
一种中频炉冲氩熔炼镍基合金铸件制造工艺.pdf

新月****姐a

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种中频炉冲氩熔炼镍基合金铸件制造工艺.pdf
本发明涉及铸钢行业,是用中频炉冲氩熔炼镍基合金铸件的制造工艺,主要是熔炼时冲氩气保护隔绝空气,加新型脱氧剂,防钢水吸氧,增加消除应力处理,提高机械性能。应用该工艺,消除了产品上较多的微裂纹、气孔、夹渣及非金属夹杂物。确保理化性能符合和超过ASMESA‑494/SA‑494M相应牌号镍基合金标准要求,可承受工作温度近1000℃,工作压力为30‑70Mpa。使用低价的设备,代替昂贵的设备,简化了制造方法,降低了生产成本,提高了产品质量。
一种镍-铜合金中频炉熔炼的方法.pdf
本发明公开了一种镍-铜合金中频炉熔炼的方法,其主要是先筑好频炉炉体,然后将合金配料依次通过熔化、精炼、出炉的步骤,最后进行出钢、浇注得到成品。本发明减少了劳动强度、简化了操作、大大降低生产成本。
一种铝合金锭熔炼用中频炉筑炉工艺.pdf
本发明公开了一种铝合金锭熔炼用中频炉筑炉工艺,涉及熔炼设备技术领域。其包括以下步骤:步骤一,将水玻璃和石英砂混合均匀,得到炉底材料;步骤二,在中频炉壳体内的底部从下至上依次铺设保温砖、耐火砖和石英砂;步骤三,将坩埚固定在壳体内部且与壳体同轴;步骤四,将耐火胶注料和磷酸混合均匀,得到炉壁材料;步骤五,在中频炉壳体内壁与坩埚外壁之间的底部铺设炉底材料,捣实后再铺设一层炉底材料,再次捣实,将炉壁材料填充于中频炉壳体内壁与坩埚外壁之间,捣实;步骤六,向坩埚内加入铁管,中频炉通电,控制电流为50‑60A,加热2‑3
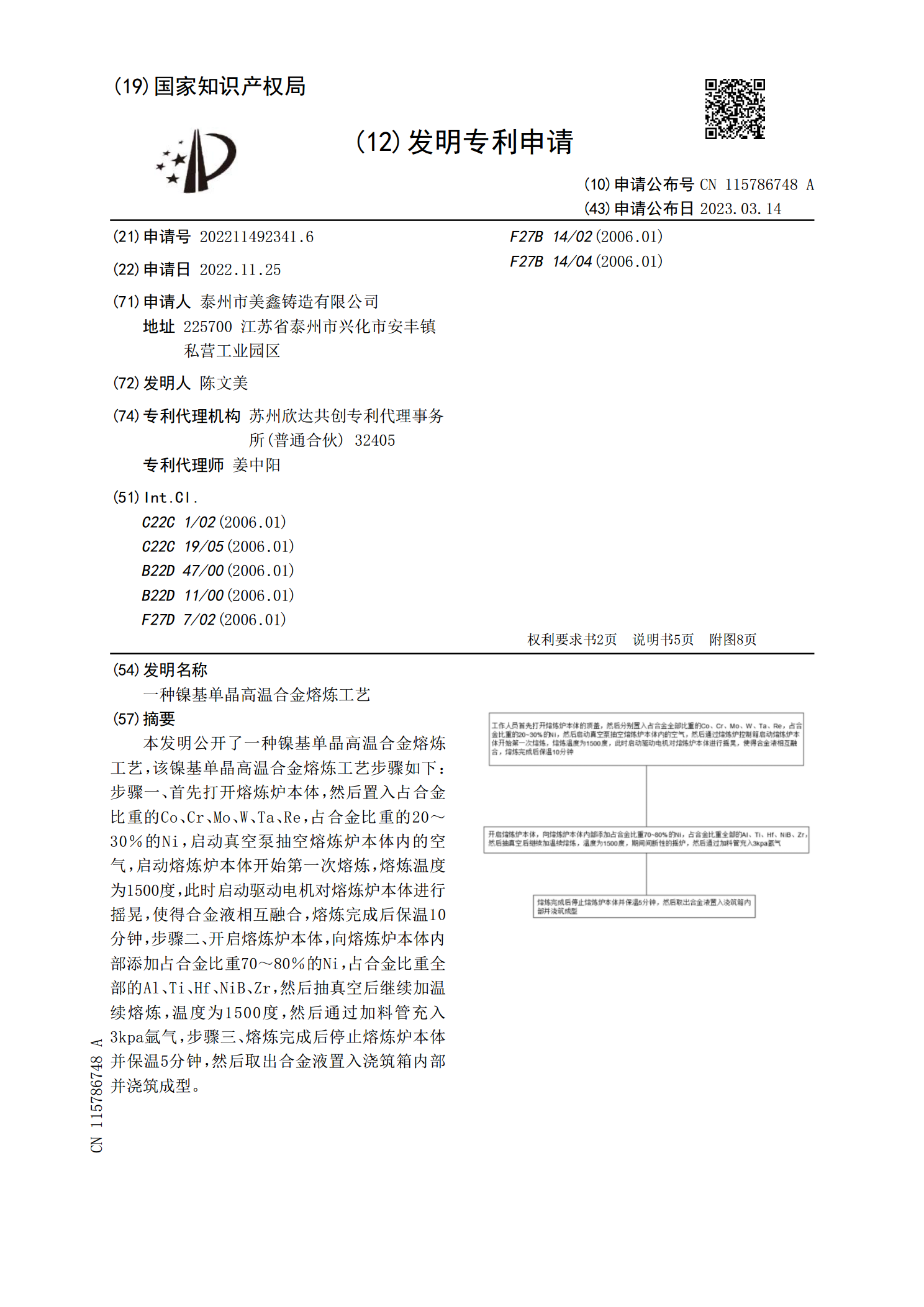
一种镍基单晶高温合金熔炼工艺.pdf
本发明公开了一种镍基单晶高温合金熔炼工艺,该镍基单晶高温合金熔炼工艺步骤如下:步骤一、首先打开熔炼炉本体,然后置入占合金比重的Co、Cr、Mo、W、Ta、Re,占合金比重的20~30%的Ni,启动真空泵抽空熔炼炉本体内的空气,启动熔炼炉本体开始第一次熔炼,熔炼温度为1500度,此时启动驱动电机对熔炼炉本体进行摇晃,使得合金液相互融合,熔炼完成后保温10分钟,步骤二、开启熔炼炉本体,向熔炼炉本体内部添加占合金比重70~80%的Ni,占合金比重全部的Al、Ti、Hf、NiB、Zr,然后抽真空后继续加温续熔炼,
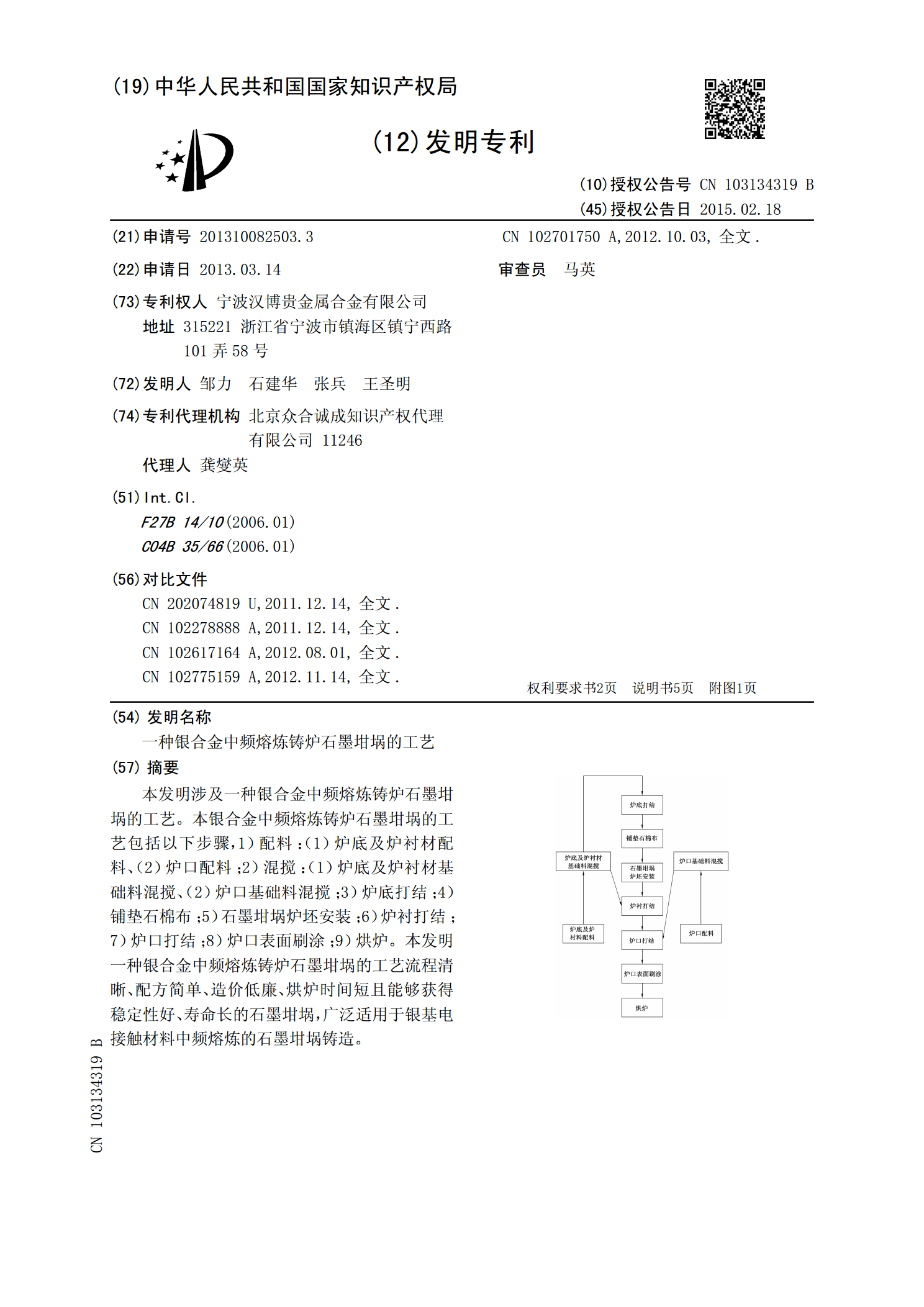
一种银合金中频熔炼铸炉石墨坩埚的工艺.pdf
本发明涉及一种银合金中频熔炼铸炉石墨坩埚的工艺。本银合金中频熔炼铸炉石墨坩埚的工艺包括以下步骤,1)配料:(1)炉底及炉衬材配料、(2)炉口配料;2)混搅:(1)炉底及炉衬材基础料混搅、(2)炉口基础料混搅;3)炉底打结;4)铺垫石棉布;5)石墨坩埚炉坯安装;6)炉衬打结;7)炉口打结;8)炉口表面刷涂;9)烘炉。本发明一种银合金中频熔炼铸炉石墨坩埚的工艺流程清晰、配方简单、造价低廉、烘炉时间短且能够获得稳定性好、寿命长的石墨坩埚,广泛适用于银基电接触材料中频熔炼的石墨坩埚铸造。