
一种铸造轧辊的热处理工艺.pdf

是你****盟主

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种铸造轧辊的热处理工艺.pdf
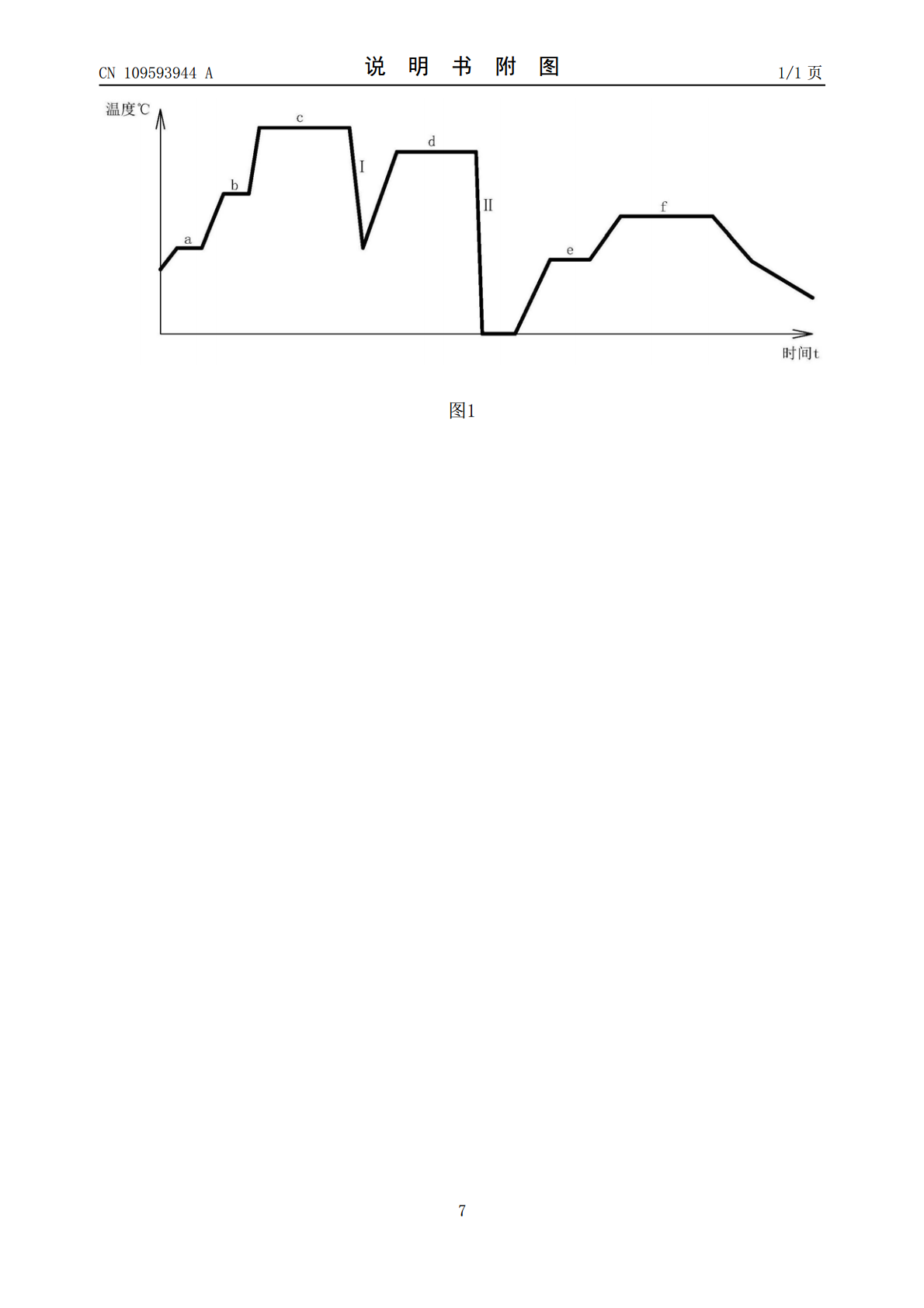
本发明涉及一种铸造轧辊的热处理工艺,铸造后的轧辊直接入热处理窑加热,依次升温至第一保温平台并保温,升温至第二保温平台并保温,升温至第一顶温平台并保温;然后进行第一次空冷,第一次空冷后轧辊重新入窑,升温至第二顶温平台并保温,然后进行第二次空冷;第二次空冷后的轧辊再入热处理窑,在第三保温平台保温后,升温至第三顶温平台并保温;最后缓冷降温,冷却至200℃以下出炉。本发明使用煤气热处理窑对轧辊进行热处理,能够缩短轧辊的整体热处理时间,降低成本;降低原有热处理工艺局部强冷所带来的裂纹风险,保证轧辊最终性能符合国标《

离心铸造机及轧辊铸造工艺.pdf
本发明公开了一种离心铸造机及轧辊铸造工艺,其技术方案要点是铸造机包括设置在底座一侧并且位于型筒一端的支撑台、设置在支撑台底部的若干滑动轮、设置在支撑台上的支撑座、转动连接在支撑座上的转动杆、固定连接在转动杆外侧并且沿转动杆径向方向设置的清洁杆、设置在清洁杆端部的的刷板、固定连接在刷板背离清洁杆一侧并且能够与型筒内壁相互接触的钢丝刷以及固定连接在支撑座上的用于带动转动杆进行转动的转动电机;轧辊铸造工艺包括:a.物料融化;b.涂脱模剂;c.第一层浇铸;d.第二层浇铸;e.芯部浇铸;f.冷却成型;g.脱模卸料;
一种轧辊表面热处理工艺.pdf
本发明公开了一种轧辊表面热处理的工艺,所述轧辊主体和镀覆在轧辊主体表面的耐高温铁合金层,所述的轧辊表面热处理依次包括:预热、熔合、冷却、淬火处理、烘干成型,具体为:将炉内中将温度调制在45‑55℃,对轧辊表面进行热处理10‑15min,随后取出冷却;再将轧辊表面喷洒一层钼粉和黄蜡油,在高温炉内加热到900‑960℃,熔炼成金属液;取出金属液浇注在模具箱内,冷却成型;将冷却成型的轧辊再进行回炉淬火,淬火后的轧辊取出撒上一层营养液,放在烘干炉内进行烘干,直到成型。通过上述方式,本发明能够增强轧辊的表面热处理后
一种冷轧辊热处理工艺.pdf
本发明公开了一种冷轧辊热处理工艺包括毛坯预处理、精加工和冷轧辊热处理步骤,毛坯预处理时,通过快速循环加热淬火对毛坯进行超细化处理,使晶粒细化,快速加热至1140‑1160℃,保温5‑6小时,之后油冷20min,再进行回火,回火温度为670‑690℃,保温4小时,之后空冷至室温,然后将毛坯表面进行清洗,并擦拭去除毛坯表面的灰尘、油污,以上步骤共循环三次,再按图纸要求对超细化后的毛坯精加工成冷轧辊;冷轧辊精加工完成后,对冷轧辊进行真空气淬和回火处理,回火后随炉冷却至室温出炉,得到成品。经过本工艺处理的冷轧辊,
一种用于轧辊的热处理工艺.pdf
本发明公开了一种用于轧辊的热处理工艺,依次通过正火、淬火、回火、冷却的4个步骤,具体为:先将轧辊放入正火炉内,加热至50‑70℃后保温10‑20分钟,随后取出,自然冷却至室温;再将正火完成后的轧辊放入淬火炉内,加热至900‑1000℃并保温3‑5小时,随后放入淬火油内降温至420‑460℃;然后将淬火完成后的轧辊放入回火炉内继续加温至640‑660℃,保温5‑6小时;最终将回火完成后的轧辊取出,放在氮气风机口下进行风冷处理,直至温度降至500‑520℃后,将轧辊放入冷却水池进行迅速冷却,最终完成轧辊的热处