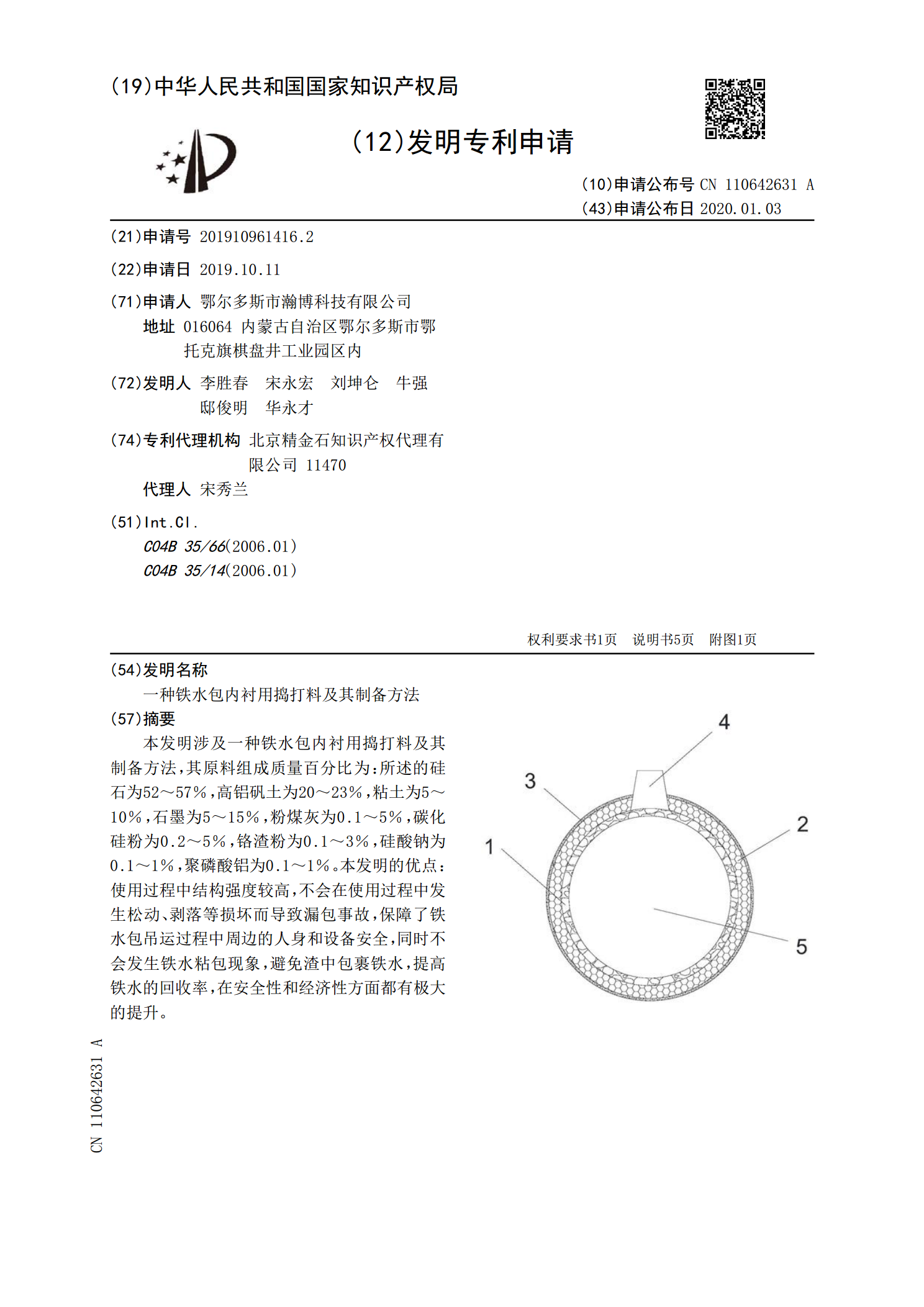
一种铁水包内衬用捣打料及其制备方法.pdf
本发明涉及一种铁水包内衬用捣打料及其制备方法,其原料组成质量百分比为:所述的硅石为52~57%,高铝矾土为20~23%,粘土为5~10%,石墨为5~15%,粉煤灰为0.1~5%,碳化硅粉为0.2~5%,铬渣粉为0.1~3%,硅酸钠为0.1~1%,聚磷酸铝为0.1~1%。本发明的优点:使用过程中结构强度较高,不会在使用过程中发生松动、剥落等损坏而导致漏包事故,保障了铁水包吊运过程中周边的人身和设备安全,同时不会发生铁水粘包现象,避免渣中包裹铁水,提高铁水的回收率,在安全性和经济性方面都有极大的提升。
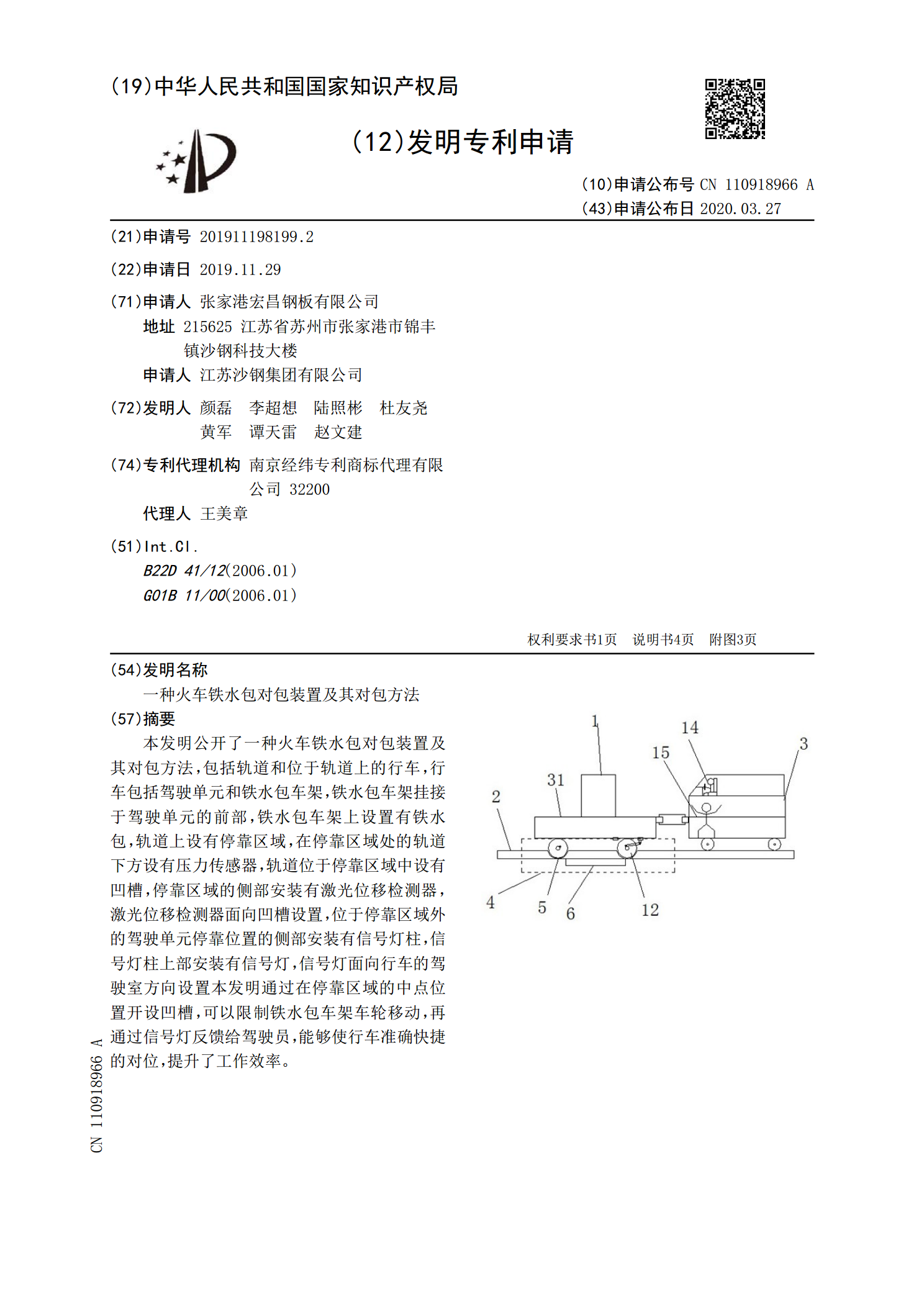
一种火车铁水包对包装置及其对包方法.pdf
本发明公开了一种火车铁水包对包装置及其对包方法,包括轨道和位于轨道上的行车,行车包括驾驶单元和铁水包车架,铁水包车架挂接于驾驶单元的前部,铁水包车架上设置有铁水包,轨道上设有停靠区域,在停靠区域处的轨道下方设有压力传感器,轨道位于停靠区域中设有凹槽,停靠区域的侧部安装有激光位移检测器,激光位移检测器面向凹槽设置,位于停靠区域外的驾驶单元停靠位置的侧部安装有信号灯柱,信号灯柱上部安装有信号灯,信号灯面向行车的驾驶室方向设置本发明通过在停靠区域的中点位置开设凹槽,可以限制铁水包车架车轮移动,再通过信号灯反馈给