
一种镍基耐磨耐蚀合金热浸镀方法.pdf

是浩****32

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种镍基耐磨耐蚀合金热浸镀方法.pdf
本发明涉及一种镍基耐磨耐蚀合金热浸镀方法,方法包括:a、清洁镀件表面,清除表面的油污和氧化层以及杂质;b、在炉中真空或惰性气体保护下熔炼Ni‑Cr‑Si‑B系合金,加热到980~1150℃,使其熔化成镀液;c、将表面清理过的金属制品镀件热浸镀前进行预热;d、将预热后的镀件浸入镍基合金的镀液中进行热浸镀,浸镀时间为0.5~60秒;e、移至炉外,真空或惰性气体保护下常温自然冷却。本发明实现了工艺简化,成本低,易实用化。
一种耐磨耐蚀镍基高温合金.pdf
本发明提供了一种新型耐磨耐蚀镍基高温合金,涉及高温材料领域。所述耐磨耐蚀镍基高温合金,其化学成分(wt.%)为:C0.15~0.30%、Cr25~30%、Mo10~12%、Al1.0~1.5%,其余为Ni,合金中会存在生产过程的少量杂质。所述镍基高温合金熔点高达1430~1455℃,在1300℃以上超高温条件下具有较高的蠕变强度、良好的抗氧化腐蚀性能和优异的耐磨损性能,有效地延长使用寿命,适用于工业生产大气熔炼,同时也适用于粉末冶金方法生产。所述镍基高温合金用于钢坯加热炉耐热垫块、滑轨及CSP均热炉辊环等
一种热浸镀用新型高耐蚀锌稀土合金制备装置.pdf
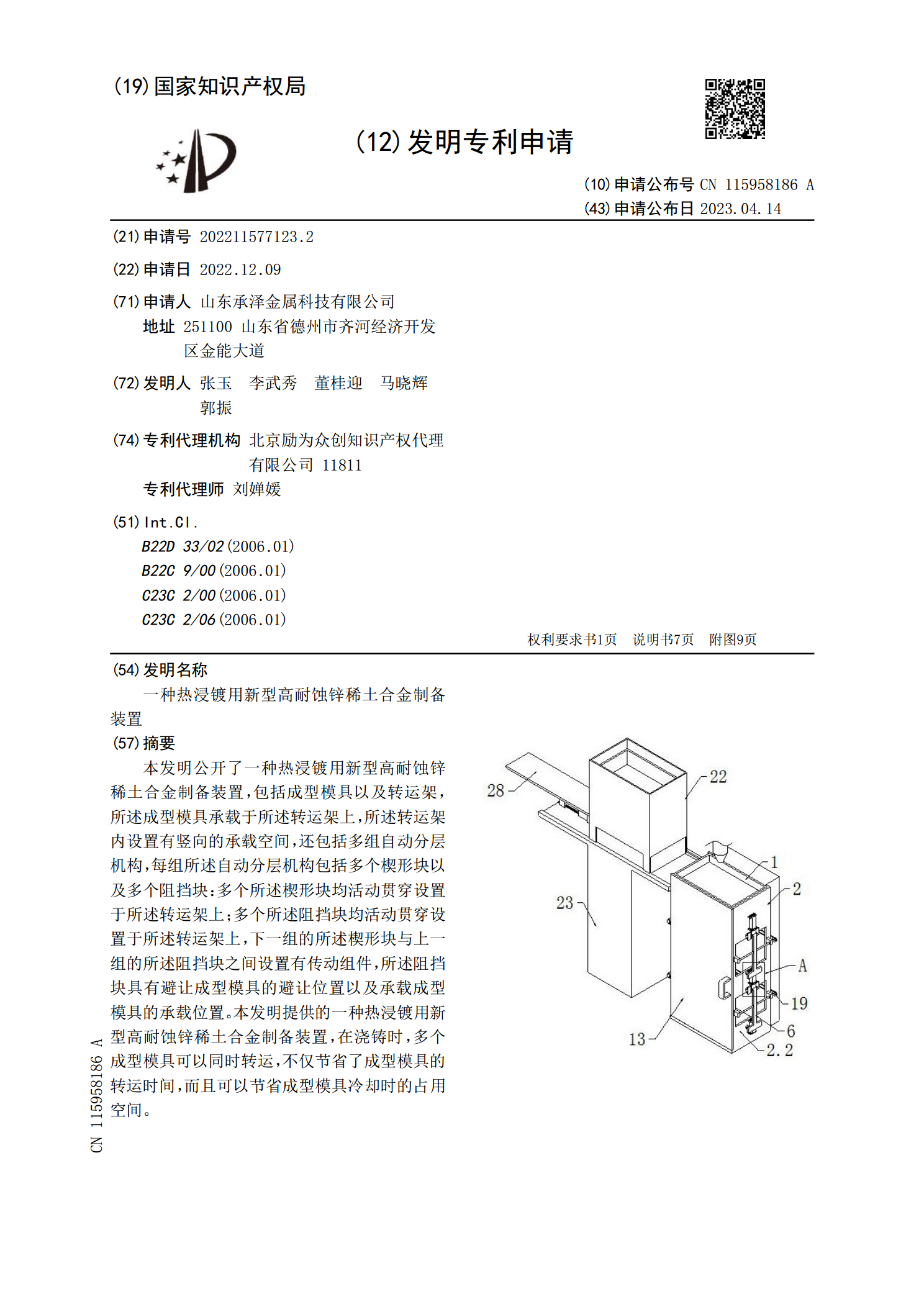
本发明公开了一种热浸镀用新型高耐蚀锌稀土合金制备装置,包括成型模具以及转运架,所述成型模具承载于所述转运架上,所述转运架内设置有竖向的承载空间,还包括多组自动分层机构,每组所述自动分层机构包括多个楔形块以及多个阻挡块:多个所述楔形块均活动贯穿设置于所述转运架上;多个所述阻挡块均活动贯穿设置于所述转运架上,下一组的所述楔形块与上一组的所述阻挡块之间设置有传动组件,所述阻挡块具有避让成型模具的避让位置以及承载成型模具的承载位置。本发明提供的一种热浸镀用新型高耐蚀锌稀土合金制备装置,在浇铸时,多个成型模具可以同
镍基耐蚀合金及其制造方法.pdf
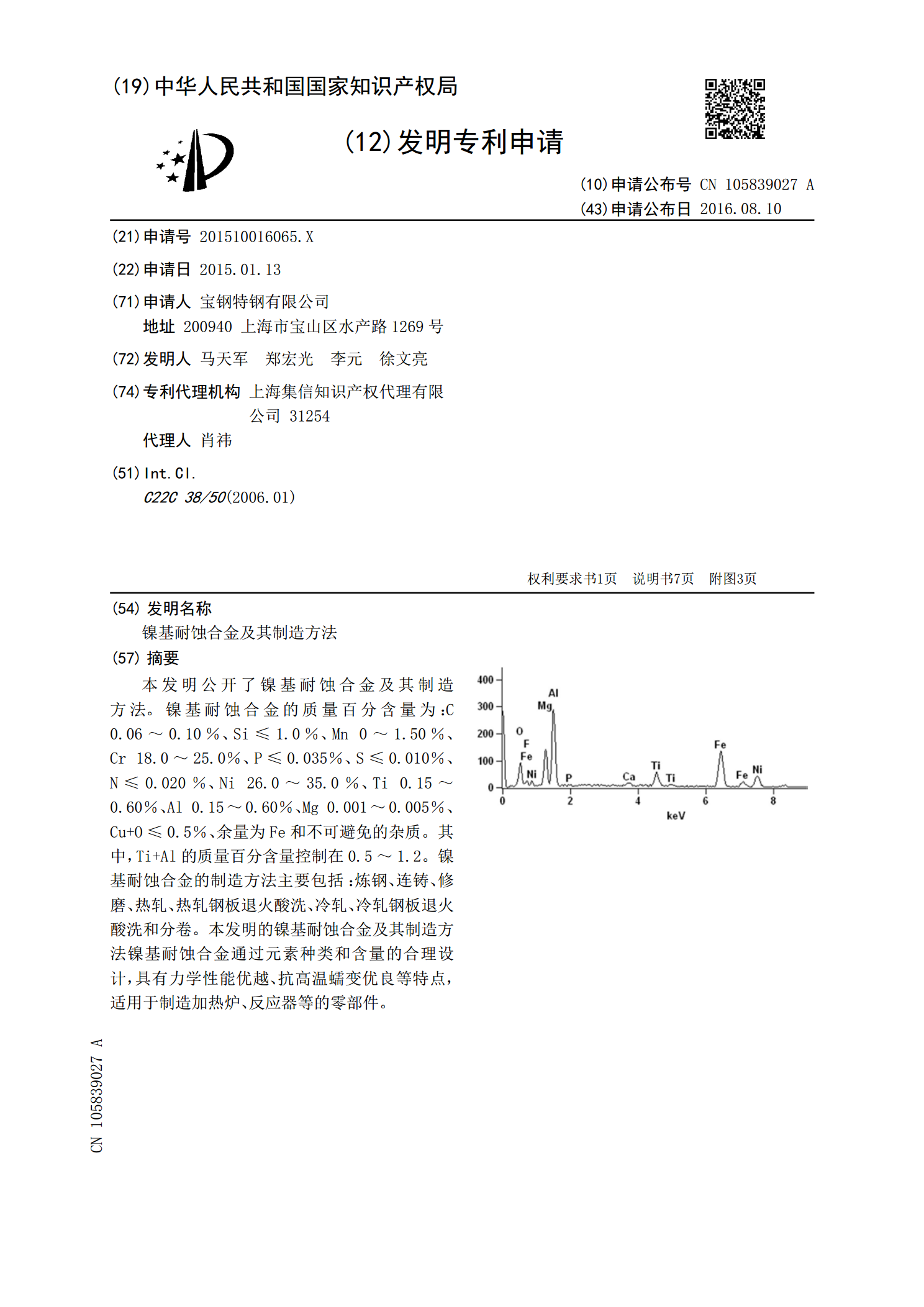
本发明公开了镍基耐蚀合金及其制造方法。镍基耐蚀合金的质量百分含量为:C0.06~0.10%、Si≤1.0%、Mn0~1.50%、Cr18.0~25.0%、P≤0.035%、S≤0.010%、N≤0.020%、Ni26.0~35.0%、Ti0.15~0.60%、Al0.15~0.60%、Mg0.001~0.005%、Cu+O≤0.5%、余量为Fe和不可避免的杂质。其中,Ti+Al的质量百分含量控制在0.5~1.2。镍基耐蚀合金的制造方法主要包括:炼钢、连铸、修磨、热轧、热轧钢板退火酸洗、冷轧、
一种热浸镀用合金及生产方法.pdf
本发明提出的是一种热浸镀用合金及生产方法。合金组成:Al1.35~1.45%,Ni0.08~0.1%,Sb0.05~0.07%,稀土0.1%,余量为Zn。配置方法:将1#锌锭、铝板和镍板放入中频炉,铝板镍板夹杂在锌锭之间,加热炉熔化待锌铝合金温度达到650~750℃,将配比好的锑和稀土加入中频炉的合金液中,熔化后,使温度到达450~550℃之间,恒温30~50分钟搅拌出炉铸锭,得热浸镀合金。采用本发明的热镀合金可提高镀层耐腐蚀性能和抗氧化性,能够改善精密薄板类钢材和精密元件的表层组织性能,镀层厚度均匀,延