
一种高速车轴用钢的制备方法.pdf

雨巷****可歆

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高速车轴用钢的制备方法.pdf
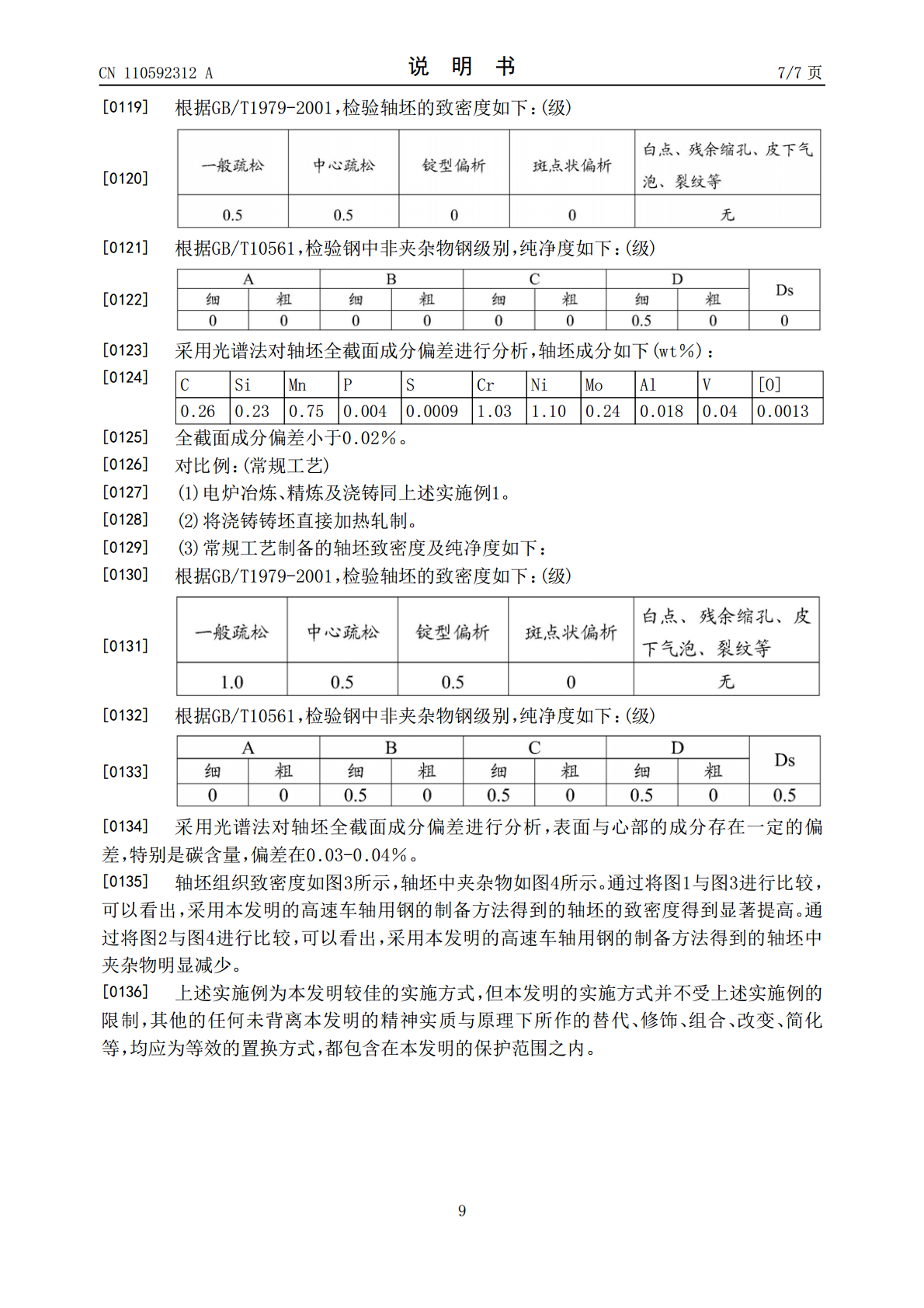
本发明提供了一种高速车轴用钢的制备方法,包括:(1)制备电极坯;(2)在具有保护气氛的电渣炉中对电极坯进行电渣重熔处理,得到电渣锭;(3)对电渣锭进行加热和轧制,得到高速车轴用钢坯。采用本发明的制备方法能够获得了成分均匀、凝固组织致密、钢中非金属夹杂物尺寸小且球化的高质量高速车轴钢坯料。
一种低氧地铁车轴用钢的制备方法.pdf
本发明涉及车轴用钢生产领域,一种低氧地铁车轴用钢的制备方法,采用电炉+钢包精炼炉LF+真空精炼炉VD+电渣重熔工艺;所述电渣重熔时,实际渣料采用CaF
一种高速车轴用钢的低磷控制方法.pdf
本发明涉及一种高速车轴用钢的低磷控制方法,它包括下述依次的步骤:Ⅰ铁水预处理?将含P≤0.105%,S≤0.050%的铁水进行预处理;Ⅱ电炉冶炼?将废钢和预处理后的铁水加入电炉冶炼,预处理的铁水重量比≥70%,废钢炉料中的P≤0.035%,熔池脱磷温度为1560—1580℃,在熔池形成后全程进行泡沫渣操作,电炉出钢[C]≥0.08%,[P]≤0.004%;出钢时留钢、留渣;Ⅲ?LF精炼工艺??LF精炼全程底吹氩气;采用高Al2O3含量的高碱度R(CaO/SiO2)=4.0~6.0渣系进行造渣、脱氧;ⅣVD
一种高速动车车轴用钢的冶炼方法.pdf
本发明涉及一种高速动车车轴用钢的冶炼方法,它包括下述步骤:I.电炉冶炼先将废钢加入电炉再加预处理铁水,预处理铁水的重量比例80%-95%;废钢中P≤0.015%并且S≤0.010%;然后吹氧加入石灰,在P≤0.008%后,电炉出钢;根据钢种在钢包加入造渣材料与铁合金及金属;II.钢包炉精炼采用高碱度、高Al2O3渣系,控制熔渣碱度R=4.0~6.0,;钢水的成分达下述:C?0.26-0.31%;Si?0.20-0.35%;Mn?0.55-0.70%;S≤0.005%;P≤0.015%;Cr?0.75-0.
一种高速动车空心车轴用钢及其制造方法.pdf
本发明提供一种高速动车车轴用钢,其成分质量配比(%)为C:0.23-0.29%;Mn:0.60-0.75%;Si:0.25-0.40%;Cr:1.00-1.20%;Mo:0.20-0.30%;V:0.020-0.060%;Ni:0.15-0.30%;P≤0.015%:S≤0.005%。本发明还提供了一种高速动车车轴用钢的制备方法,主要包含步骤:在电炉冶炼过程中控制铁水比≥70%,出钢时控制[P]≤0.010%,严禁下氧化渣。在钢包精炼炉精炼过程中,采用CaO-SiO2-Al2O3渣系,控制熔渣碱度R(Ca