
一种610MPa级汽车大梁用热轧钢带生产方法.pdf

一条****杉淑

1/9
2/9
3/9
4/9
5/9
6/9

7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

一种610MPa级汽车大梁用热轧钢带生产方法.pdf
本发明实施例提供一种610MPa级汽车大梁用的热轧钢带生产方法,所述610MPa级汽车大梁用的热轧钢带生产工艺步骤包括:转炉冶炼、LF炉精炼、连铸、轧制计划编排、板坯加热、粗轧、高压水除鳞、精轧、层流冷却、卷取及堆冷;所述610MPa级汽车大梁用的热轧钢带的化学成分组成及重量百分为:碳C:0.060~0.090%,硅Si:0.10~0.20%,锰Mn:1.35~1.50%,磷P≤0.020%,硫S≤0.008%,铝Als:0.015~0.050%,铌Nb:0.035~0.045%,钛Ti:0.035~0.
610MPa级汽车大梁用热轧钢板及其生产方法.pdf
本发明属于热连轧板带生产技术领域,特别是涉及一种610MPa级汽车大梁用热轧钢板及其生产方法。本发明所要解决的技术问题是提供一种610MPa级汽车大梁用热轧钢板,按重量百分比计,化学成分为C:0.05~0.10%,Si:≤0.15%,Mn:1.30~1.60%,P:≤0.020%,S:≤0.010%,Nb:0.010~0.040%,余量为Fe及不可避免杂质。本发明方法生产抗拉强度610MPa级汽车梁用热轧钢板具有低成本、强度高、屈强比低的特点,且轧制工艺控制简单和适应性较强。本发明所得成品力学性能达到Re

一种600MPa级别汽车大梁用热轧钢带的生产方法.pdf
一种600MPa级别汽车大梁用热轧钢带的生产方法,采用顶底复吹转炉+LF精炼炉+薄板坯连铸连轧工艺,整个生产工艺流程为:炼钢、精炼、连铸、均热、热连轧、层流冷却、卷取等工艺过程,其技术特征为:保证连铸坯在扇形段矫直区域的角部温度达到1000℃以上,避开850℃~950℃的脆性温度区;板坯均热温度控制在1100~1150℃;粗轧道次压下率控制在50%;终轧温度设定为860~880℃;卷取温度控制在570~590℃的范围内。本发明技术生产的汽车大梁用热轧钢带与现有技术生产的产品相比,能够降低生产成本,改善板材
一种轻型汽车大梁用热轧H型钢的生产方法.pdf
本发明涉及一种轻型汽车大梁用热轧H型钢的生产方法,属于金属材料生产技术领域,其方法步骤包括:转炉冶炼→吹氩站精炼→异型坯浇铸→H型钢轧制→轧后两段式选择性冷却;轧后两段式冷却中,冷却腹板的喷嘴关闭,第一段冷却:H型钢的翼缘由800~900℃冷却至650~720℃,冷却速度为50~90℃/s;第二段冷却:H型钢翼缘由650~720℃冷却至550~620℃,冷却速度为25~50℃/s;最后钢材冷却到室温。本发明通过轧后穿水冷却,在不增加合金消耗的情况下提高了H型钢的强度和承载能力,从而实现生产成本低、生产效率
一种汽车大梁用热轧钢板及其生产方法.pdf
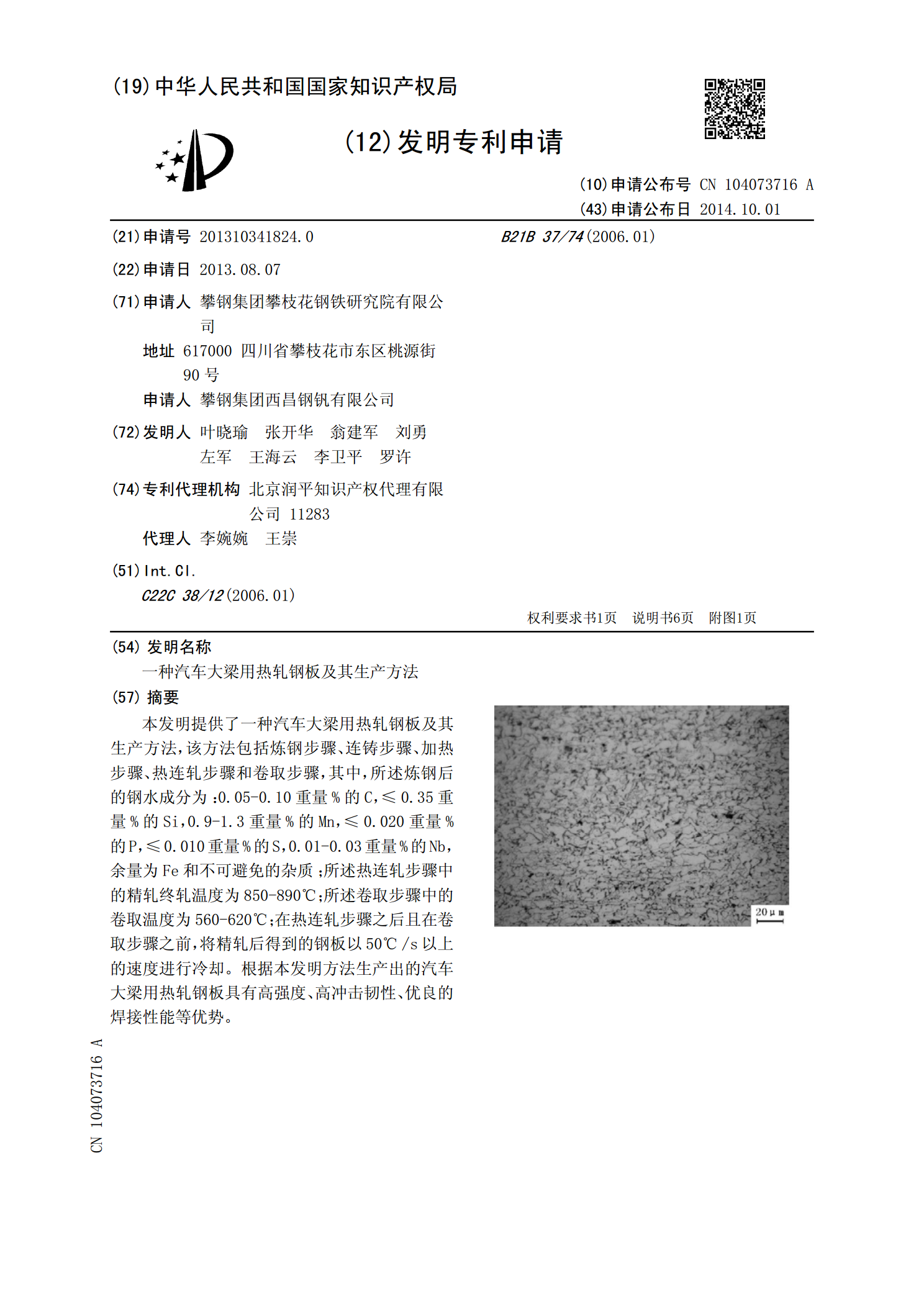
本发明提供了一种汽车大梁用热轧钢板及其生产方法,该方法包括炼钢步骤、连铸步骤、加热步骤、热连轧步骤和卷取步骤,其中,所述炼钢后的钢水成分为:0.05-0.10重量%的C,≤0.35重量%的Si,0.9-1.3重量%的Mn,≤0.020重量%的P,≤0.010重量%的S,0.01-0.03重量%的Nb,余量为Fe和不可避免的杂质;所述热连轧步骤中的精轧终轧温度为850-890℃;所述卷取步骤中的卷取温度为560-620℃;在热连轧步骤之后且在卷取步骤之前,将精轧后得到的钢板以50℃/s以上的速度进行冷却。根