
含硫锡碲的易切削钢及其制备方法.pdf

星菱****23

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共15页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
含硫锡碲的易切削钢及其制备方法.pdf
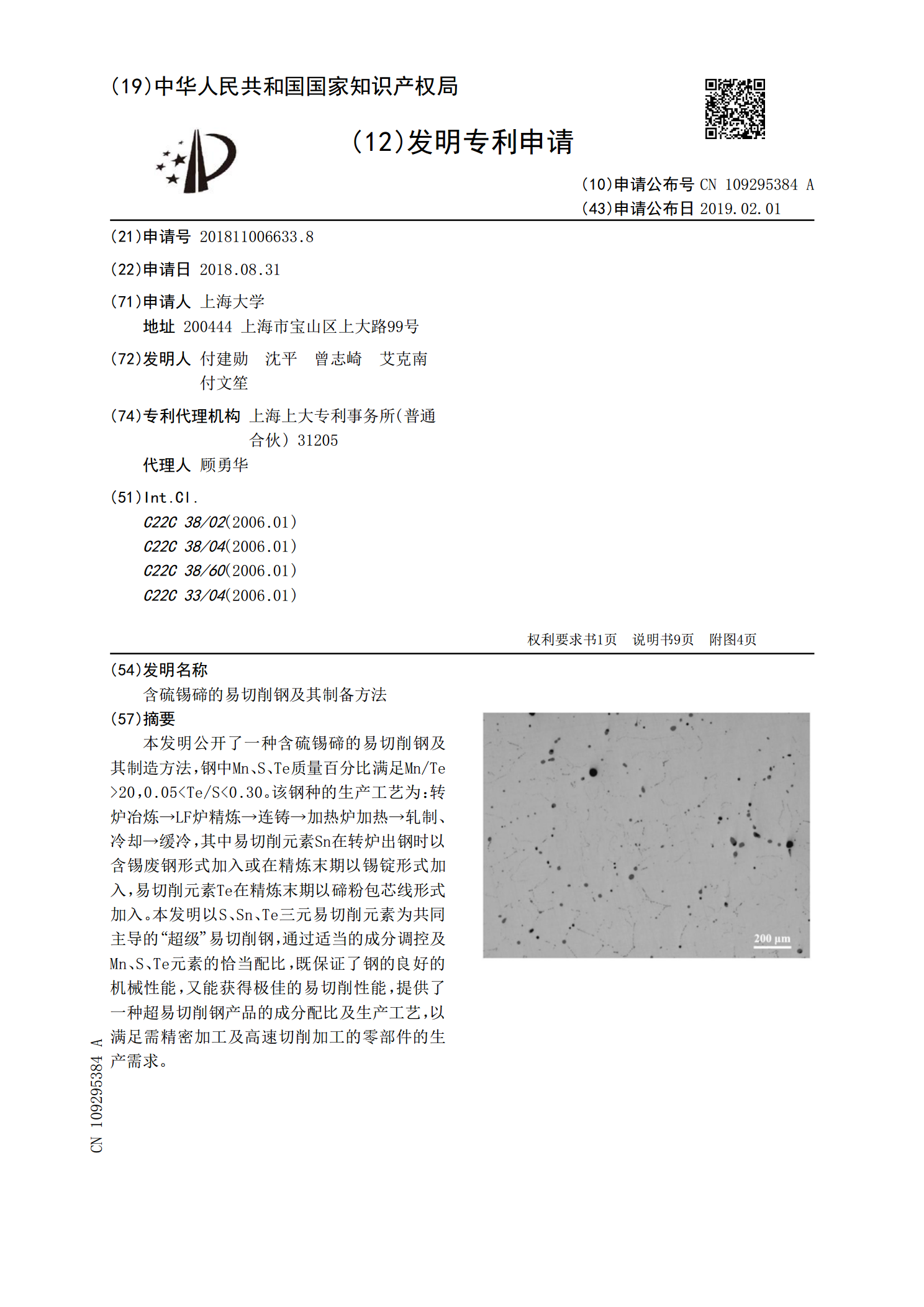
本发明公开了一种含硫锡碲的易切削钢及其制造方法,钢中Mn、S、Te质量百分比满足Mn/Te>20,0.05炉冶炼→LF炉精炼→连铸→加热炉加热→轧制、冷却→缓冷,其中易切削元素Sn在转炉出钢时以含锡废钢形式加入或在精炼末期以锡锭形式加入,易切削元素Te在精炼末期以碲粉包芯线形式加入。本发明以S、Sn、Te三元易切削元素为共同主导的“超级”易切削钢,通过适当的成分调控及Mn、S、Te元素的恰当配比,既保证了钢的良好的机械性能,又能获得极佳的易切削性能,提供了一种超易切削钢产品的成分配比及生产工艺,以满
一种含锡易切削钢的制备方法及含锡易切削钢.pdf
本发明公开了一种含锡易切削钢的制备方法及含锡易切削钢,涉及金属材料类及冶金技术领域,所述方法包括:将合金原料进行打磨处理和烘烤处理,得到炉料;将所述炉料进行熔炼工艺处理,得到铸锭;将所述铸锭进行锻造工艺处理,得到含锡易切削钢。本发明通过使用真空感应炉对合金原料进行熔化、精炼,在真空条件下,没有空气和炉渣污染,金属不易挥发氧化,能够精准地控制和调整含锡易切削钢的化学成分,同时真空冶炼也创造了良好的去气的条件,可以用碳进行脱氧,脱氧产物是气体,同时熔池中存在一定的电磁搅拌,可以促进钢水成分和温度均匀,使钢中的
一种含碲易切削模具钢及其制备方法.pdf
本发明公开了一种含碲易切削模具钢及其制备方法,所述含碲易切削模具钢由如下质量分数的化学组分组成:C:0.37~0.44%,Si≤0.60%,Mn:0.30~0.70%,Cr:12.00~14.00%,P≤0.035%,Ni≤0.60%,S:0.001~0.005%,Te:0.0005~0.0100%,余量为铁及不可避免的杂质,并且满足:Te/S为0.2~3.0;Mn/Te>50;(Cr‑16C)×Te炉冶炼→AOD精炼→LF精炼→碲合金化→连铸/模铸→轧制→热处理。本发明含碲易切削模具钢不仅具备良好
含硫易切削钢及其熔炼方法.pdf
本发明公开了一种含硫易切削钢及其熔炼方法,该含硫易切削钢的熔炼方法包括:1)将铁水经顶底复吹转炉进行吹炼,并出钢;2)将步骤1)中吹炼后的钢水吊至精炼工序,进行LF精炼炉进行精炼;3)将步骤2)中LF精炼后的钢水吊运至连铸工序进行全程保护浇铸;其中,步骤1)中,转炉吹炼过程采用高拉补吹方式进行吹炼,且吹炼后的钢水C的含量不大于0.04重量%,P的含量不大于0.045重量%,出钢温度为1630‑1660℃。该含硫易切削钢具有优异的切削性能,同时该熔炼方法具有工序简单和便于操作的优点。
低碳含碲高硫易切削钢铸坯及其生产方法.pdf
本发明公开了一种低碳含碲高硫易切削钢铸坯及其生产方法,该生产方法包括:1)在转炉或电炉中,采用高硫高磷铁水并配铁水冷料进行吹炼,控制吹炼终点C含量和终点温度;2)出钢过程加入硅锰合金、合金、白灰和化渣剂对钢水进行预脱氧;3)出炉后,吹氩站平台通过喂入铝线控制钢水氧含量;4)LF精炼过程通过加硅铁粉或氧化铁皮对钢水进行控氧;LF精炼过程通过加白灰、电石进行造低碱度渣;5)LF通电结束喂入硫线和含碲包芯线,接着进行软吹;6)连铸采用易切削钢专用保护渣,匹配过热度和拉速;7)使用结晶器电磁搅拌和末端电磁搅拌;8