
一种耐候钢高强螺栓连接副热处理工艺.pdf

甲申****66

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种耐候钢高强螺栓连接副热处理工艺.pdf
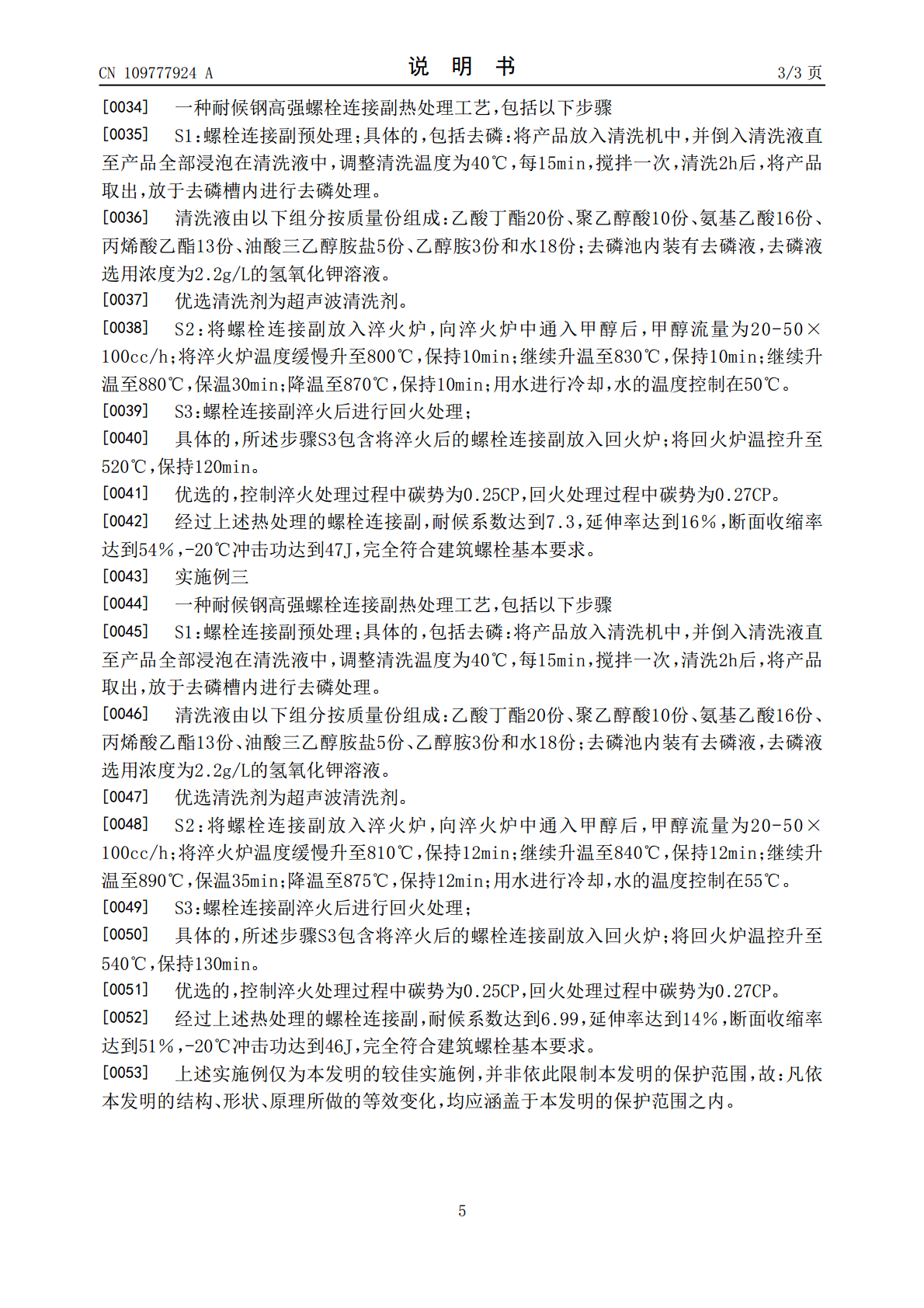
本发明公开了一种耐候钢高强螺栓连接副热处理工艺,包括以下步骤S1:螺栓连接副预处理;S2:对预处理后的螺栓连接副淬火处理,淬火温度为790‑870℃,淬火时间为55‑65min;S3:螺栓连接副淬火后进行回火处理,回火温度为500‑530℃,回火时间为110‑130min;S4:热处理结束,获得成品;所述步骤S2包含将螺栓连接副放入淬火炉,向淬火炉中通入甲醇后;将淬火炉温度缓慢升至790‑810℃,保持8‑12min;继续升温至820‑840℃,保持8‑12min;继续升温至870‑890,保温25‑35
一种耐候钢高强螺栓连接副生产工艺.pdf
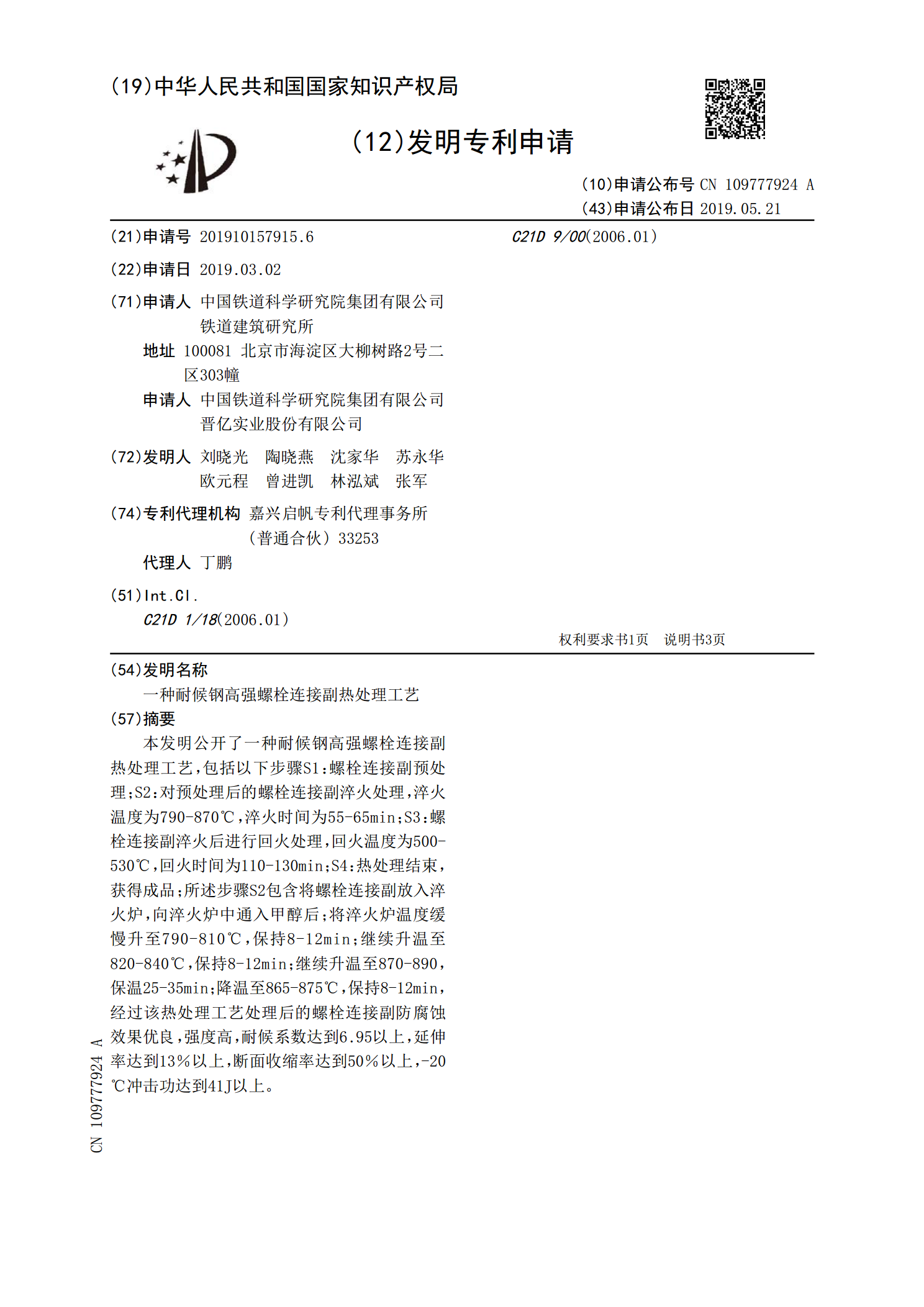
本发明公开了一种耐候钢高强螺栓连接副生产工艺,包括以下步骤S1:盘元准备;S2:酸洗处理;S3:退火处理;S4:二次酸洗处理;S5:抽线;S6:冷镦;S7:辗牙;S8:热处理;S9:磁粉探伤;S10:表面处理;S11:成品包装;所述步骤S8包含以下步骤:S81:螺栓连接副预处理;S82:对预处理后的螺栓连接副淬火处理,淬火温度为790‑880℃,淬火时间为120±10min;S83:螺栓连接副淬火后进行回火处理,回火温度为510‑530℃,回火时间为150±10min;所述步骤S82包含将淬火炉温度缓慢升
高强螺栓连接副的检测.ppt
高强螺栓连接副的检测一、连接的基本方式二、焊接连接的特点三、紧固件连接的工艺和特点四、普通螺栓类型五、剪力螺栓的工作性能和强度六、拉力螺栓的工作性能和强度七、高强度螺栓施工方法和工作性能高强螺栓分类标记材质:1.螺栓:合金结构钢、冷镦和冷挤压用钢、优质碳素结构钢2.螺母:冷镦和冷挤压用钢、优质碳素结构钢3.垫圈:优质碳素结构钢高强螺栓的等级和材料选用表检测项目2、实物机械性能(破坏部位)二、螺母机械性能1、保证载荷2、硬度三、垫圈硬度检测数量检验方法高强度螺栓施工工艺摩擦面的抗滑移系数

耐候螺栓生产工艺.pdf
本发明公开了一种耐候螺栓生产工艺,其包括球化退火;酸洗磷化;材料改制;冷镦成型;辗制螺纹;热处理调质;性能检测;热处理调质包括以下步骤:将耐候螺栓放于淬火炉中;将淬火炉内的温度在15分钟内升到880℃,保温85分钟,淬火炉内通入淬火防护气体;将耐候螺栓从淬火炉中取出放于40℃的淬火液中,耐候螺栓15分钟冷却到40℃;将耐候螺栓放于回火炉中,回火炉内的温度在20分钟内升到480℃;耐候螺栓于回火炉内保温90分钟;耐候螺栓放于发黑液中进行发黑处理。本发明具有提高高强度耐候螺纹的生产效率的效果。

一种热锻耐候抗延迟断裂高强度螺栓成型工艺.pdf
本发明公开了一种热锻耐候抗延迟断裂高强度螺栓成型工艺,包括如下步骤:(1)准备直条料,断料后经过传输带送入料斗内,经阶梯自动上料装置提升并有序排列,送达链条输送带,到达转换方向停留点,经由气缸推送至超音频感应加热器装置中加热,其中超音频感应加热器装置通过自动温控装置将温度控制为800‑900℃,保温时间为3‑5s,频率为220‑250kHz,然后放入锻压模具中热锻成型得到坯料;(2)将坯料进行退火处理,接着依次经过碱洗、水洗、酸洗、水洗、磷化、水洗,最后在表面磷化处理,得到热锻热锻耐候抗延迟断裂高强度螺栓