
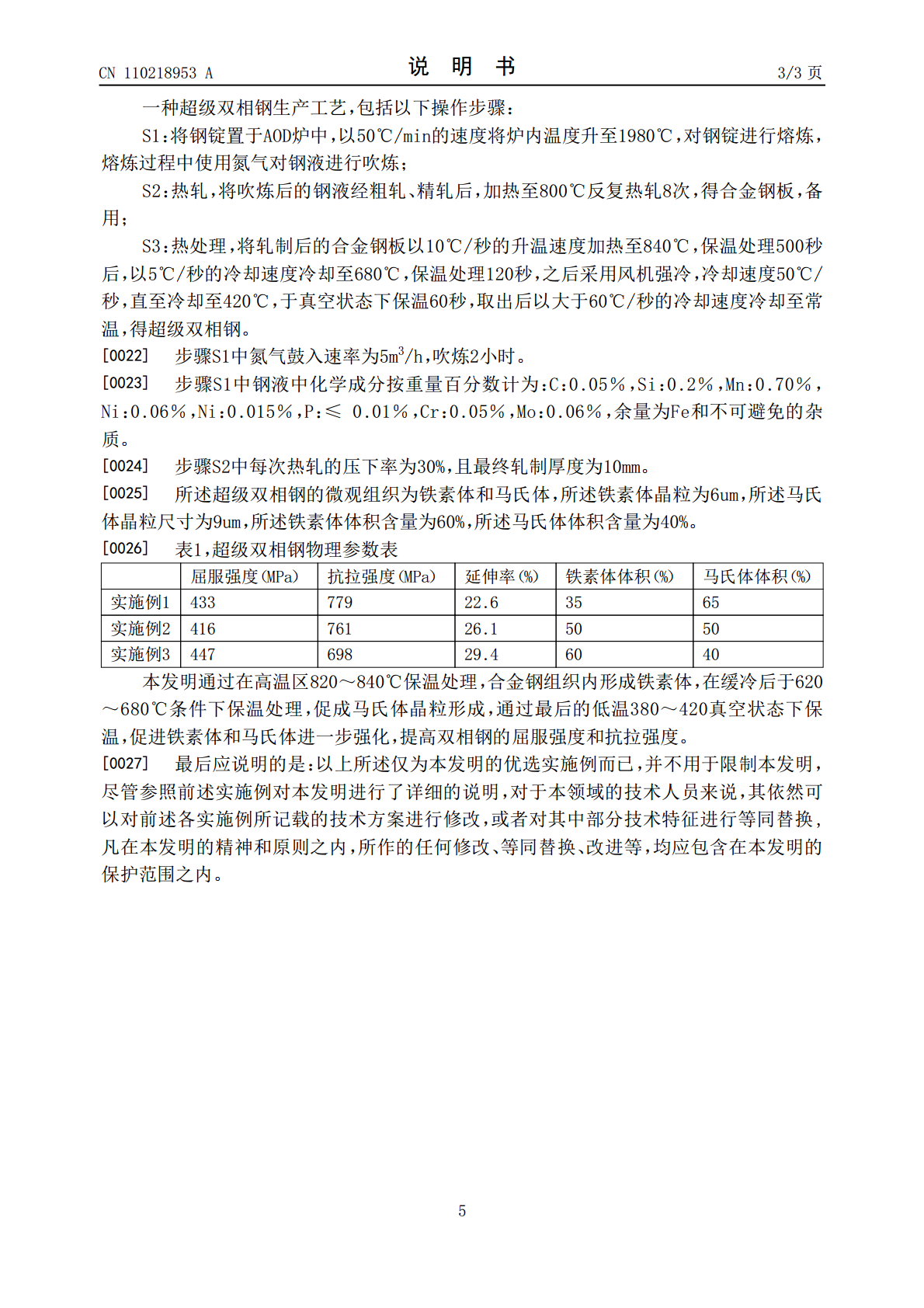
一种超级双相钢生产工艺.pdf

灵慧****89

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种超级双相钢生产工艺.pdf
本发明公开了一种超级双相钢生产工艺,包括以下操作步骤:S1:将钢锭置于AOD炉中,以30~50℃/min的速度将炉内温度升至1780~1980℃,对钢锭进行熔炼;S2:热轧,将吹炼后的钢液经粗轧、精轧后,加热至700~800℃反复热轧5~8次,得合金钢板,备用;S3:热处理,将轧制后的合金钢板以5~10℃/秒的升温速度加热至820~840℃,保温处理300~500秒后,以3~5℃/秒的冷却速度冷却至620~680℃,保温处理100~120秒,之后采用风机强冷,冷却速度30~50℃/秒,直至冷却至380~4
一种超级双相不锈钢的熔炼方法.pdf
本发明属于铸造技术领域,主要涉及一种超级双相不锈钢的熔炼方法,由于超级双相不锈钢铬含量高、碳含量低,常规熔炼方法很难满足要求,本发明采用EAF炉+LF炉+VOD炉+LF炉的方式熔炼超级双相不锈钢,通过改变VOD吹氧温度、吹氧真空度以及使用氮气代替氮化铬铁等方法,并优化各炉的具体步骤及具体控制参数,最终在Cr元素没有氧化的情况下将C元素控制在0.03%以下,同时其余化学成分都符合标准要求,解决了冶炼超级双相不锈钢时关键过程中元素控制范围无法标准范围内的难题。
一种超级双相不锈钢叶轮轴制造方法.pdf
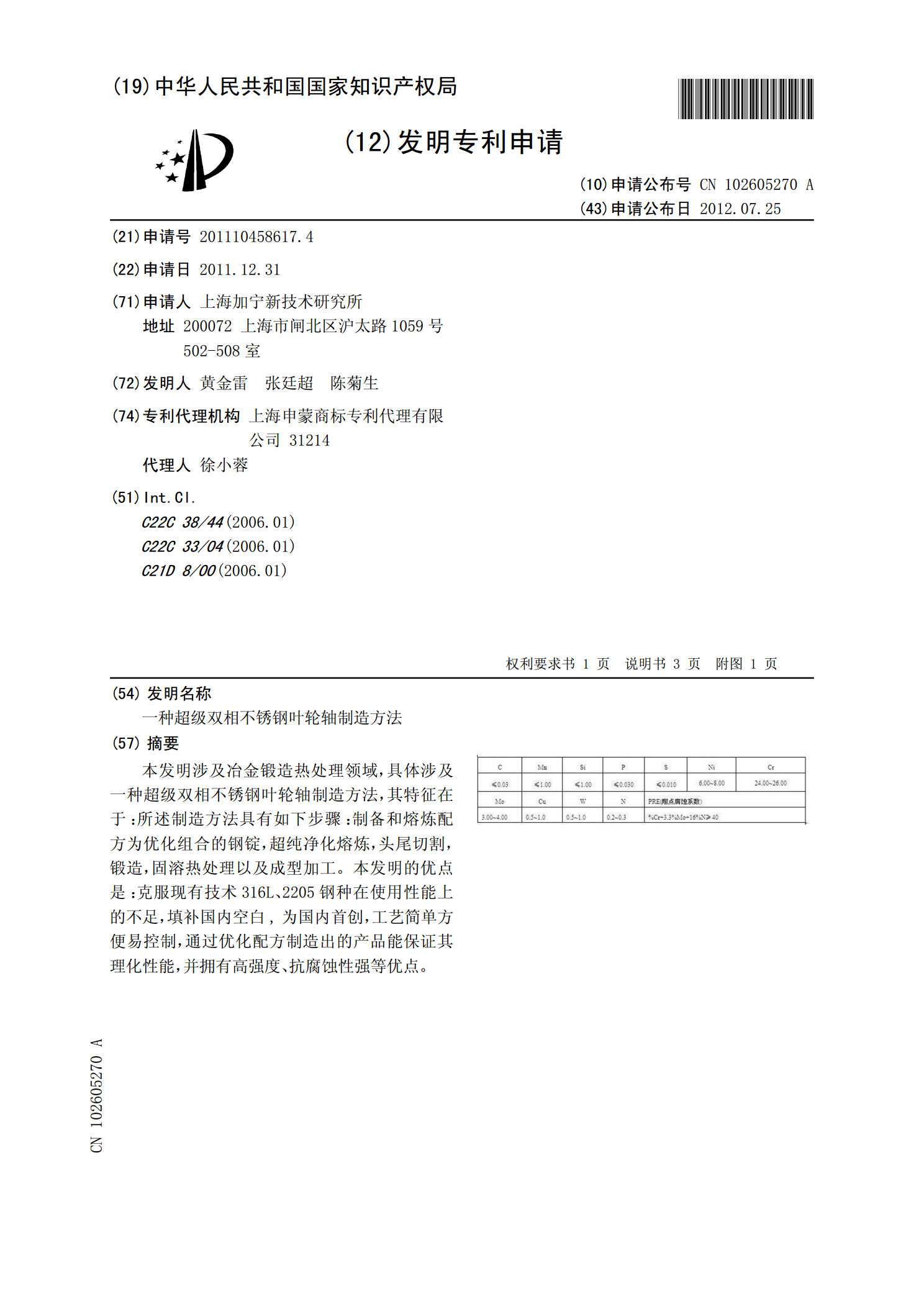
本发明涉及冶金锻造热处理领域,具体涉及一种超级双相不锈钢叶轮轴制造方法,其特征在于:所述制造方法具有如下步骤:制备和熔炼配方为优化组合的钢锭,超纯净化熔炼,头尾切割,锻造,固溶热处理以及成型加工。本发明的优点是:克服现有技术316L、2205钢种在使用性能上的不足,填补国内空白,为国内首创,工艺简单方便易控制,通过优化配方制造出的产品能保证其理化性能,并拥有高强度、抗腐蚀性强等优点。
一种耐腐蚀超级双相钢的热处理工艺.pdf
本发明公开了一种耐腐蚀超级双相钢的热处理工艺,先将钢坯表面除油,再高温保温‑空冷淬火‑多次保温,最后喷涂表面处理剂,回火烘干,该表面处理剂用水代替有机溶剂,避免了COD的产生,表面处理剂分子的超支化结构以及淀粉分子的加入,使得分子形成空间网格状结构,并能在金属表面形成致密的保护膜,同时分子中的酰胺基、苯并咪唑基、磺胺脒基能够使表面活性剂分子很好的吸附在金属表面,使得在长时间使用后,涂膜仍然能够附着在金属表面,有效的提升了耐腐蚀超级双相钢的使用寿命。
一种抗菌特超级双相不锈钢及其制备方法.pdf
本发明公开了一种抗菌特超级双相不锈钢及其制备方法,属于金属材料技术领域。按质量百分比之和为100%计,所述抗菌特超级双相不锈钢中各组分所占质量百分比为:C≤0.03%、Si≤0.80%、Mn≤1.50%、P≤0.035%、S≤0.01%、Ni:6.0~9.0%、Cr:29.0~33.0%、Mo:3.0~5.0%、N:0.40~0.60%、Cu:2.2%~4.0%,余量为Fe和不可避免杂质。本发明的抗菌特超级双相不锈钢是采用中频感应电炉熔炼的方法制备而成,工艺简单易行,保持了原有优良的力学性能,且具有良好的