
一种钒氮合金的制备方法.pdf

雨巷****彦峰

1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共11页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高氮钒氮合金的制备方法.pdf
本发明公开了一种高氮钒氮合金的制备方法,包括以下步骤,S1、根据设计标准,对片钒、氮化硅、氮化铝、鳞片石墨进行称取,对片钒、氮化硅、氮化铝进行磨粉处理,研磨细度为100‑400目,对鳞片石墨进行磨粉处理,研磨细度为120‑230目,将片钒、氮化硅、氮化铝磨粉料和鳞片石墨磨粉料倒入容器内进行混合处理,得到原料,S2、对三氧化二钒、钼铁粉、雾化纯铜粉进行称取,本发明的有益效果是:通过加入了增氮剂,实现了氮化硅铁对合金的增氮处理,使加工工艺更稳定,通过加入了氧化铁,实现了氧化铁对合金冶炼的效率进行提高,通过加入
一种钒氮合金的制备方法.pdf
本发明提出了一种钒氮合金的制备方法,步骤如下:将氧化钒、石墨粉和催化剂混合均匀,将混合料压制成球状或椭圆状生料;随后,将生料的置入充满氮气的烧结炉中进行烧结,烧结结束后即得产品;所述催化剂为铁粉;所述的烧结炉的烧结工艺为:温度6小时升到最高温度1300~1500℃;所述的氧化钒为五氧化二钒、四氧化二钒、三氧化二钒中的至少一种。
一种钒氮合金的制备方法.pdf
本发明涉及钒冶金技术领域,公开了一种钒氮合金的制备方法。该方法包括:(1)将钒氧化物、石墨粉、钒铁合金粉按照质量比为1:(0.16~0.25):(0.01~0.02)的比例混合均匀,得到混合料,混合料加水混合后压成料块;(2)将料块装入坩埚并推入煅烧窑中干燥至水分含量为0~0.3重量%,得到干燥料块,将干燥料块在400~850℃氢气气氛和氮气气氛中煅烧2~4h,得到预还原料块,将预还原料块在1100~1350℃氮气气氛中煅烧3~5h,冷却后得到钒氮合金。该方法采用碳氢复合还原氮化、钒铁合金粉催化技术,加快
一种钒氮合金的制备方法.pdf
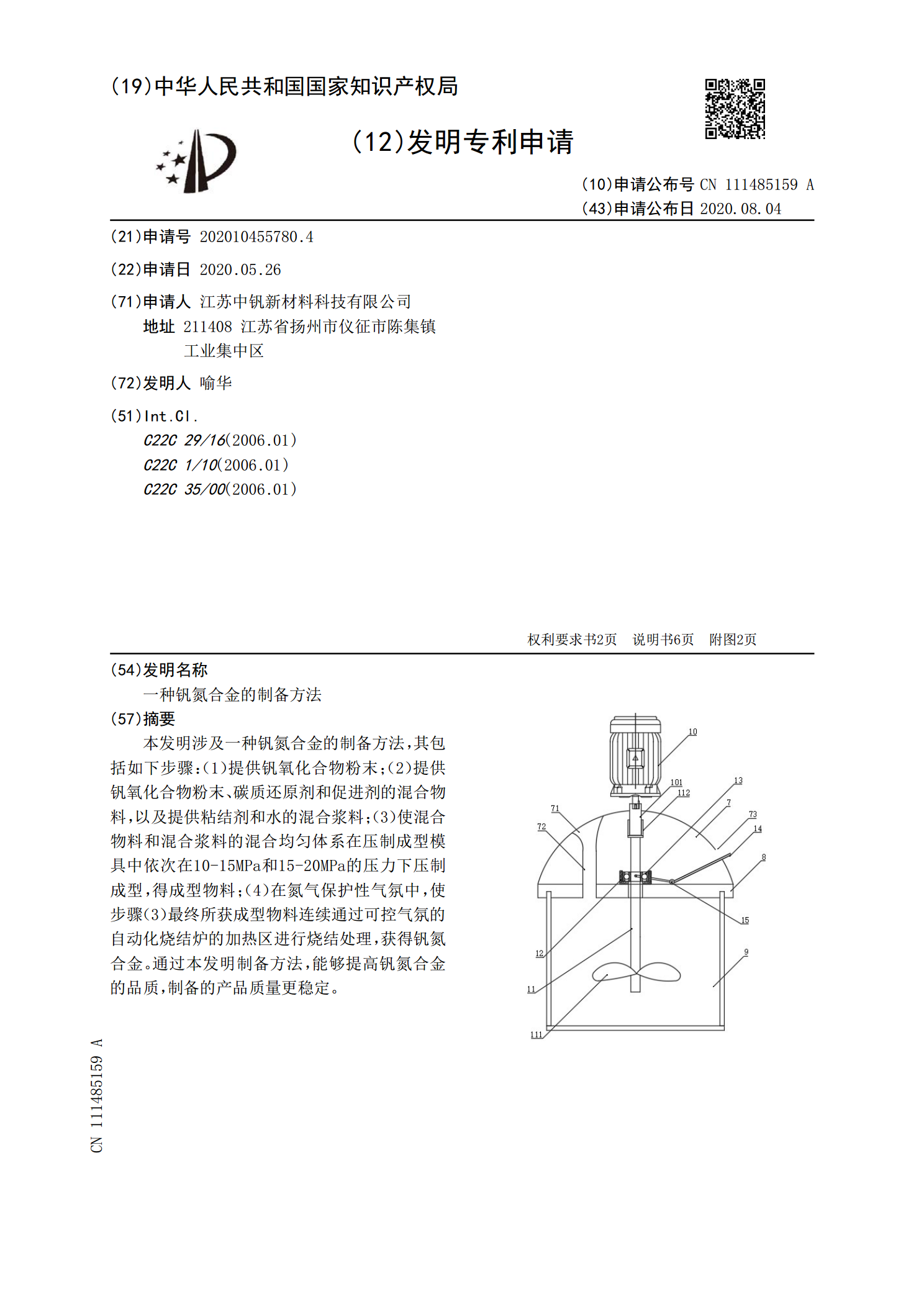
本发明涉及一种钒氮合金的制备方法,其包括如下步骤:(1)提供钒氧化合物粉末;(2)提供钒氧化合物粉末、碳质还原剂和促进剂的混合物料,以及提供粘结剂和水的混合浆料;(3)使混合物料和混合浆料的混合均匀体系在压制成型模具中依次在10‑15MPa和15‑20MPa的压力下压制成型,得成型物料;(4)在氮气保护性气氛中,使步骤(3)最终所获成型物料连续通过可控气氛的自动化烧结炉的加热区进行烧结处理,获得钒氮合金。通过本发明制备方法,能够提高钒氮合金的品质,制备的产品质量更稳定。
一种利用碳氮氧钒制备钒氮合金的方法.pdf
一种利用碳氮氧钒制备钒氮合金的方法,将碳氮氧钒或碳氮氧钒与钒氧化合物的混合物,与固体还原剂均匀混合成型后放入反应器中,碳氮氧钒或碳氮氧钒与钒氧化合物的混合物与固体还原剂的质量比为8:1-3:1,在氮气保护气氛下,电加热于1350-1550℃下反应6-10小时,在冷却装置中冷却到120℃下出炉。本发明依据我公司专利产品碳氮氧钒,利用碳氮氧钒生产钒氮合金,该发明工艺简单易行,可操作性强,节能降耗,投资较少,能大幅提高钒氮合金产品单窑的生产能力。得到的钒氮合金产品较直接用钒氧化合物制得的钒氮合金品质更好,同等条