
一种抗延迟断裂高强度螺栓热处理方法.pdf

明钰****甜甜

1/5

2/5
3/5

4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种抗延迟断裂高强度螺栓热处理方法.pdf
本发明公开了一种抗延迟断裂高强度螺栓热处理方法,包括如下步骤:将工件置于正火炉中,从室温升至500‑550℃,保温1‑5min;继续升温至1000‑1100℃,保温20‑50s;将S1处理后工件置于淬火炉a中,快速降温至400‑450℃,保温20‑40min;然后置于淬火炉b中,快速降温至200‑240℃;将S2处理后工件置于回火炉中,升温至600‑650℃,保温10‑20min,空冷至室温。经过上述热处理工艺后,所得高强度螺栓的抗拉强度可达1340N/mm

一种热锻耐候抗延迟断裂高强度螺栓成型工艺.pdf
本发明公开了一种热锻耐候抗延迟断裂高强度螺栓成型工艺,包括如下步骤:(1)准备直条料,断料后经过传输带送入料斗内,经阶梯自动上料装置提升并有序排列,送达链条输送带,到达转换方向停留点,经由气缸推送至超音频感应加热器装置中加热,其中超音频感应加热器装置通过自动温控装置将温度控制为800‑900℃,保温时间为3‑5s,频率为220‑250kHz,然后放入锻压模具中热锻成型得到坯料;(2)将坯料进行退火处理,接着依次经过碱洗、水洗、酸洗、水洗、磷化、水洗,最后在表面磷化处理,得到热锻热锻耐候抗延迟断裂高强度螺栓
一种抗延迟断裂超高强度钢板的生产方法.pdf
一种抗延迟断裂超高强度钢板的生产方法,钢的生产工艺路线为铁水预处理→转炉冶炼→LF炉外精炼→VD真空处理→连铸→加热→轧制→淬火→回火→精整→性能检验→探伤,其特征在于:钢的化学组成百分含量为:C=0.14~0.20,Si=0.15~0.35,Mn=1.0~1.50,P≤0.015,S≤0.003,Nb=0.020~0.040,V=0.040~0.070,Ti=0.010~0.025,Als=0.020~0.045,Cr=0.10~0.60,Mo=0.30~0.70,Ni=0.20~0.50,B=0.00
一种超高强度耐延迟断裂螺栓用钢的生产方法.pdf
一种超高强度耐延迟断裂螺栓用钢的生产方法,钢的化学组成重量百分比为C=0.38~0.42,Si=0.17~0.25,Mn=0.60~0.70,P≤0.010,S≤0.005,Cr=0.95~1.05,Mo=0.55~0.62,V=0.28~0.34,Al=0.010~0.020,其余为Fe和不可避免的杂质,工艺步骤按转炉—LF+VD精炼—连铸—修磨—轧制工艺流程进行。根据合金元素对材料性能、微观组织的影响,结合现有设备和工艺条件,采用低比水量高拉速、铸坯高温入坑缓冷、低温轧制、延迟冷却开发出了超高强度耐延
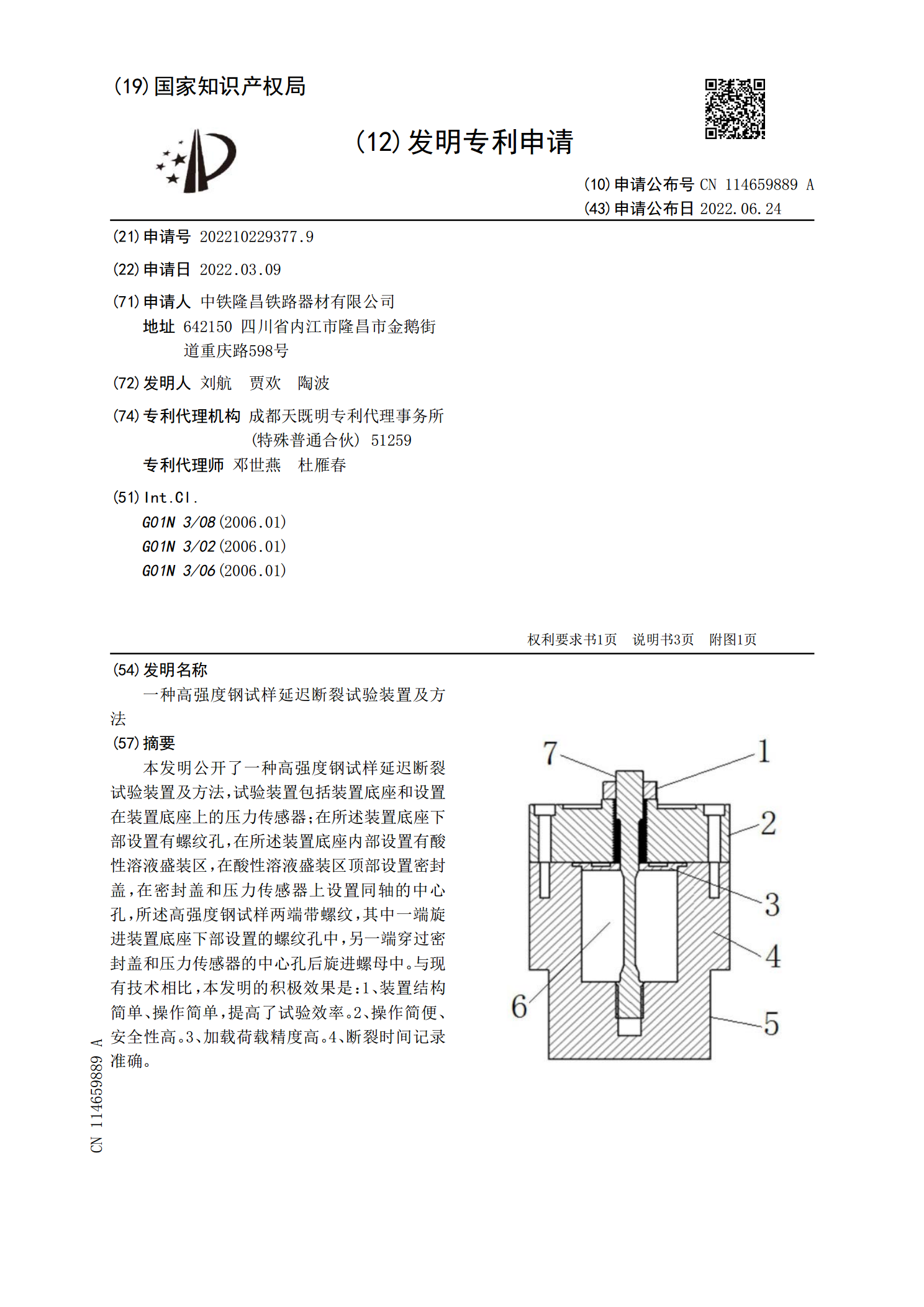
一种高强度钢试样延迟断裂试验装置及方法.pdf
本发明公开了一种高强度钢试样延迟断裂试验装置及方法,试验装置包括装置底座和设置在装置底座上的压力传感器;在所述装置底座下部设置有螺纹孔,在所述装置底座内部设置有酸性溶液盛装区,在酸性溶液盛装区顶部设置密封盖,在密封盖和压力传感器上设置同轴的中心孔,所述高强度钢试样两端带螺纹,其中一端旋进装置底座下部设置的螺纹孔中,另一端穿过密封盖和压力传感器的中心孔后旋进螺母中。与现有技术相比,本发明的积极效果是:1、装置结构简单、操作简单,提高了试验效率。2、操作简便、安全性高。3、加载荷载精度高。4、断裂时间记录准确