
一种用于核级闸阀阀板密封面修复工艺.pdf

一吃****天材

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种用于核级闸阀阀板密封面修复工艺.pdf
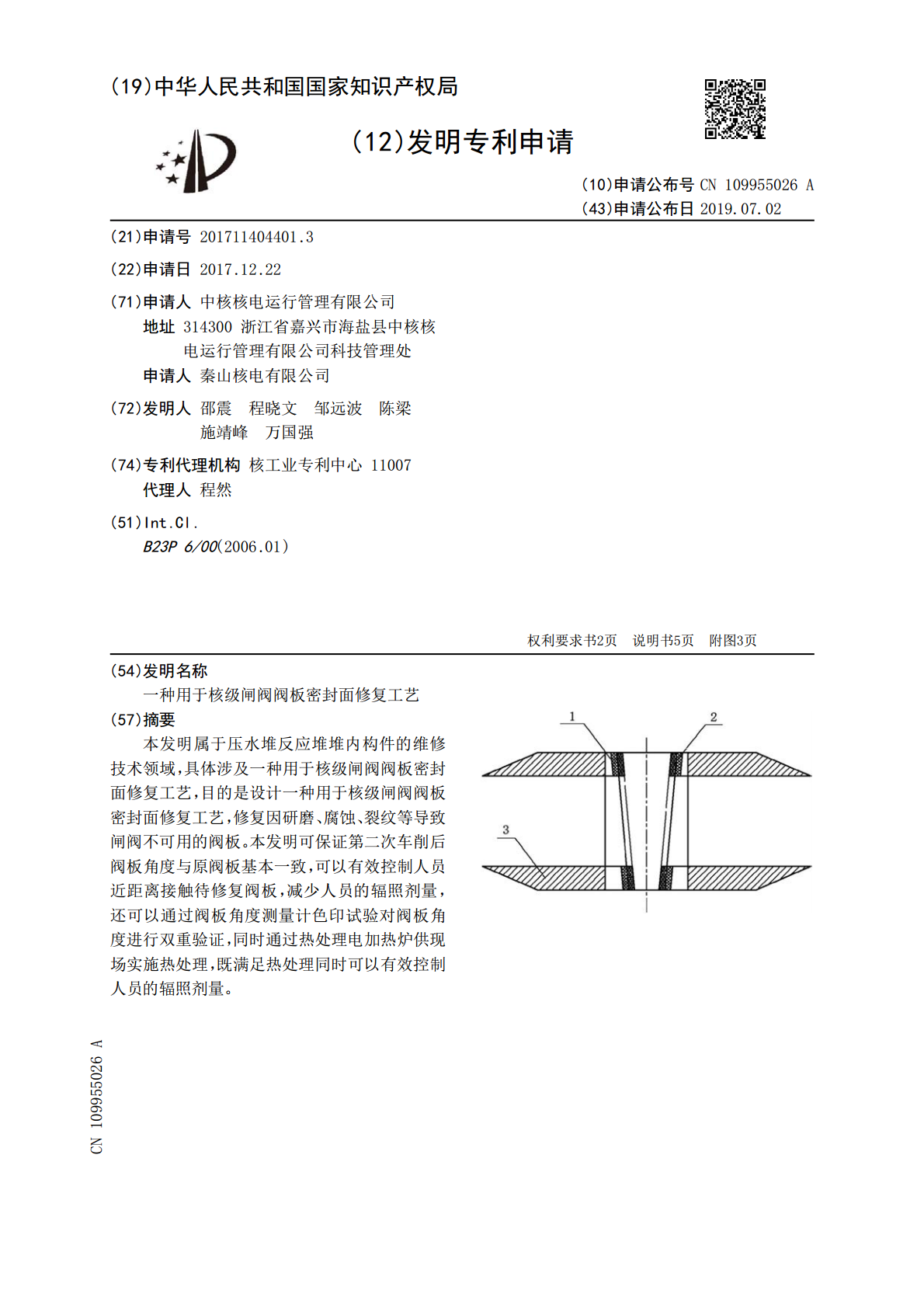
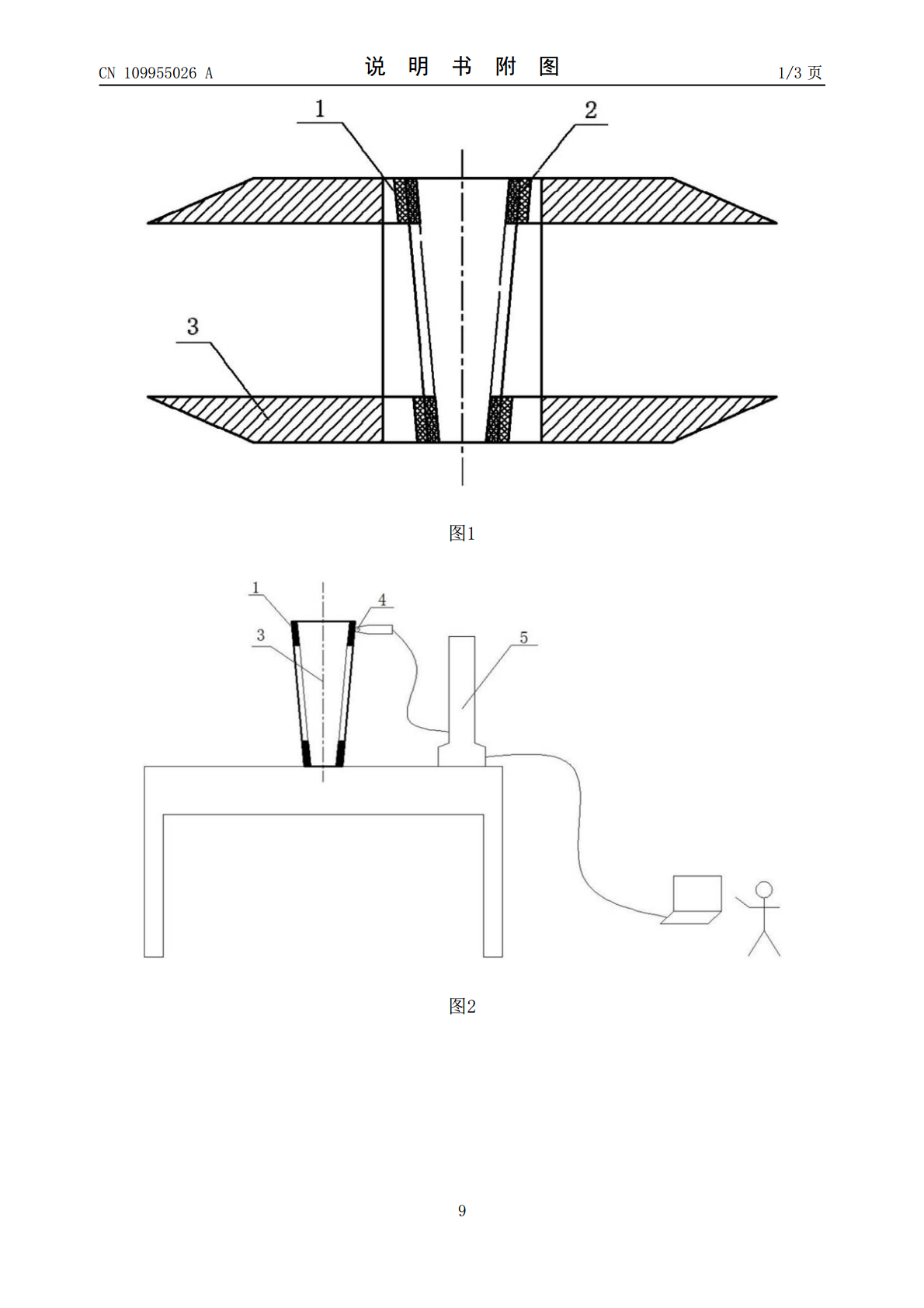
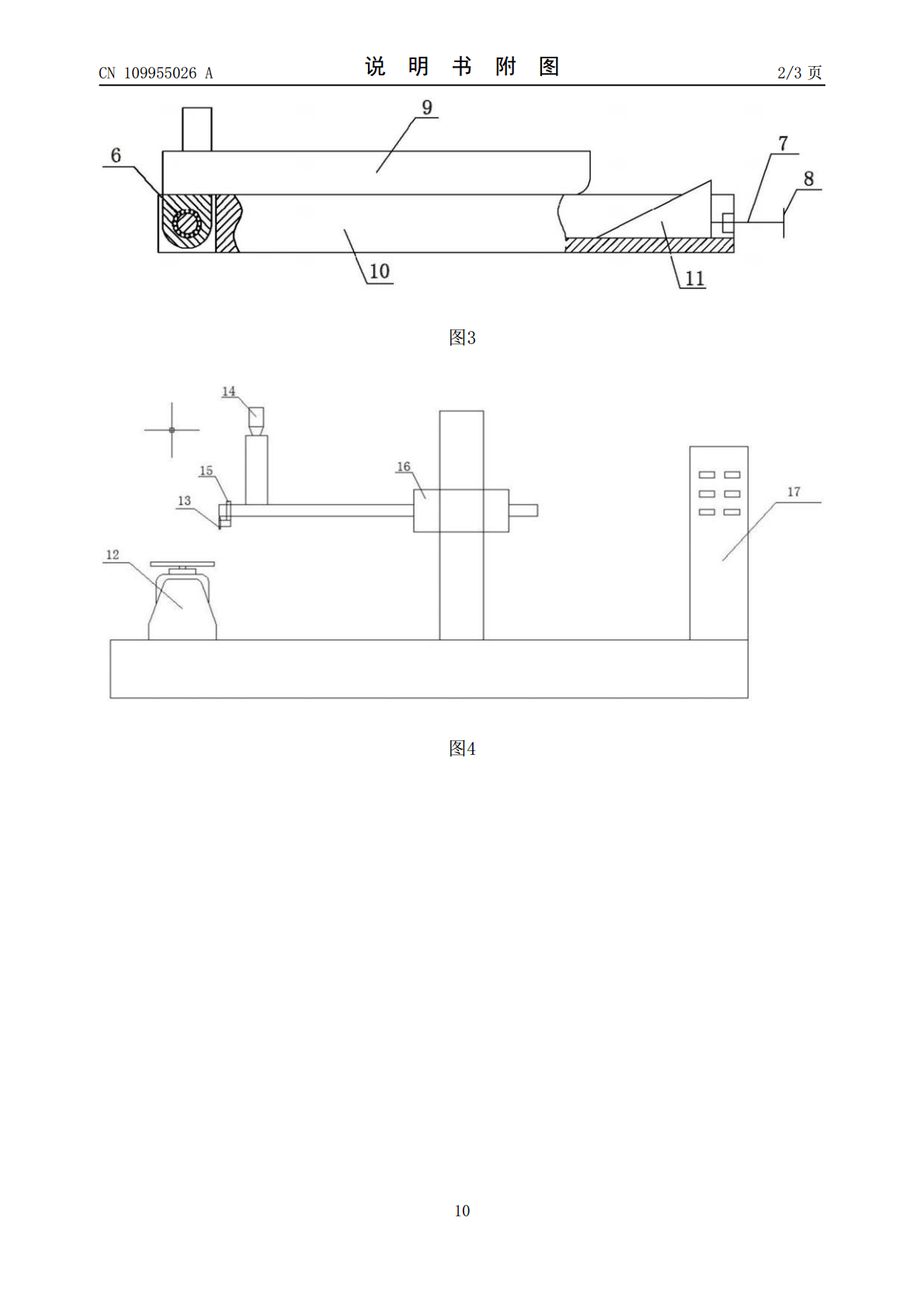
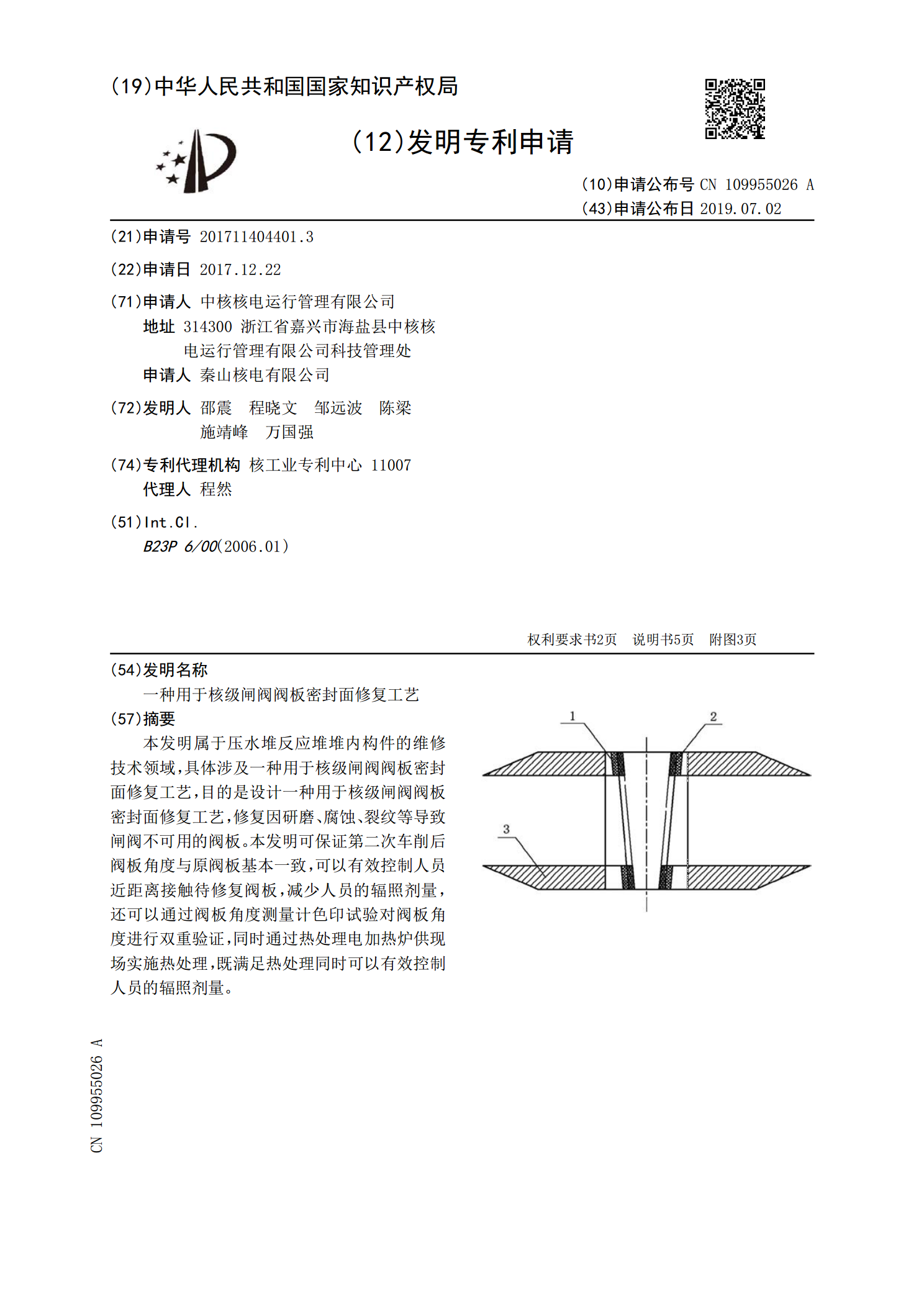
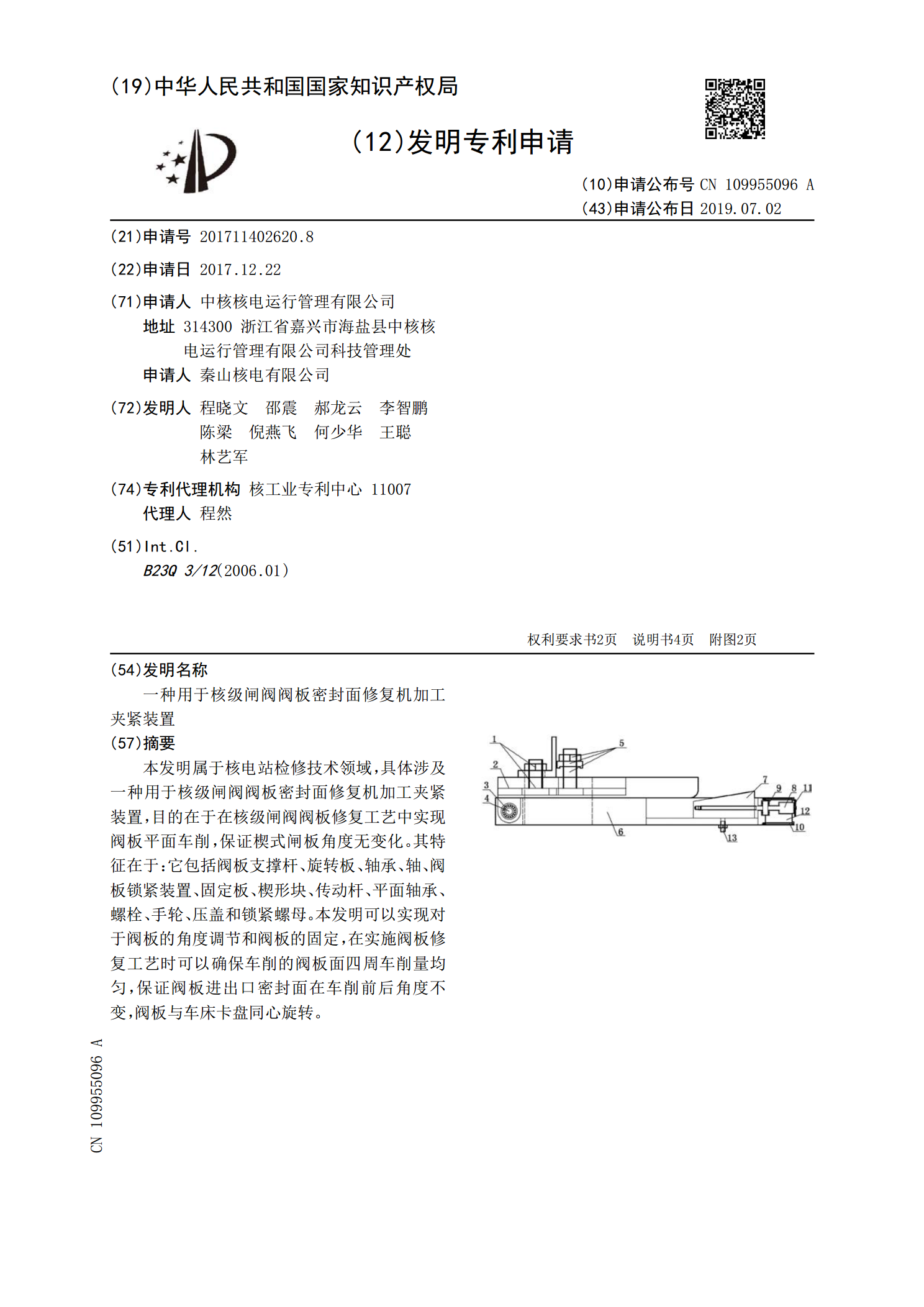
本发明属于压水堆反应堆堆内构件的维修技术领域,具体涉及一种用于核级闸阀阀板密封面修复工艺,目的是设计一种用于核级闸阀阀板密封面修复工艺,修复因研磨、腐蚀、裂纹等导致闸阀不可用的阀板。本发明可保证第二次车削后阀板角度与原阀板基本一致,可以有效控制人员近距离接触待修复阀板,减少人员的辐照剂量,还可以通过阀板角度测量计色印试验对阀板角度进行双重验证,同时通过热处理电加热炉供现场实施热处理,既满足热处理同时可以有效控制人员的辐照剂量。
一种用于核级闸阀阀板密封面修复机加工夹紧装置.pdf
本发明属于核电站检修技术领域,具体涉及一种用于核级闸阀阀板密封面修复机加工夹紧装置,目的在于在核级闸阀阀板修复工艺中实现阀板平面车削,保证楔式闸板角度无变化。其特征在于:它包括阀板支撑杆、旋转板、轴承、轴、阀板锁紧装置、固定板、楔形块、传动杆、平面轴承、螺栓、手轮、压盖和锁紧螺母。本发明可以实现对于阀板的角度调节和阀板的固定,在实施阀板修复工艺时可以确保车削的阀板面四周车削量均匀,保证阀板进出口密封面在车削前后角度不变,阀板与车床卡盘同心旋转。

一种阀板快速升降且密封的闸阀.pdf
本发明涉及一种阀板快速升降且密封的闸阀,包括阀体、阀盖、端盖、手轮,阀体上方依次密封安装有阀盖和端盖,在该阀体内设置有阀板,该阀板啮合连接一竖直螺杆的一端,该螺杆的另一端位于端板的上方且固装有手轮,通过手轮的旋转完成阀板的升降动作,所述螺杆双螺纹结构。本闸阀通过使用双螺纹螺杆,有效提高一倍的升降速度,而且力矩节省一倍。另外,在螺杆上设置有密封圈及O型圈两道密封防护,保证了密封性能。本发明设计科学合理、结构简单、易于实现,有效提高操作效率和密封性能。

高温烟气闸阀阀板及高温烟气闸阀.pdf
本发明实施例提供了一种高温烟气闸阀阀板及高温烟气闸阀,高温烟气闸阀阀板包括:双层板体,所述双层板体之间形成夹层;冷却水道,设于所述双层板体之间的夹层内,所述冷却水道内用于通入冷却介质;耐火浇注料,浇注于所述双层板体外。本发明实施例的高温烟气闸阀应用范围十分广泛,可应用于各种微负压的高温窑炉烟气系统。高温烟气闸阀能够在窑炉的高温烟气管路恶劣的工况条件下能长期、稳定的运行,阀板无断裂。
一种管道阀类闸阀体铸造工艺方法.pdf
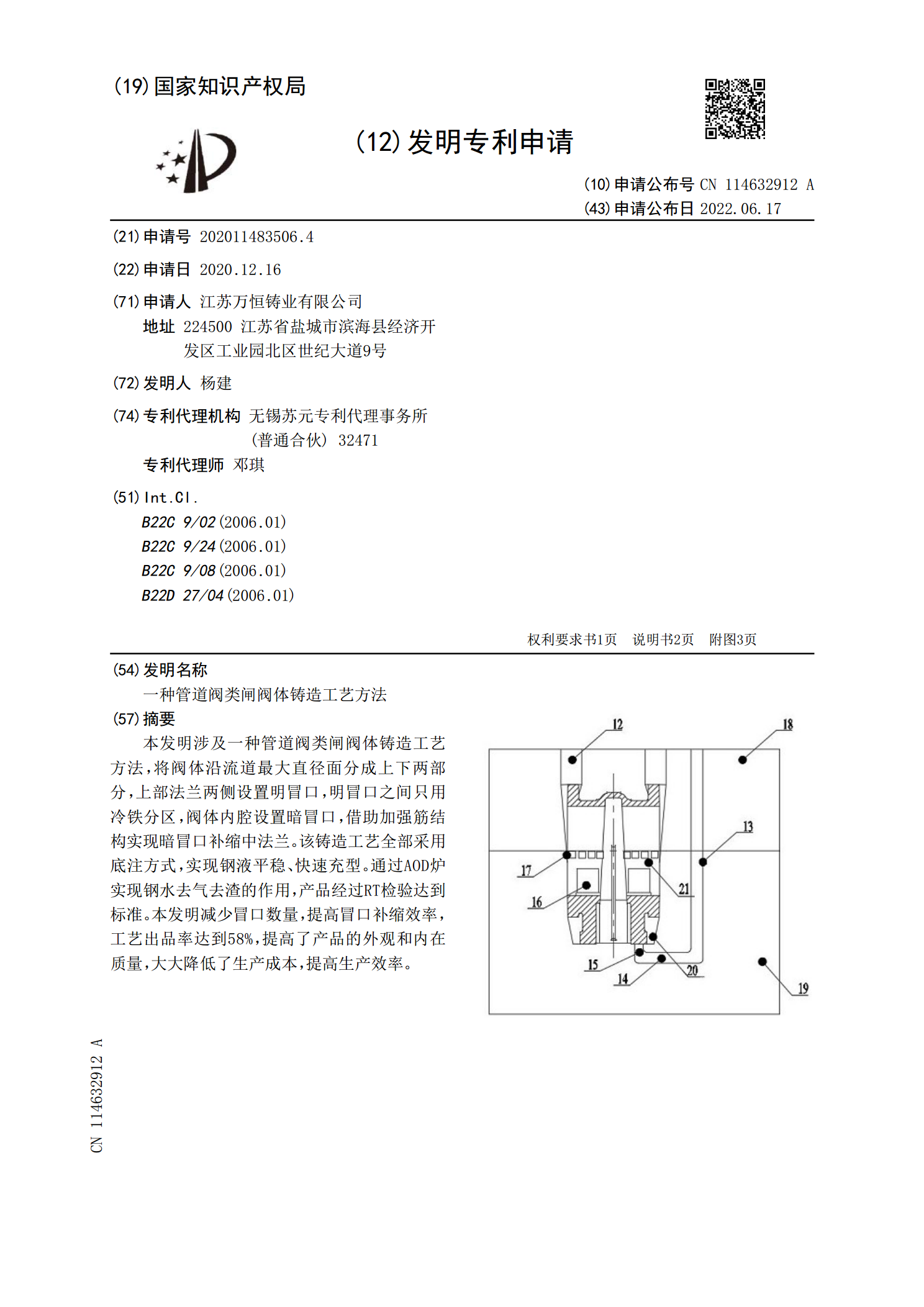
本发明涉及一种管道阀类闸阀体铸造工艺方法,将阀体沿流道最大直径面分成上下两部分,上部法兰两侧设置明冒口,明冒口之间只用冷铁分区,阀体内腔设置暗冒口,借助加强筋结构实现暗冒口补缩中法兰。该铸造工艺全部采用底注方式,实现钢液平稳、快速充型。通过AOD炉实现钢水去气去渣的作用,产品经过RT检验达到标准。本发明减少冒口数量,提高冒口补缩效率,工艺出品率达到58%,提高了产品的外观和内在质量,大大降低了生产成本,提高生产效率。