
一种连铸坯生产保证芯部抗层状撕裂性能的大厚度钢板的制造方法.pdf

努力****梓颖

1/10
2/10
3/10
4/10
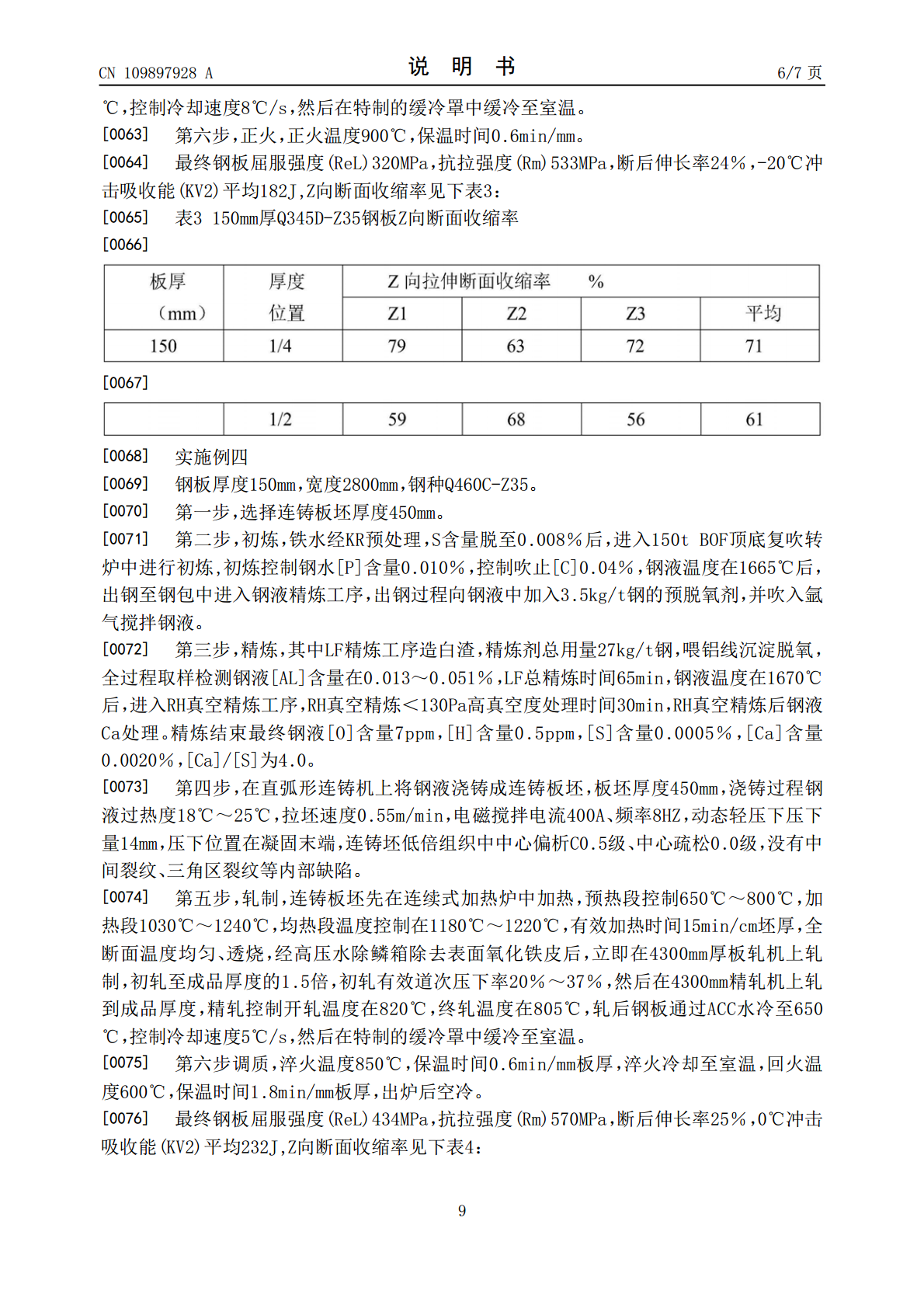
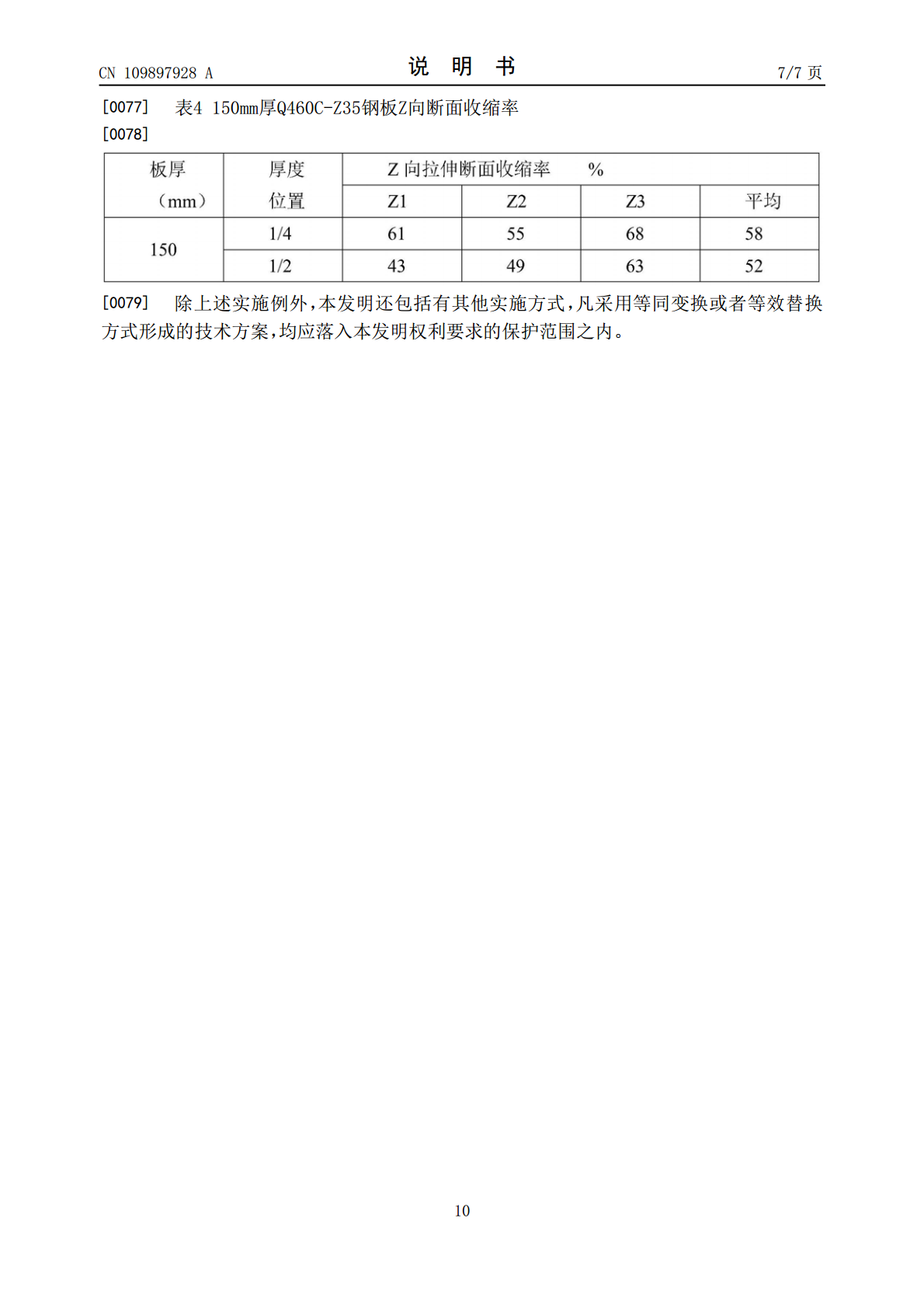
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种连铸坯生产保证芯部抗层状撕裂性能的大厚度钢板的制造方法.pdf
本发明涉及一种连铸坯生产保证芯部抗层状撕裂性能的大厚度钢板的制造方法。本发明大厚度钢板的生产方法为:根据钢板厚度、钢种级别选择连铸坯坯型。经转炉初炼后,严格控制LF精炼和RH真空精炼工艺,生产出高洁净度钢液,再经特殊连续铸钢工艺控制,得到中心疏松、中心偏析符合要求的连铸板坯,连铸板坯经控制轧制、控制冷却生产出抗层状撕裂性能良好的钢板,再经热处理达到最终性能。本发明的钢板厚度达到>80mm~150mm,抗层状撕裂性能优良,厚度二分之一处Z向(厚度方向)拉伸断面收缩率>35%,可广泛应用于大型桥梁、高层建筑等
大厚度抗层状撕裂调质高强钢板的生产方法.pdf
本发明公开了一种大厚度抗层状撕裂调质高强钢板的生产方法,其特征在于:其包括冶炼、连铸、电渣重熔、加热、轧制、退火和热处理工序,所述钢板化学成分的重量百分含量为:C0.14%~0.18%、Si0.20%~0.50%、Mn0.95%~1.25%、P≤0.015%、S≤0.005%、Ni0.80%~1.15%、Cr0.40%~0.60%、Mo0.40%~0.60%、Nb0.020%~0.050%、Ti0.010%~0.030%、TAl0.020%~0.045%,余量为Fe和不可避免的杂质。本方
一种大厚度抗层状撕裂钢板的冶炼方法.pdf
本发明属于冶金技术领域,具体公开了一种大厚度抗层状撕裂钢板的冶炼方法。该冶炼方法包括电炉初炼、LF精炼、VD真空处理、钢锭浇铸工序;所述LF精炼工序,加入石灰9.0~11.0kg/t钢、莹石1.5~2.5kg/t钢造渣,加入Al线2.0~4.5kg/t钢脱氧,渣白后取样分析,调整合金成分进入内控,白渣精炼时间≥30min,总精炼时间≥60min,控制钢中S≤0.003%。本发明所得钢锭质量优良,纯净度高,内部组织致密,非金属夹杂物含量低;经轧制后钢板的抗层状撕裂性能满足Z35级别要求。
直接用连铸坯生产大厚度齿条钢板及其制造方法.pdf
本发明涉及一种直接用连铸坯生产大厚度齿条钢板,所述钢板以Fe为基础元素,且还包含如下化学成分(质量%):C:0.10~0.16%,Si:0.15~0.35%,Mn:0.95~1.25%,P:£0.010%,S:£0.005%,2.4%£?Cr+Mo+Ni+Cu?£3.0%,0.08%£?Al+V?£0.13%,N:£0.007%,B:0.001~0.002%。其制造方法为KR铁水预处理-转炉冶炼-LF精炼-RH精炼-连铸-连铸坯加罩缓冷-连铸坯清理-加热-高压水除鳞-控轧-矫直-堆缓冷或控制条件下的缓慢冷
一种大厚度抗层状撕裂屈服强度960MPa级高强钢板及其生产方法.pdf
本发明涉及一种大厚度抗层状撕裂屈服强度960MPa级调制高强度钢板及其生产方法,其化学成分按重量wt%含有:C:0.15~0.20%,Si:0.10~0.40%,Mn:0.90~1.30%,Nb:0.010~0.040%,V:0.010~0.045%,Ti:≤0.010%,Al:0.03~0.06%,Ni:0.50~1.00%,Cu:≤0.1%,Cr:0.30~0.80%,Mo:0.20~0.70%,B:0.001~0.005%,Ca:0.001~0.005%,P:≤0.010%,S:≤0.002%,O: