
一种大宽度双面光铝箔退火除油方法.pdf

a是****澜吖

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种大宽度双面光铝箔退火除油方法.pdf
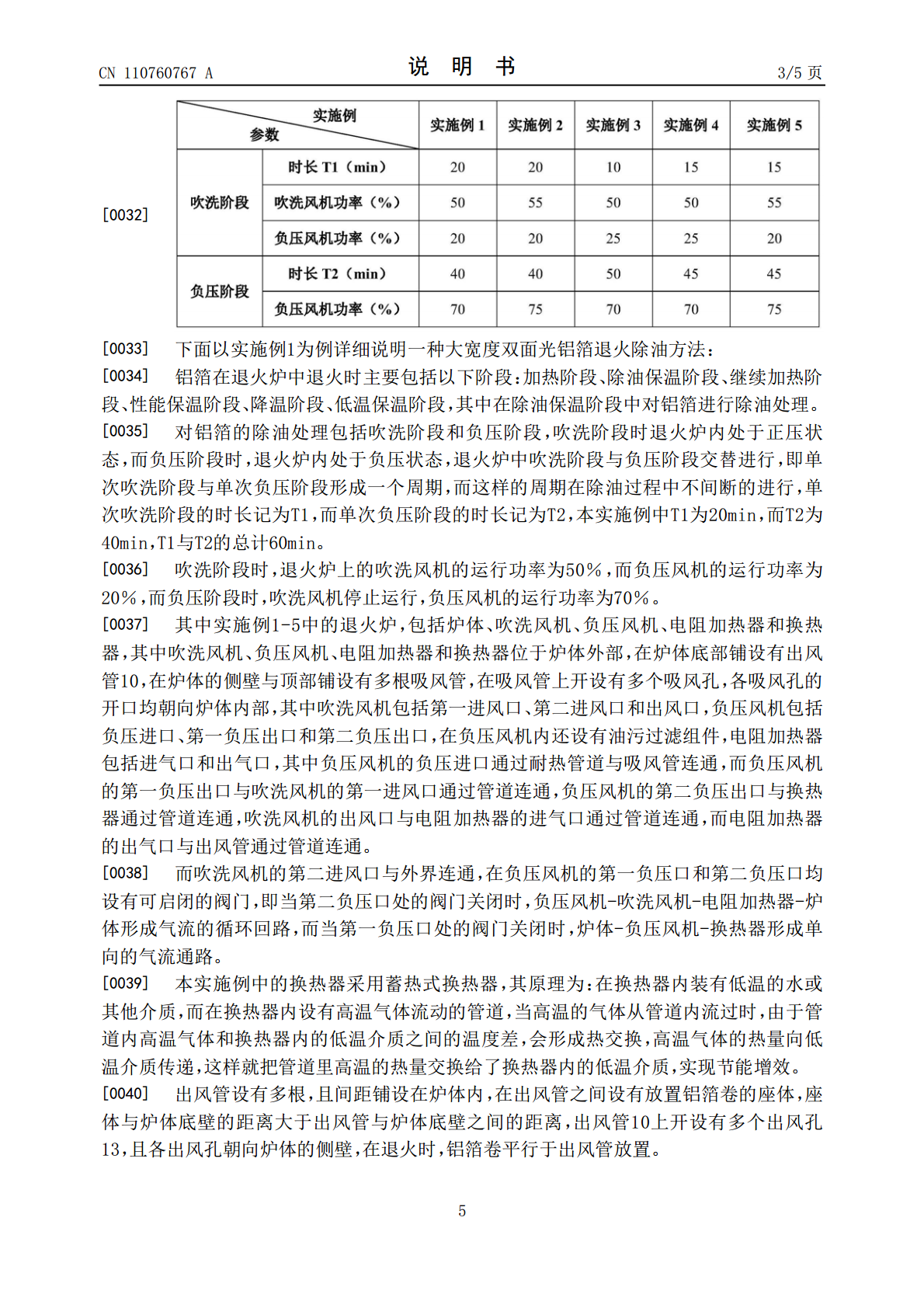
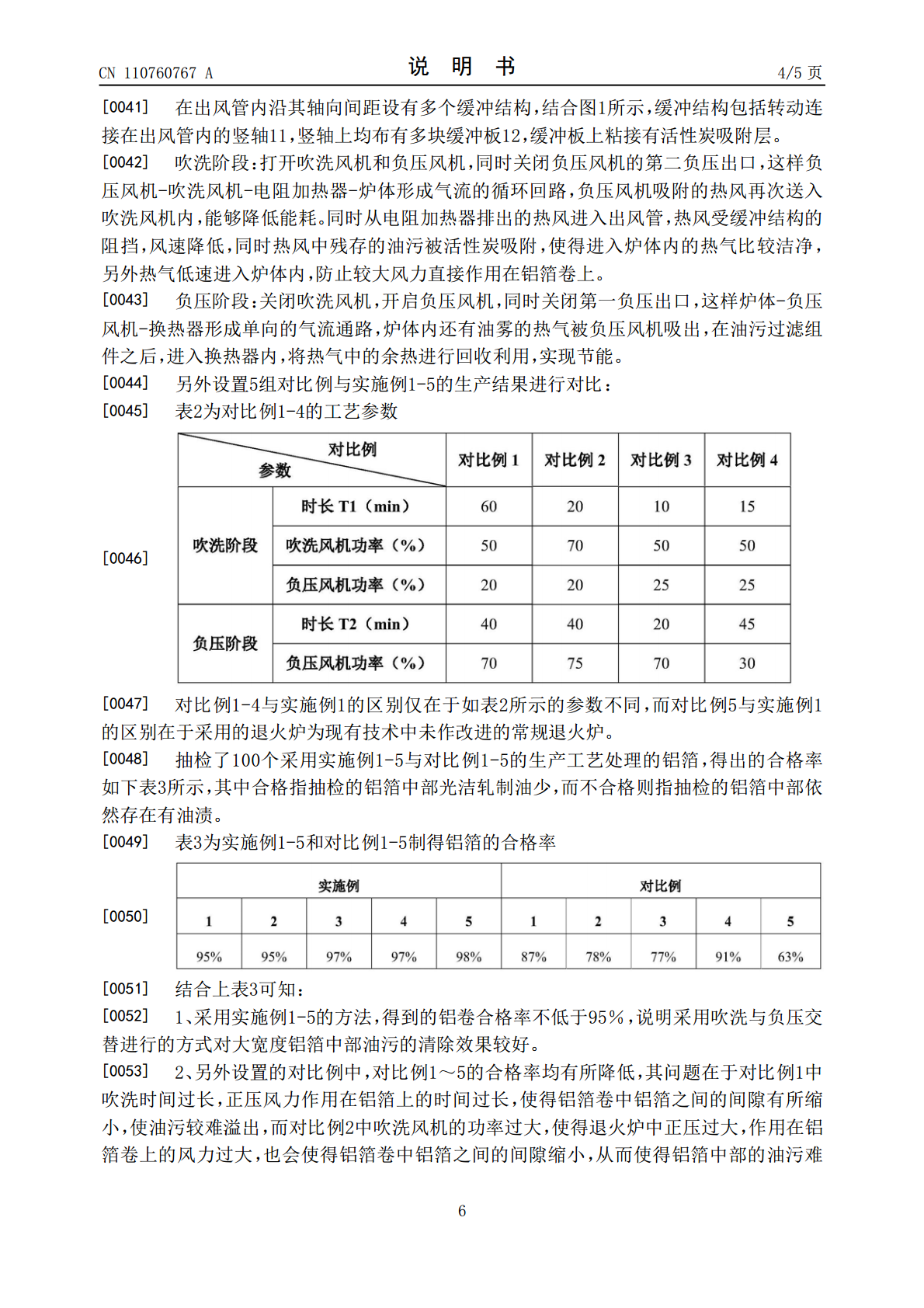
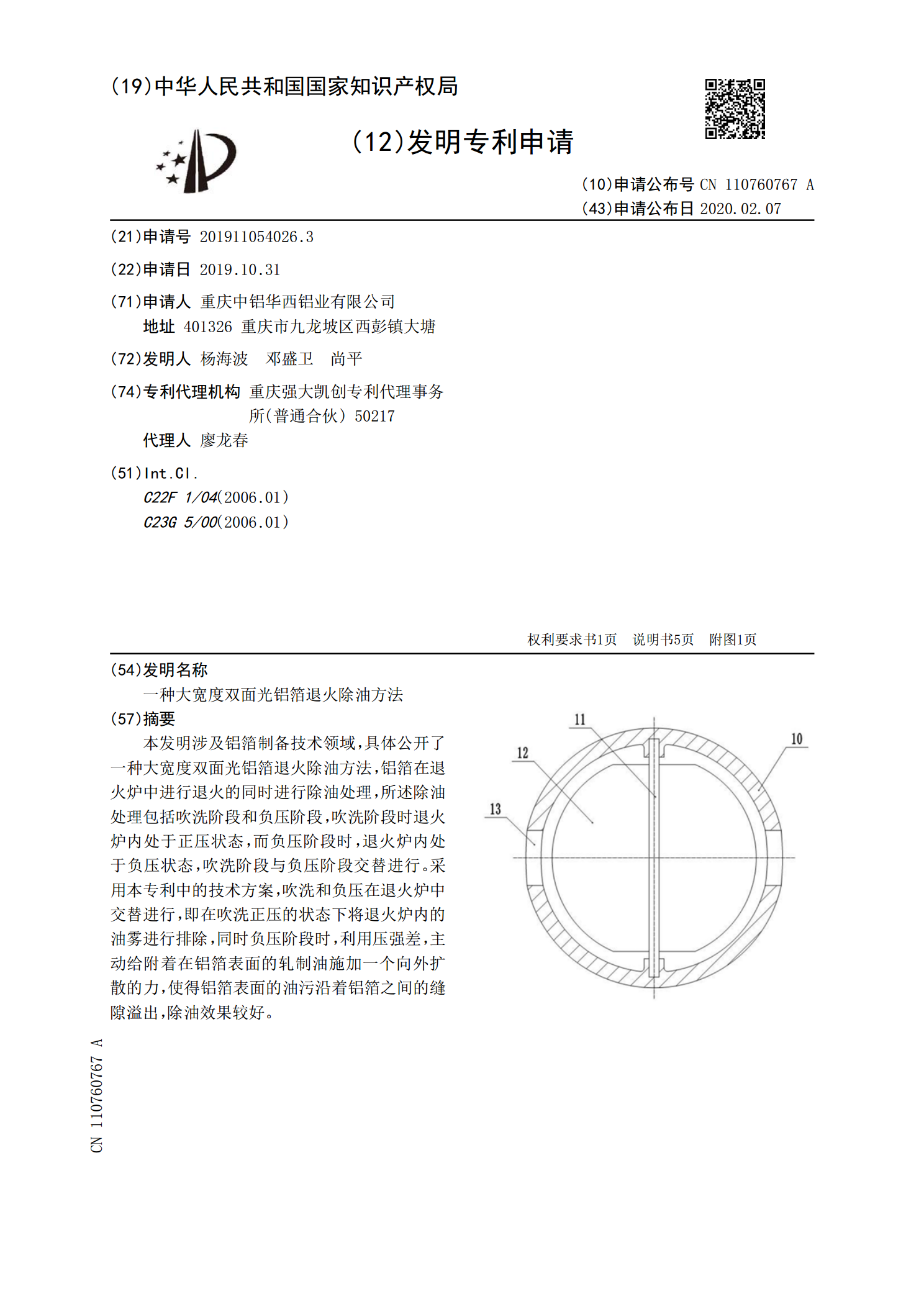
本发明涉及铝箔制备技术领域,具体公开了一种大宽度双面光铝箔退火除油方法,铝箔在退火炉中进行退火的同时进行除油处理,所述除油处理包括吹洗阶段和负压阶段,吹洗阶段时退火炉内处于正压状态,而负压阶段时,退火炉内处于负压状态,吹洗阶段与负压阶段交替进行。采用本专利中的技术方案,吹洗和负压在退火炉中交替进行,即在吹洗正压的状态下将退火炉内的油雾进行排除,同时负压阶段时,利用压强差,主动给附着在铝箔表面的轧制油施加一个向外扩散的力,使得铝箔表面的油污沿着铝箔之间的缝隙溢出,除油效果较好。
一种铝卷退火除油方法.pdf
本发明公开了一种铝卷退火除油方法,在负压和换气条件下进行如下步骤:S1.将铝卷置于退火炉内后,升温至180~220℃,保温8~16h;S2.然后以升温速率5~20℃/h升温至230~258℃,保温8~16h;S3.再升温并在高温下进行机械性能调整,冷却。本发明在负压和换气的条件下,采用三段式退火除油工艺,同时控制第二段低温除油的升温速率和保温温度,从而有效去除铝卷表面的轧制油,除油效果非常好,而且退火时间较短,生产效率较高,能耗较少,生产成本适中,极具应用价值。
一种铝箔连续退火方法及铝箔连续退火炉.pdf
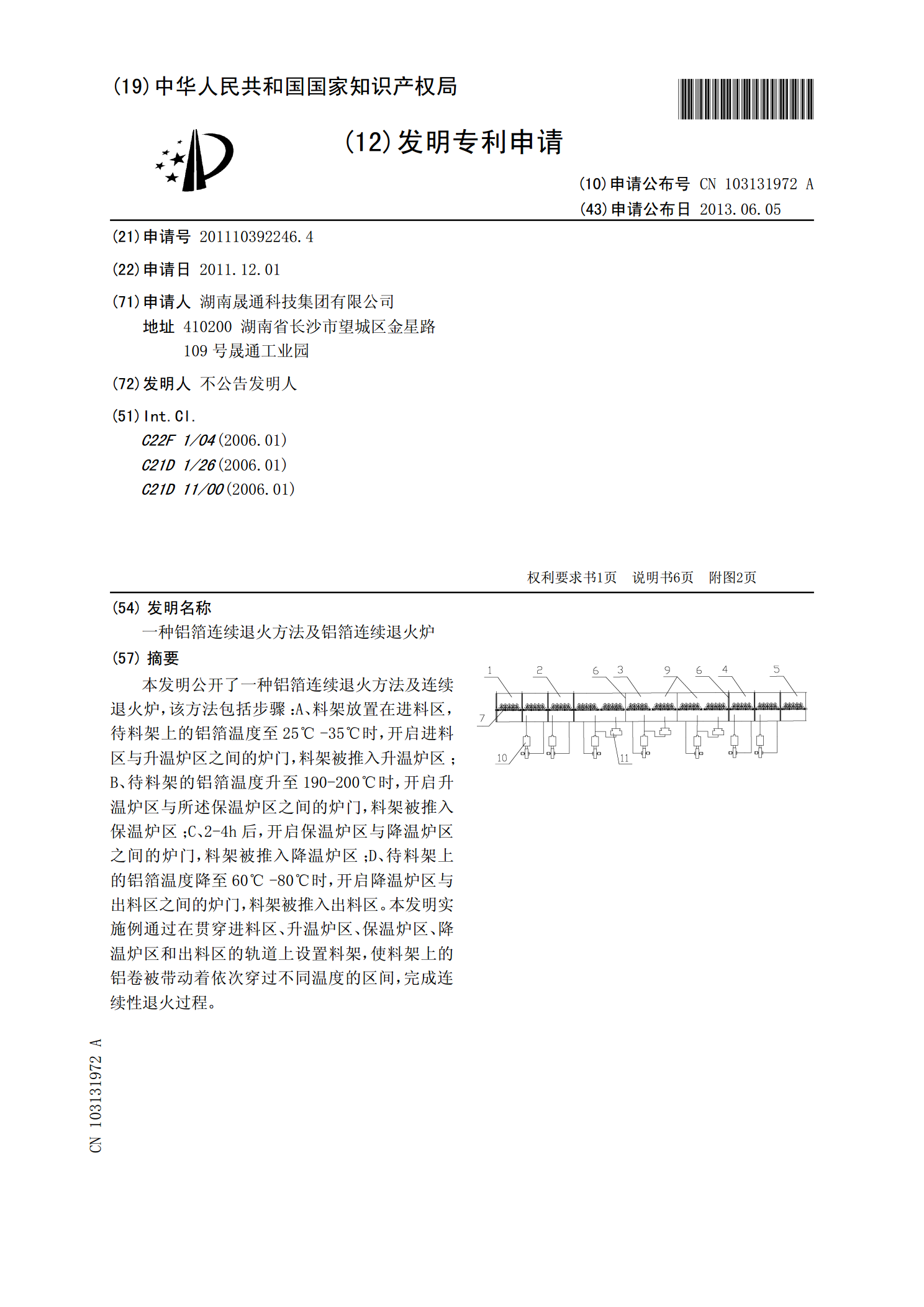
本发明公开了一种铝箔连续退火方法及连续退火炉,该方法包括步骤:A、料架放置在进料区,待料架上的铝箔温度至25℃-35℃时,开启进料区与升温炉区之间的炉门,料架被推入升温炉区;B、待料架的铝箔温度升至190-200℃时,开启升温炉区与所述保温炉区之间的炉门,料架被推入保温炉区;C、2-4h后,开启保温炉区与降温炉区之间的炉门,料架被推入降温炉区;D、待料架上的铝箔温度降至60℃-80℃时,开启降温炉区与出料区之间的炉门,料架被推入出料区。本发明实施例通过在贯穿进料区、升温炉区、保温炉区、降温炉区和出料区的轨
一种双面光铝箔的制备方法.pdf
本发明公开了一种双面光铝箔的制备方法,包括(1)铸轧:将铝合金材料和铝锭投入熔化炉中进行融化,经静置炉静置后,将熔融液进行过滤,经铸轧机多次铸轧后得到铸轧板;(2)冷轧:将铸轧板冷却至室温,经过冷压机进行多次冷压,然后进行多次退火处理后得到铝箔毛料;(3)铝箔工序:铝箔毛料经五道次轧制工序后得到成品铝箔,第一至第三道次为粗轧,得到的铝箔厚度为0.03mm,第四道次为中轧,得到的铝箔厚度为0.014mm,第五道次为精轧得到厚度0.009mm的铝箔。本方法对铝箔轧制工序的压下道次分配进行了重新的调整,适当提高
一种双零铝箔退火后预防起杠的方法.pdf
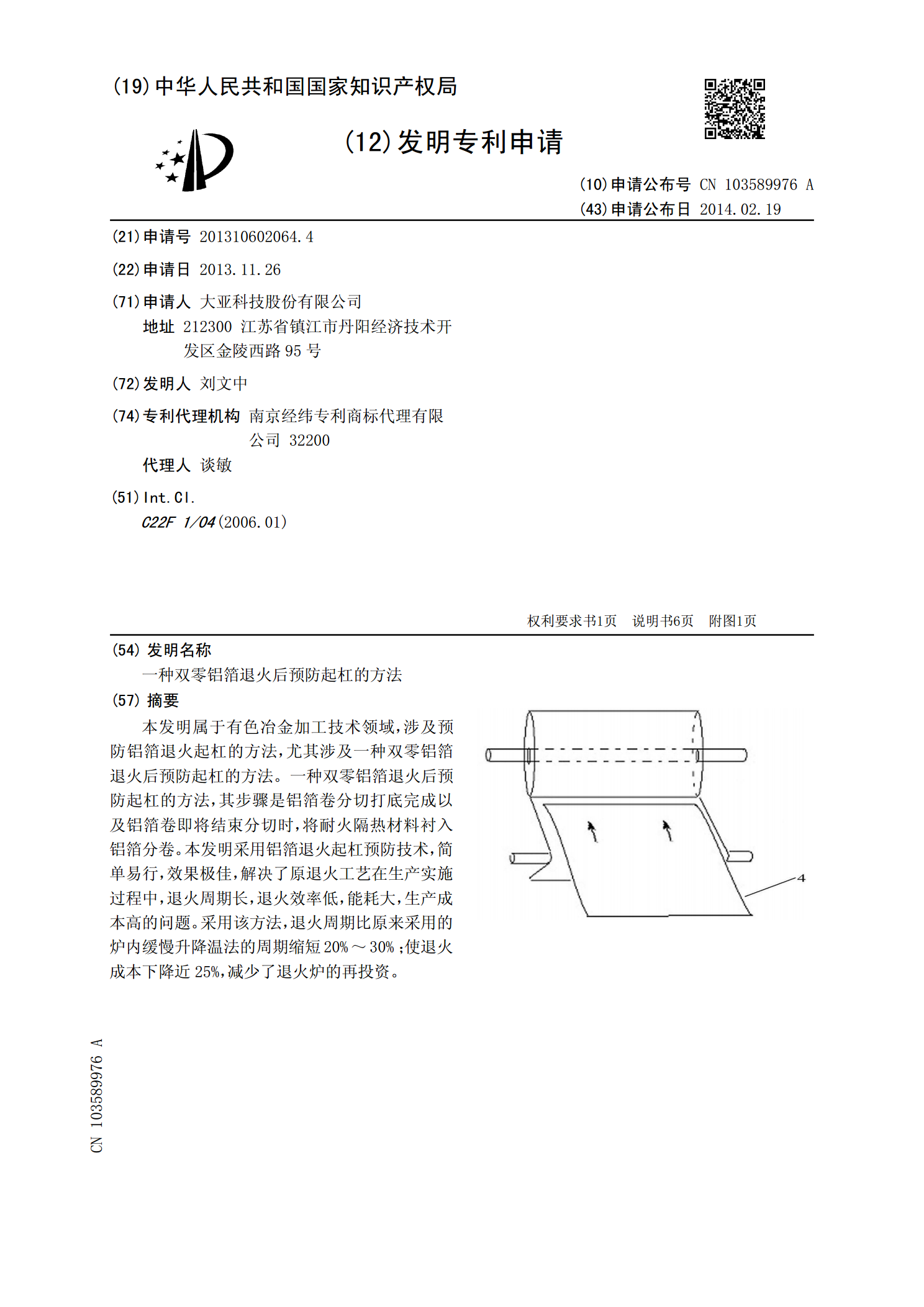
本发明属于有色冶金加工技术领域,涉及预防铝箔退火起杠的方法,尤其涉及一种双零铝箔退火后预防起杠的方法。一种双零铝箔退火后预防起杠的方法,其步骤是铝箔卷分切打底完成以及铝箔卷即将结束分切时,将耐火隔热材料衬入铝箔分卷。本发明采用铝箔退火起杠预防技术,简单易行,效果极佳,解决了原退火工艺在生产实施过程中,退火周期长,退火效率低,能耗大,生产成本高的问题。采用该方法,退火周期比原来采用的炉内缓慢升降温法的周期缩短20%~30%;使退火成本下降近25%,减少了退火炉的再投资。