
一种减薄双面光电池极耳用铝箔材料的制备方法.pdf

梅雪****67

1/6
2/6
3/6
4/6
5/6

6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种减薄双面光电池极耳用铝箔材料的制备方法.pdf
本发明公开了一种减薄双面光电池极耳用铝箔材料的制备方法,包括步骤:按配比称量合金原料;将各原料加入熔炼炉中熔炼,注入除气装置消除熔体中的氢,随后进入铸轧区铸轧,获得厚度为6.5‑8.5mm的铸轧卷;转至冷轧机开坯,轧制三个道次,获得厚度为3.0‑4.5mm的铝卷半成品,在退火炉中进行热处理;冷轧制到厚度为0.2‑0.3mm,转到铝箔精轧机轧制到厚度为0.08‑0.1mm的铝卷成品;转至拉矫清洗;分切,退火,即可获得减薄双面光电池极耳用铝箔材料。本发明采用绿色短流程铸轧‑冷轧工艺流程,所制备的铝箔材料厚度比
一种双面光铝箔的制备方法.pdf
本发明公开了一种双面光铝箔的制备方法,包括(1)铸轧:将铝合金材料和铝锭投入熔化炉中进行融化,经静置炉静置后,将熔融液进行过滤,经铸轧机多次铸轧后得到铸轧板;(2)冷轧:将铸轧板冷却至室温,经过冷压机进行多次冷压,然后进行多次退火处理后得到铝箔毛料;(3)铝箔工序:铝箔毛料经五道次轧制工序后得到成品铝箔,第一至第三道次为粗轧,得到的铝箔厚度为0.03mm,第四道次为中轧,得到的铝箔厚度为0.014mm,第五道次为精轧得到厚度0.009mm的铝箔。本方法对铝箔轧制工序的压下道次分配进行了重新的调整,适当提高

一种极耳制备方法.pdf
本发明属于电池生产技术领域,尤其涉及一种极耳制备方法,包括以下步骤:1)放卷出若干条金属带,将若干条所述金属带进行定位,使得相邻两条所述金属带之间留有间隙;2)将大片极耳胶对称贴设于若干条所述金属带的两面,使得所述大片极耳胶与若干条所述金属带固定在一起;3)对所述大片极耳胶中未覆盖所述金属带的区域进行压合处理,使得两面所述大片极耳胶粘接在一起;4)对未覆盖所述金属带的所述大片极耳胶进行激光分切,得到若干个具有极耳胶的极耳。相比于现有技术,本发明的制备方法提高了分切精准度,提高了产品良率。
一种电池极耳用涂胶及其制备方法、多极耳电芯.pdf
本发明提供了一种电池极耳用涂胶及其制备方法、多极耳电芯,按重量百分比计,采用65~70%吸光碳材、8~15%聚烯烃材料、8~10%石油树脂、9~12%导电剂混合制成,通过在极耳的焊接端面涂覆本发明的涂胶,可有效提升极耳吸收光的能力,由此解决了多极耳与集流盘激光焊接过程中极耳焊接吸收率差的问题,从而大大改善了多极耳与集流盘间的漏焊问题,有效提升了两者间的连接可靠性,进而提升了电池的安全性能。
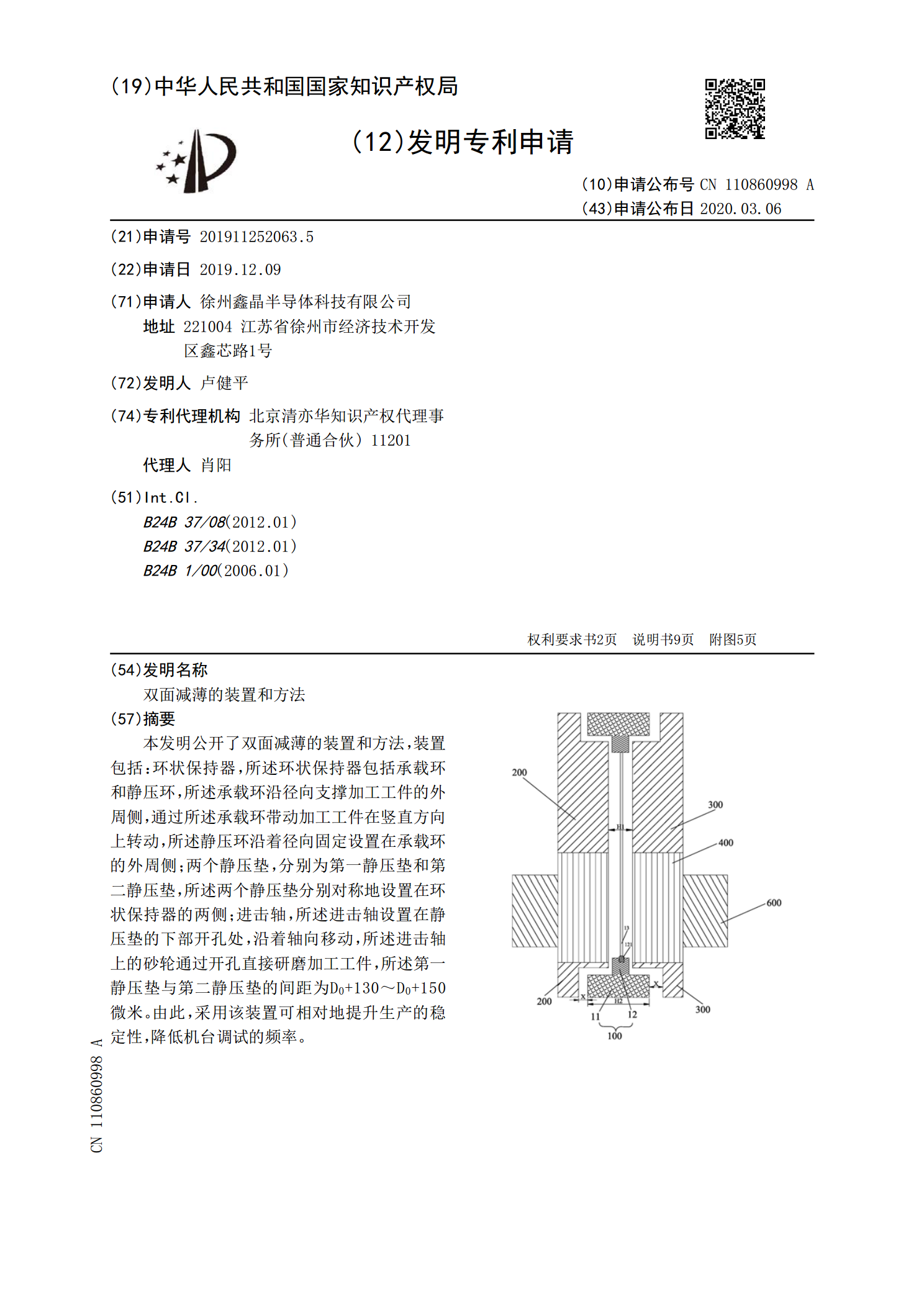
双面减薄的装置和方法.pdf
本发明公开了双面减薄的装置和方法,装置包括:环状保持器,所述环状保持器包括承载环和静压环,所述承载环沿径向支撑加工工件的外周侧,通过所述承载环带动加工工件在竖直方向上转动,所述静压环沿着径向固定设置在承载环的外周侧;两个静压垫,分别为第一静压垫和第二静压垫,所述两个静压垫分别对称地设置在环状保持器的两侧;进击轴,所述进击轴设置在静压垫的下部开孔处,沿着轴向移动,所述进击轴上的砂轮通过开孔直接研磨加工工件,所述第一静压垫与第二静压垫的间距为D