
高表面质量1200MPa级热镀锌双相钢及其生产方法.pdf

美丽****ka

1/10
2/10
3/10
4/10
5/10

6/10
7/10
8/10

9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
高表面质量1200MPa级热镀锌双相钢及其生产方法.pdf
本发明涉及一种高表面质量1200MPa级热镀锌双相钢,化学成分质量百分比为:C:0.07~0.10%,Si:0.25~0.55%,Mn:1~4%,P≤0.016%,S≤0.008%,Als:0.01~0.05%,N≤0.006%,Ti:0.04~0.08%,Nb:0.015~0.055%,Mo:0.15~0.45%,B:0.008~0.010%,剩余为Fe。生产方法包括连铸、热轧和冷轧镀锌工序,热轧工序中,采取U型卷取工艺对卷取温度进行控制,钢卷头部和尾部的卷取温度为600±20℃,中间段卷取温度为550
一种高加工硬化率及表面质量的450MPa级热镀锌双相钢及其生产方法.pdf
本发明公开了一种450MPa级热镀锌双相钢及其生产方法,属于镀锌汽车用钢制造领域,本发明采用微量Si+低Mo+高Cr的低碳‑低锰成分设计,经520~560℃低温卷取、640~660℃缓冷、≥10℃快冷工艺,同时配合≤‑40℃炉内露点、氧含量≤5ppm,炉鼻子露点≤‑20℃的气氛获得450MPa级热镀锌双相钢。本发明生产出的抗拉强度450MPa级热镀锌双相钢均匀延伸率为18%~23%、加工硬化率n值不低于0.19且断后延伸率A80高达28%~33%,适合作为高拉延、高翻边的复杂成形汽车零部件。
高表面质量汽车钢及其生产方法.pdf
本发明公开了一种高表面质量汽车钢及其生产方法,其化学成分及重量百分比含量:C0.07~0.12%,Mn1.5~2.0%,P≤0.01%,S≤0.004%,Al0.1~0.2%,Ti0.15~0.20%,V0.02~0.04%,Cr0.9~1.5%,B0.002~0.004%,N0.003~0.006%,余量为Fe及不可避免的杂质;包括以下步骤:经过转炉冶炼后进入真空处理,其后将钢水连铸成坯;铸坯采用热装炉方式,装炉温度400~700℃;对铸坯加热进行三段式加热,包括预热、加热和均热;对加热后铸坯进行分段轧
一种1200MPa级低碳热轧双相钢及其制备方法.pdf
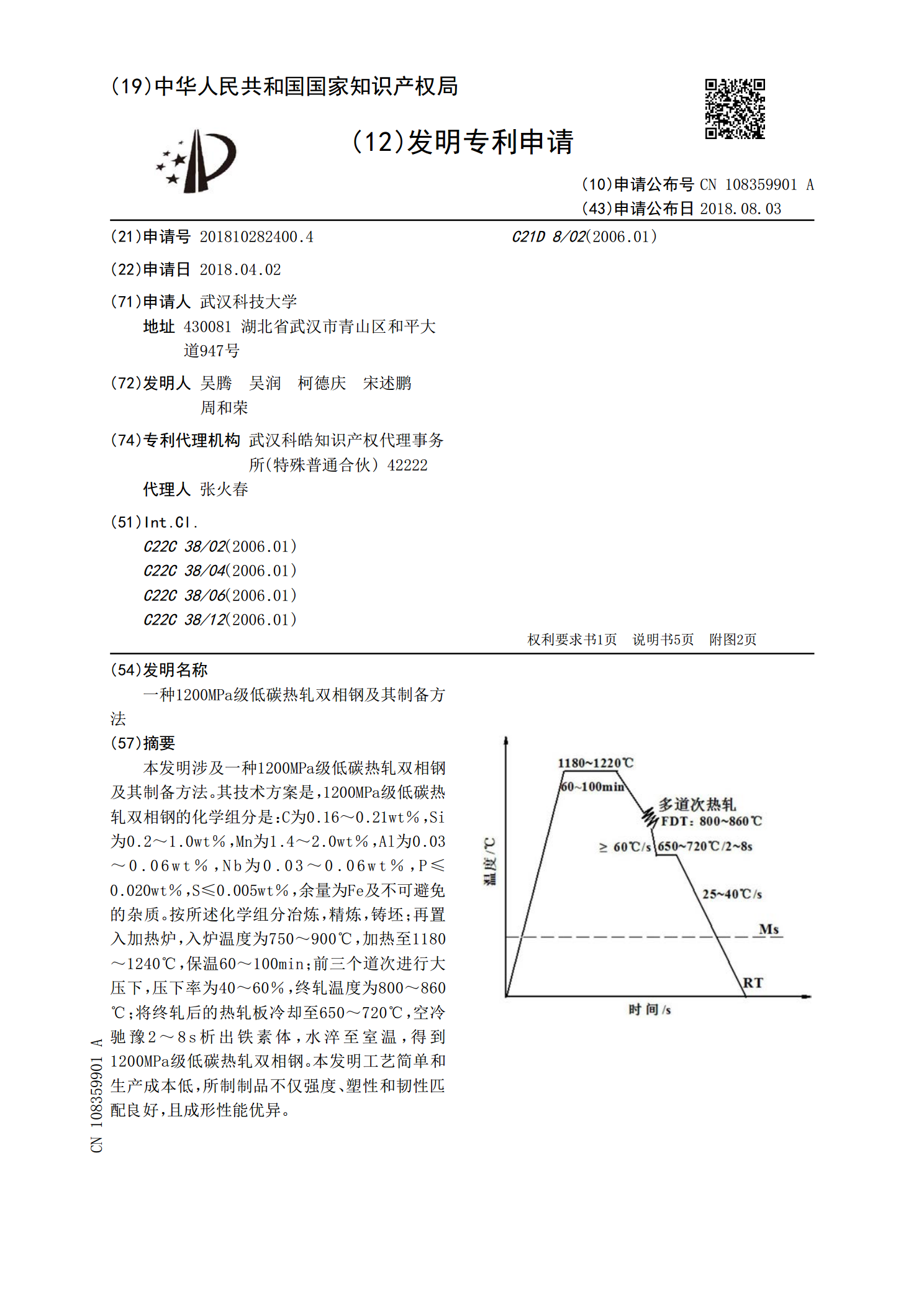
本发明涉及一种1200MPa级低碳热轧双相钢及其制备方法。其技术方案是,1200MPa级低碳热轧双相钢的化学组分是:C为0.16~0.21wt%,Si为0.2~1.0wt%,Mn为1.4~2.0wt%,Al为0.03~0.06wt%,Nb为0.03~0.06wt%,P≤0.020wt%,S≤0.005wt%,余量为Fe及不可避免的杂质。按所述化学组分冶炼,精炼,铸坯;再置入加热炉,入炉温度为750~900℃,加热至1180~1240℃,保温60~100min;前三个道次进行大压下,压下率为40~60%,终
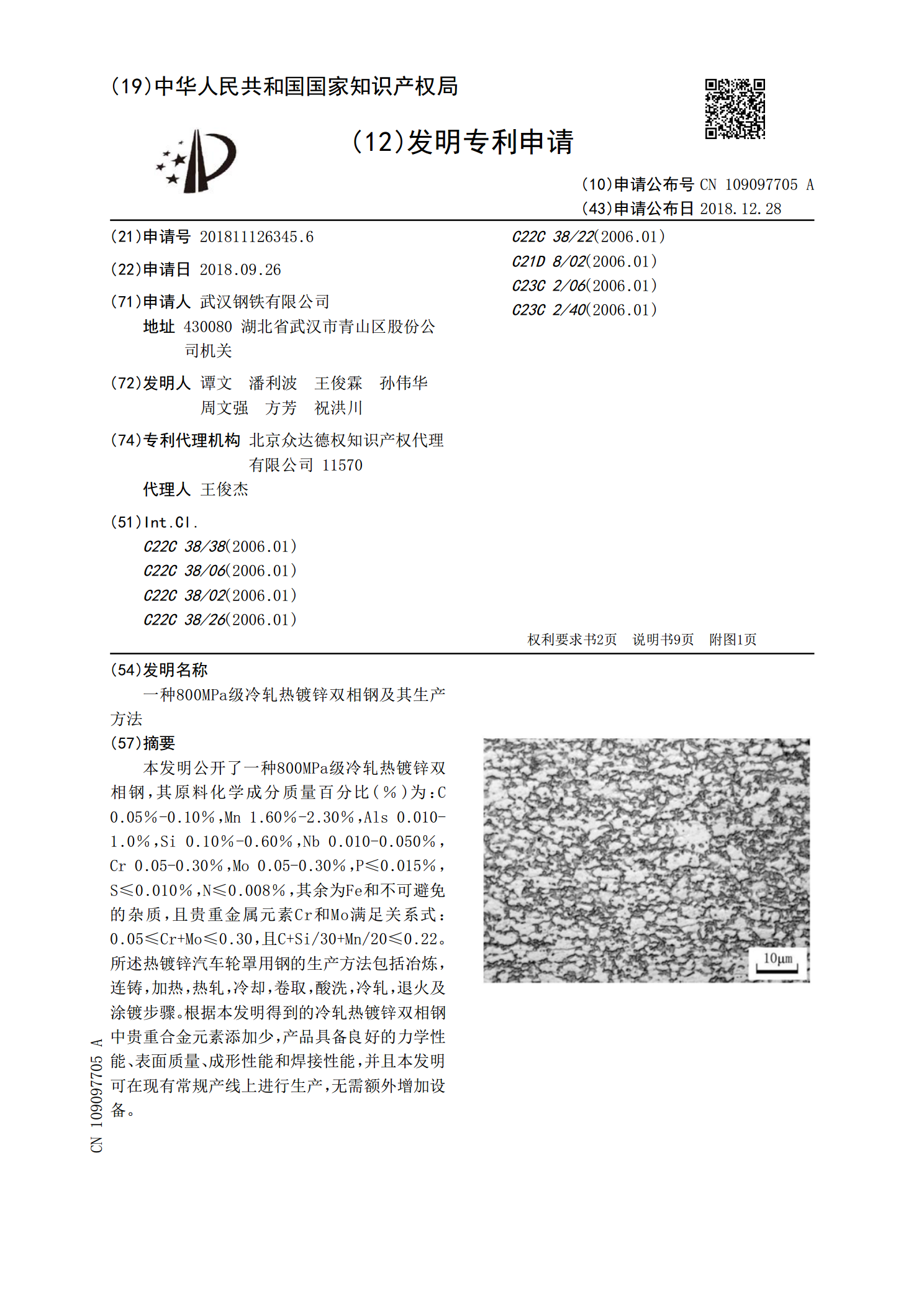
一种800MPa级冷轧热镀锌双相钢及其生产方法.pdf
本发明公开了一种800MPa级冷轧热镀锌双相钢,其原料化学成分质量百分比(%)为:C0.05%‑0.10%,Mn1.60%‑2.30%,Als0.010‑1.0%,Si0.10%‑0.60%,Nb0.010‑0.050%,Cr0.05‑0.30%,Mo0.05‑0.30%,P≤0.015%,S≤0.010%,N≤0.008%,其余为Fe和不可避免的杂质,且贵重金属元素Cr和Mo满足关系式:0.05≤Cr+Mo≤0.30,且C+Si/30+Mn/20≤0.22。所述热镀锌汽车轮罩用钢的生产方法