
显示屏组装点胶方法及其系统.pdf

一条****涛k

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
显示屏组装点胶方法及其系统.pdf
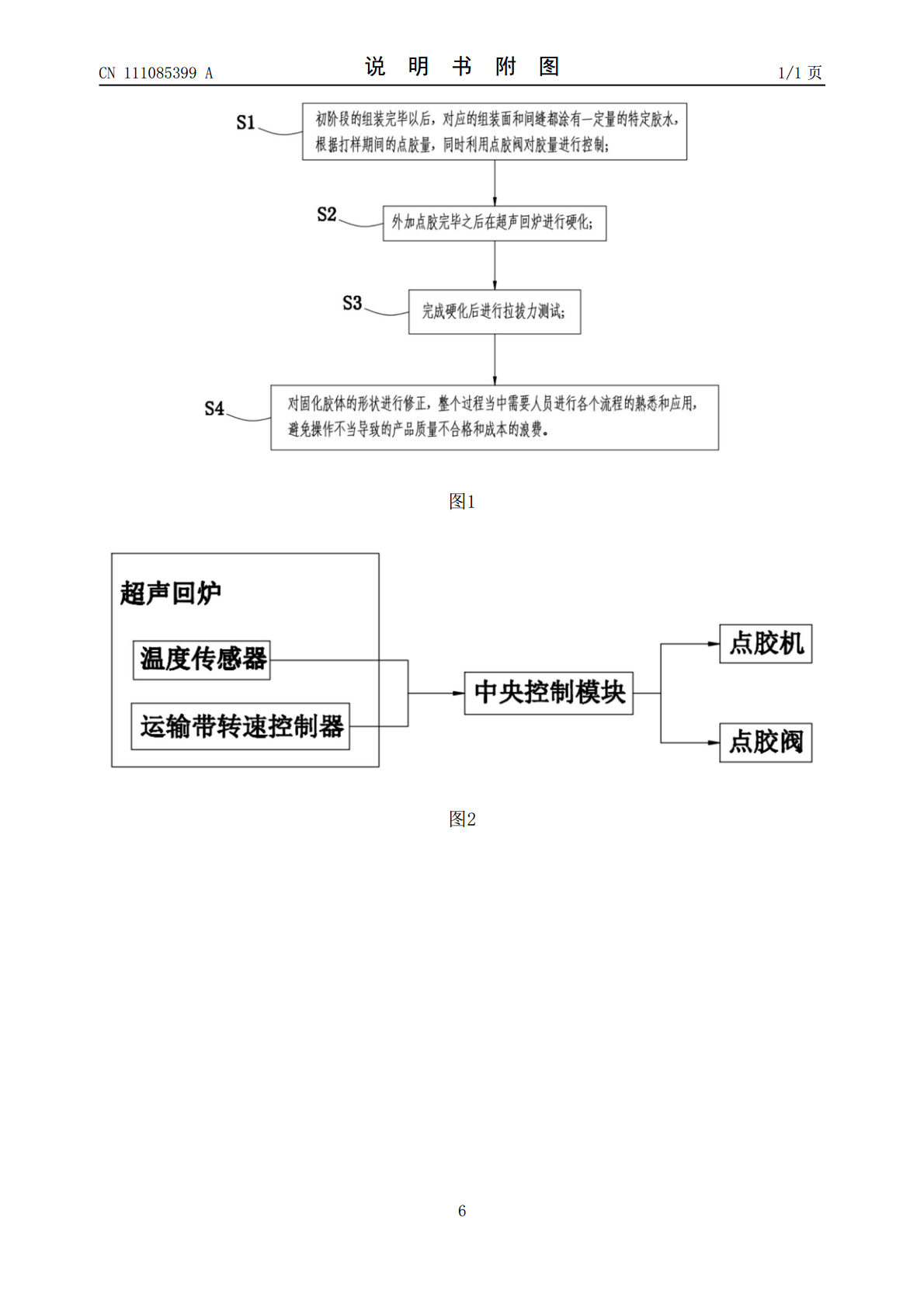
本发明公开了一种显示屏组装点胶方法,具体包括以下步骤:S1、初阶段的组装完毕以后,对应的组装面和间缝都涂有一定量的特定胶水,根据打样期间的点胶量,同时利用点胶阀对胶量进行控制;S2、外加点胶完毕之后在超声回炉进行硬化;S3、完成硬化后进行拉拔力测试;S4、对固化胶体的形状进行修正,整个过程当中需要人员进行各个流程的熟悉和应用,避免操作不当导致的产品质量不合格和成本的浪费。本发明通过打样期间对显示屏组装面的打胶试验,确定了正式投产打胶时的打胶量、硬化温度、硬化时间等技术参数,这样有利于提高正式投产打胶的效率
镜片组装点胶设备及其点胶方法.pdf
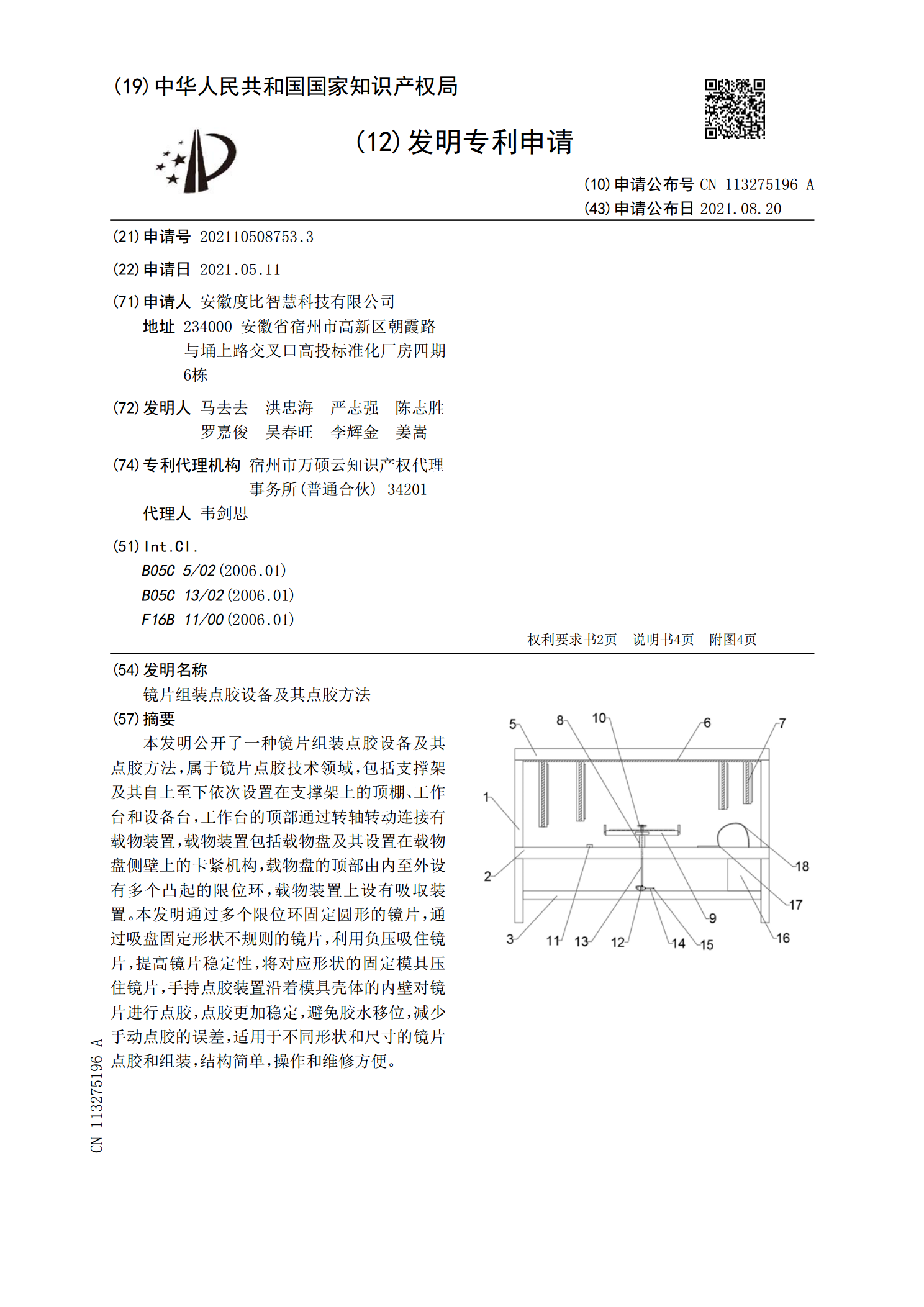
本发明公开了一种镜片组装点胶设备及其点胶方法,属于镜片点胶技术领域,包括支撑架及其自上至下依次设置在支撑架上的顶棚、工作台和设备台,工作台的顶部通过转轴转动连接有载物装置,载物装置包括载物盘及其设置在载物盘侧壁上的卡紧机构,载物盘的顶部由内至外设有多个凸起的限位环,载物装置上设有吸取装置。本发明通过多个限位环固定圆形的镜片,通过吸盘固定形状不规则的镜片,利用负压吸住镜片,提高镜片稳定性,将对应形状的固定模具压住镜片,手持点胶装置沿着模具壳体的内壁对镜片进行点胶,点胶更加稳定,避免胶水移位,减少手动点胶的误

点胶控制方法及其系统.pdf
本发明公开了一种点胶控制方法及其系统,适用于自动点胶装置,通过对工件及点胶机构的控制,实现了对工件进行自动化流水线的点胶作业,不仅能有效提高工作点胶的作业效率,且确保工件点胶成品的质量品质。并且通过在点胶作业完成后,控制点胶机构到达点胶工位进行刮胶作业以刮除点胶机构的出胶口处的残留胶,避免残留胶凝固影响下次点胶作业,确保作业环境洁净,同时通过在刮胶作业完成后,控制点胶机构到达封胶工位进行封胶作业以对点胶机构出胶口的开口表面的胶水进行密封,避免出胶口的开口表面的胶水凝固影响下次点胶作业的出胶效率和出胶质量,
自动组装点胶工艺.pdf
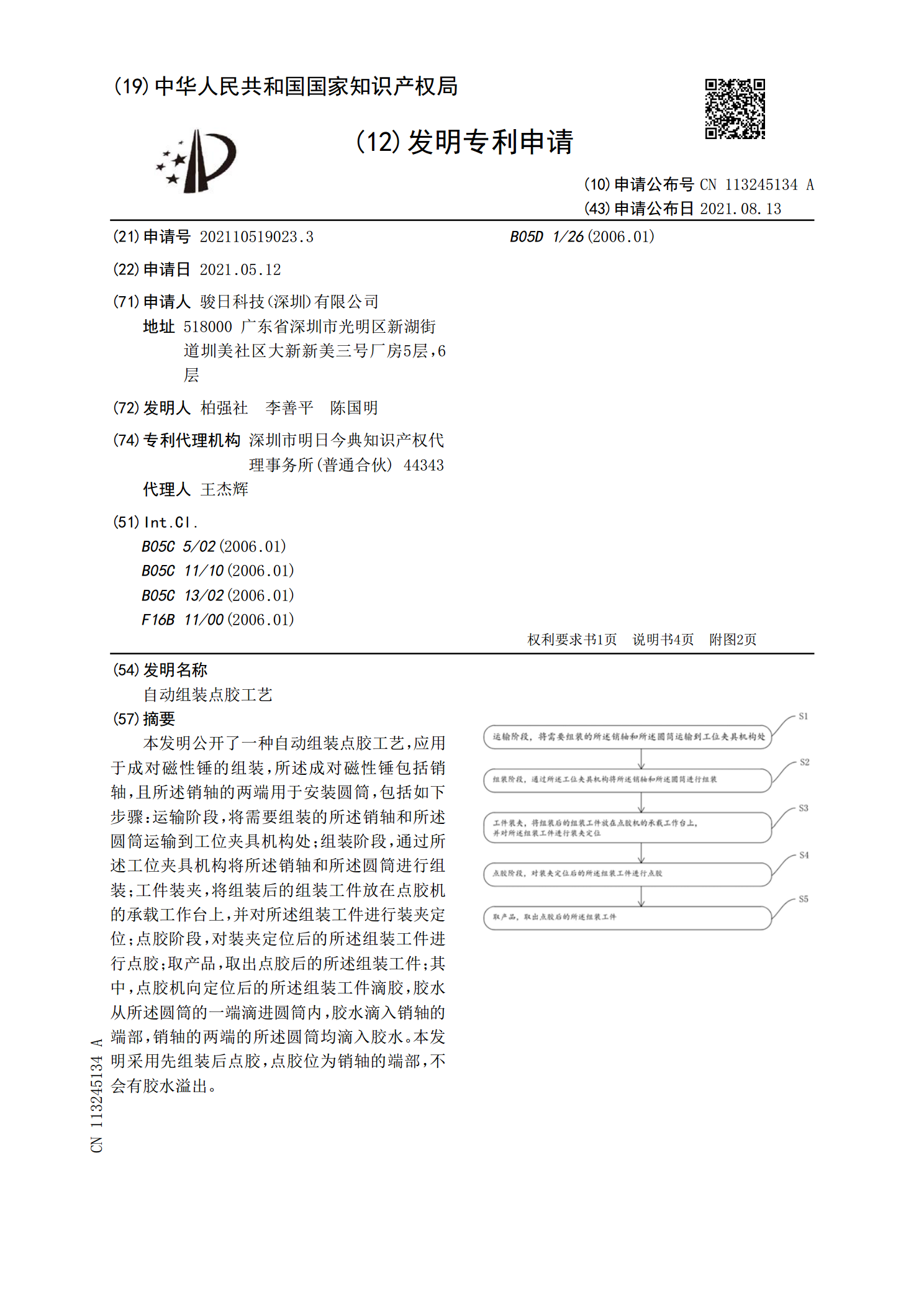
本发明公开了一种自动组装点胶工艺,应用于成对磁性锤的组装,所述成对磁性锤包括销轴,且所述销轴的两端用于安装圆筒,包括如下步骤:运输阶段,将需要组装的所述销轴和所述圆筒运输到工位夹具机构处;组装阶段,通过所述工位夹具机构将所述销轴和所述圆筒进行组装;工件装夹,将组装后的组装工件放在点胶机的承载工作台上,并对所述组装工件进行装夹定位;点胶阶段,对装夹定位后的所述组装工件进行点胶;取产品,取出点胶后的所述组装工件;其中,点胶机向定位后的所述组装工件滴胶,胶水从所述圆筒的一端滴进圆筒内,胶水滴入销轴的端部,销轴的
多工位点胶系统及其方法.pdf
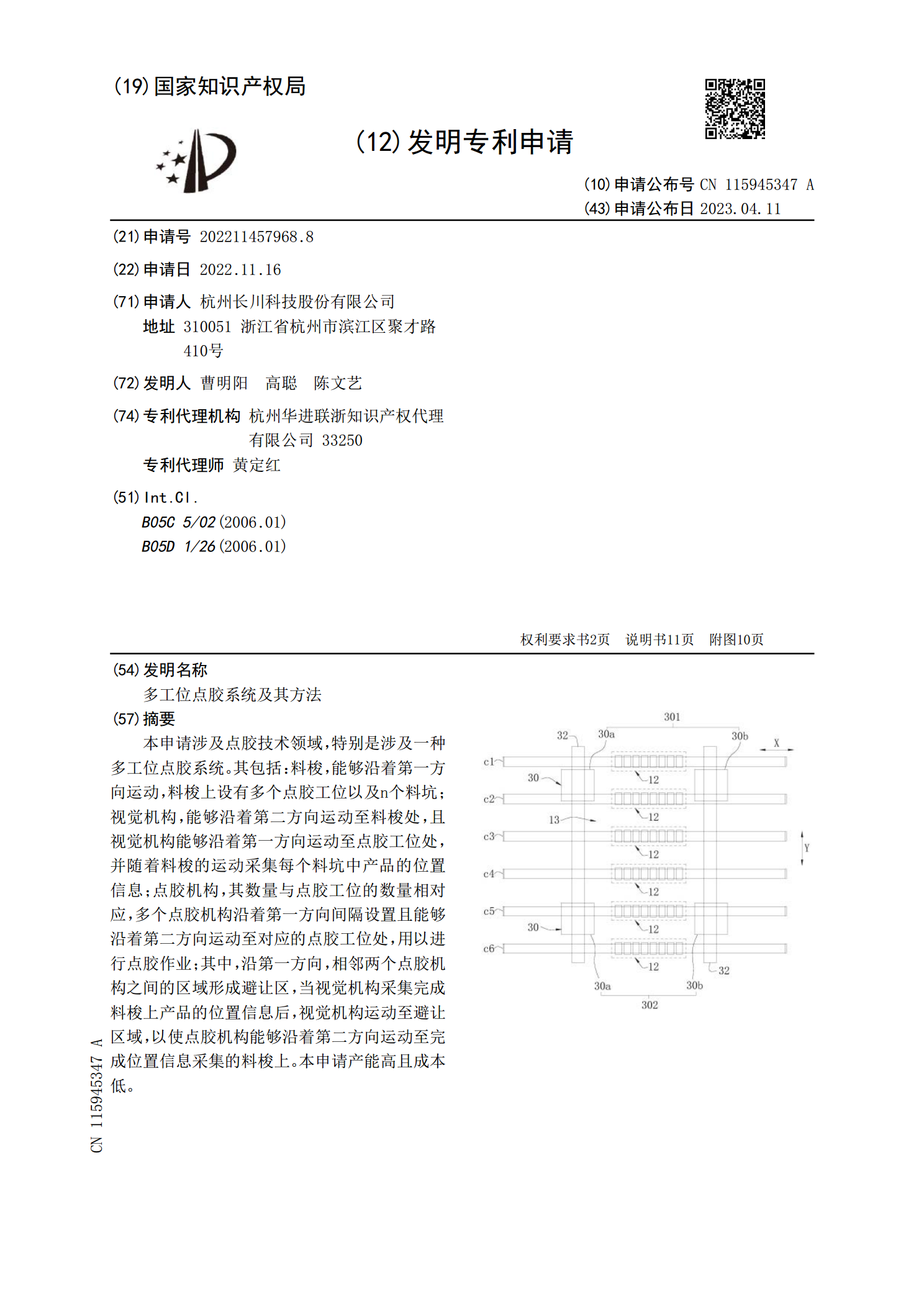
本申请涉及点胶技术领域,特别是涉及一种多工位点胶系统。其包括:料梭,能够沿着第一方向运动,料梭上设有多个点胶工位以及n个料坑;视觉机构,能够沿着第二方向运动至料梭处,且视觉机构能够沿着第一方向运动至点胶工位处,并随着料梭的运动采集每个料坑中产品的位置信息;点胶机构,其数量与点胶工位的数量相对应,多个点胶机构沿着第一方向间隔设置且能够沿着第二方向运动至对应的点胶工位处,用以进行点胶作业;其中,沿第一方向,相邻两个点胶机构之间的区域形成避让区,当视觉机构采集完成料梭上产品的位置信息后,视觉机构运动至避让区域,