
一种解决20CrMnTiH齿轮钢连铸水口结瘤的方法.pdf

丹烟****魔王

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种解决20CrMnTiH齿轮钢连铸水口结瘤的方法.pdf
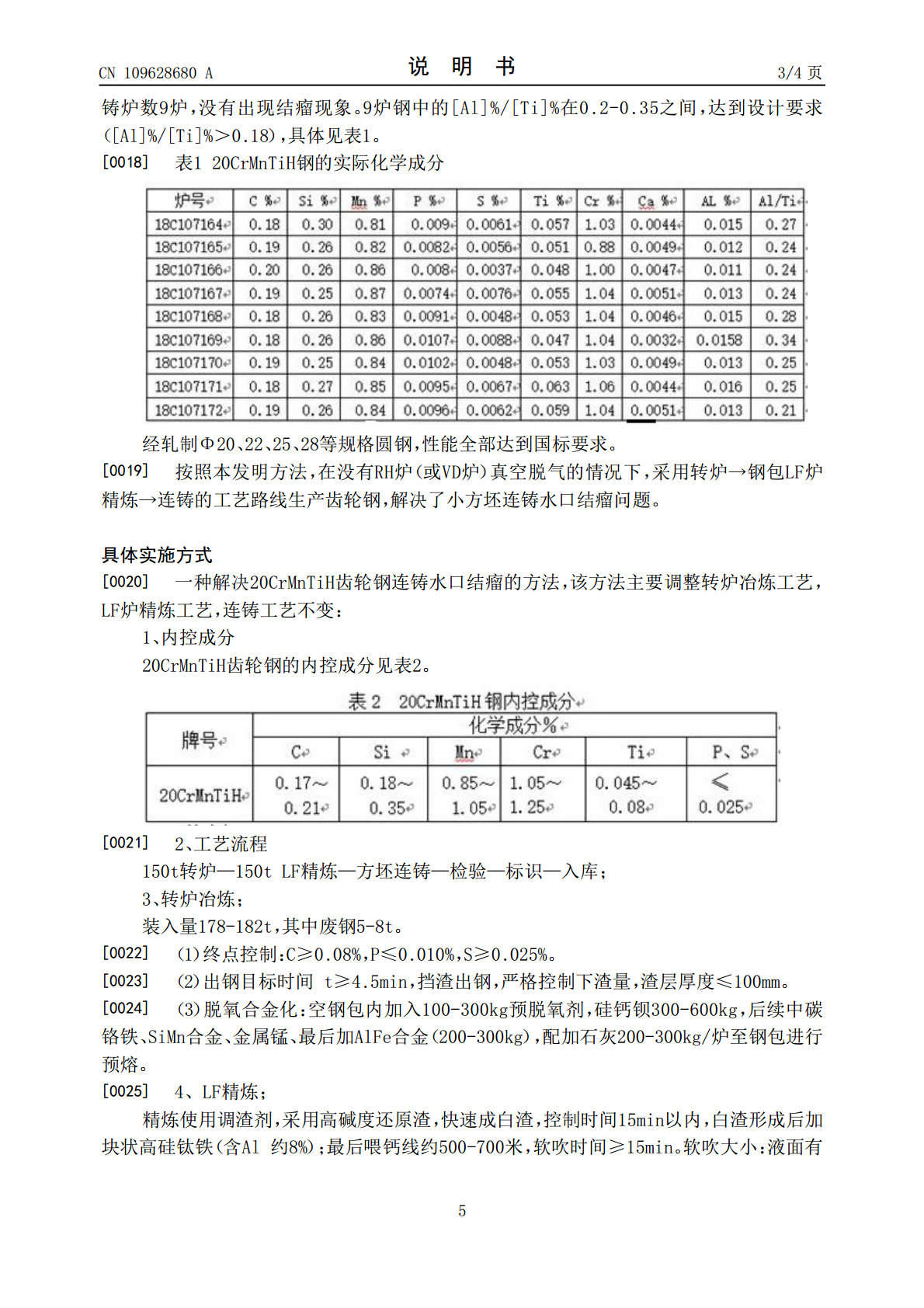
本发明公开了一种解决20CrMnTiH齿轮钢连铸水口结瘤的方法,该方法主要调整转炉冶炼工艺,LF炉精炼工艺,连铸工艺不变:转炉冶炼:装入量178‑182t,其中废钢5‑8t;(1)终点控制:C≥0.08%,P≤0.010%,S≥0.025%;(2)出钢目标时间t≥4.5min,挡渣出钢,严格控制下渣量,渣层厚度≤100mm;(3)脱氧合金化:空钢包内加入100‑300kg预脱氧剂,硅钙钡300‑600kg,后续中碳铬铁、SiMn合金、金属锰、最后加AlFe合金200‑300kg,配加石灰200‑300kg
防止含硫齿轮钢连铸水口结瘤堵塞的生产方法.pdf
本发明公开了一种防止含硫齿轮钢连铸水口结瘤堵塞的生产方法,其包括铁水预处理、转炉冶炼、LF炉精炼、RH精炼和连铸工序,各工序工艺如下所述;所述转炉冶炼工序:脱氧的铝在添加完增碳剂后再加入;所述转炉冶炼终点碳含量控制在:0.06%≤C≤0.12%;出完钢后加入渣洗料。本方法通过转炉终点控制、出钢脱氧合金化制度;LF精炼钢水造渣、去夹杂和钙处理;RH工序保证合适的高真空时间、软吹时间以及合理的调硫工艺;连铸采用微正压保护浇铸的钢包长水口和浸入式水口进行保护浇注;连续浇注过程中水口结瘤堵塞情况显著减少,连浇13
一种防止连铸水口结瘤的稀土钢生产方法.pdf
本发明属于炼钢技术领域,涉及一种防止连铸水口结瘤的稀土钢生产方法,包括电弧炉初炼、偏心底出钢及脱氧、炉后扒渣、LF炉造渣精炼、RH真空精炼、软吹处理、连铸工序;在电弧炉初炼工序,炉料为直接还原铁和低硫废钢,控制电弧炉终点钢中硫含量≤0.006%;采用偏心底出钢技术,减少出钢的下渣量,同时在出钢过程中脱氧,脱氧后钢中氧含量≤0.001%;炉后扒渣工序,将电弧炉出钢过程中形成的炉渣扒除;在LF精炼炉重新加入预熔精炼渣和石灰进行造渣精炼,控制LF炉精炼结束钢中硫含量≤0.0020%,控制LF炉精炼过程中钢中氧含
一种控制含钛IF钢连铸水口结瘤的方法.pdf
本发明公开了一种控制含钛IF钢连铸水口结瘤的方法。工艺流程包括:铁水预处理脱硫→转炉顶底复合吹炼→RH真空处理→连铸。转炉顶底复合吹炼中,转炉吹炼终点钢液的碳质量分数在0.03%‑0.04%,温度≥1680℃。RH到站时,钢液的碳质量分数为0.025%‑0.035%,自由氧质量分数为0.045%‑0.085%,钢液温度为1620‑1640℃。RH脱碳后,钢液中自由氧质量分数在0.02%‑0.04%。脱碳结束先加入Al粒和金属锰,钢液在真空室内循环4‑7次,钢液中自由氧质量分数≤0.0003%后,再加入Fe
20CrMnTiH齿轮钢大方坯连铸生产方法.pdf
本发明涉及一种20CrMnTiH齿轮钢大方坯连铸生产方法,适用于360mm×450mm断面大方坯齿轮钢铸坯,属于大方坯齿轮钢生产技术领域。本发明在结晶器电磁搅拌的基础上,在二冷区与凝固末端之间增设了电磁搅拌装备,并且对两者的安装位置和工作参数作了合理设计,再结合控制浇注钢液过热度、浇注速度、冷却参数等,提升了大方坯20CrMnTiH齿轮钢连铸坯的致密性及均质性,此外,通过对管式结晶器的圆角参数设计,优化铸坯角部冷却,改善了铸坯角部缺陷控制。通过对冷却水路的改进,以保证传热均匀性,使得结晶器出口处铸坯坯壳厚