
一种双暗面铝箔及其制备方法与应用.pdf

书生****35

1/6

2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种双暗面铝箔及其制备方法与应用.pdf
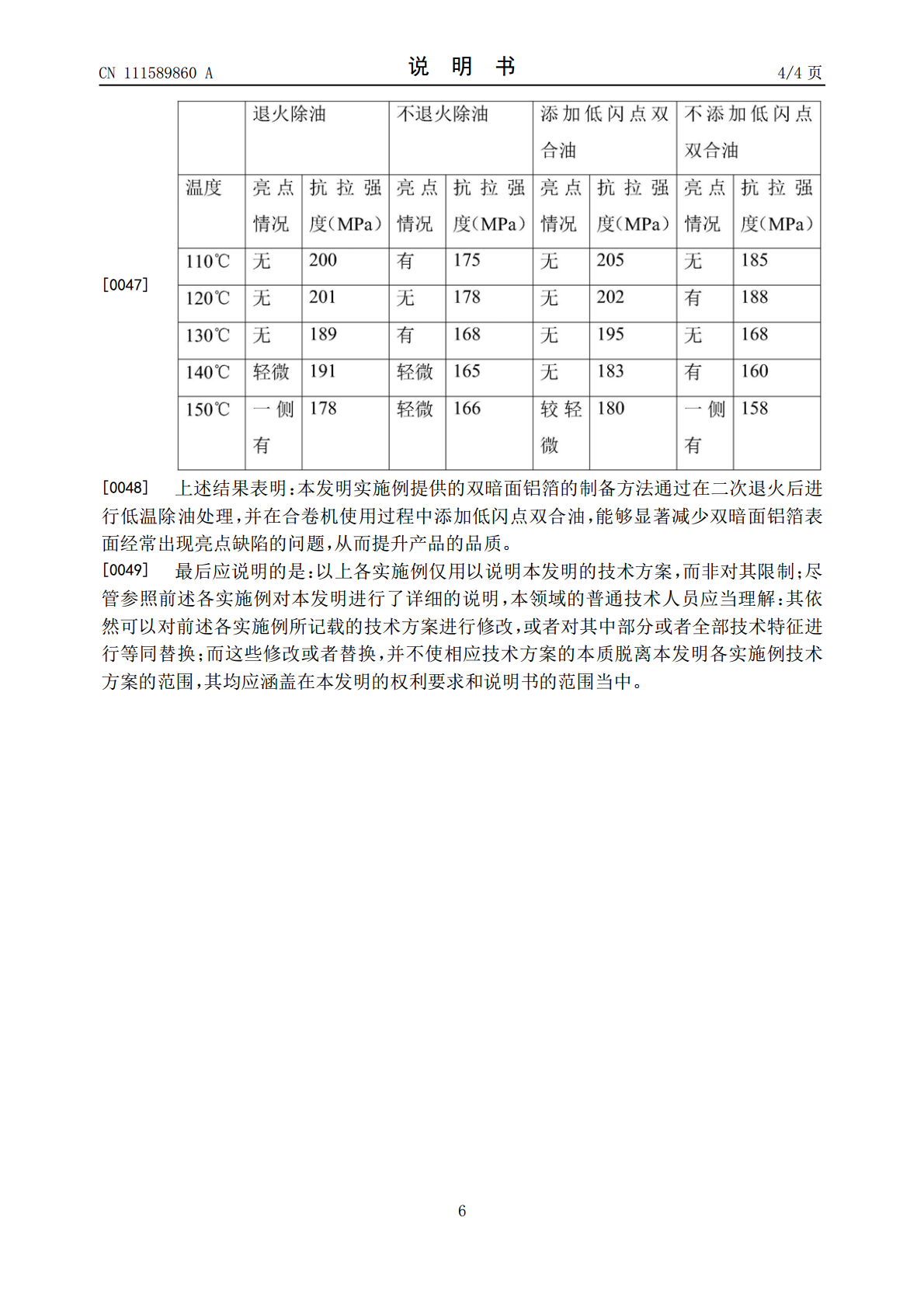
本发明实施例公开了一种双暗面铝箔及其制备方法与应用,所述制备方法包括步骤一、将铝熔体化成铝液,铝液通过流槽进入铸轧机中,制得板坯,备用;步骤二、将板坯放入冷轧机中再次轧制,之后送入退火炉内,退火结束后在冷轧机内冷轧,再次送入退火炉内退火,然后进行低温除油处理,制得铝箔毛料;步骤三、将3—6层以上的铝箔毛料放在合卷机上进行双合,制得所述双暗面铝箔。本申请的制备方法通过在二次退火后进行低温除油处理,并在合卷机使用过程中添加低闪点双合油,能够显著减少双暗面铝箔表面经常出现亮点缺陷的问题;且通过本发明方法制备的双
铝箔及其制备方法.pdf
本发明提出了铝箔及其制备方法。其中,制备铝箔的方法包括:(1)将铝锭、铁剂和Al-Si合金在熔炼炉中融化和精炼,然后将铝液进行氮气底吹精炼并静置;(2)向经过精炼的铝液中添加Al-Ti-B丝,然后铸轧成厚度为6.0mm的铸轧坯料;(3)冷轧;(4)均匀退火;(5)冷轧;(6)再结晶退火;(7)系列冷轧;(8)系列中轧;(9)进行表面退火和合卷;(10)成品轧制,得到厚度为2*0.004/0.0045mm的双层铝箔成品;(11)分卷,得到厚度为0.004/0.0045mm的铝箔成品。利用本发明的方法,能够有
超薄双零铝箔的制备方法及双零铝箔.pdf
本发明公开了一种超薄双零铝箔的制备方法及双零铝箔,包括以下步骤:将铝锭、液体料及二次回收废铝片按比例混合放入熔炼炉中制备出铝液,其中,以铝锭、液体料及二次回收废铝片的总重量为100重量份计,所述铝锭的含量为40重量份,所述液体料的含量为55重量份,所述二次回收废铝片的含量为5重量份;对所述铝液进行精炼、除气、除渣处理;将所述铝液铸轧形成第一铝板,所述第一铝板的厚度范围为3mm~4mm;对所述第一铝板进行冷轧,以形成厚度范围为0.25mm~0.35mm的第二铝板;对所述第二铝板进行多个道次轧制形成厚度0.0
一种NCVM面漆及其制备方法与应用.pdf
本发明涉及一种NCVM面漆及其制备方法与应用,属于涂料技术领域;该面漆包括以下重量份数的制备原料:10份~20份热塑型丙烯酸树脂,10份~20份六官能聚氨酯丙烯酸树脂,10份~20份多官能反应单体,1份~5份绒毛粉,3份~5份光引发剂,0.05份~0.5份流平剂,20份~30份蜡浆,20份~30份稀释剂。本发明提供了一种在平面素材上做出闪光砂效果的NCVM面漆,解决了相关技术中NCVM工艺只能在砂面素材实现闪光砂效果,不能在平面素材上做出闪光砂效果的难题,而且本申请面漆的振动耐磨性能优异。
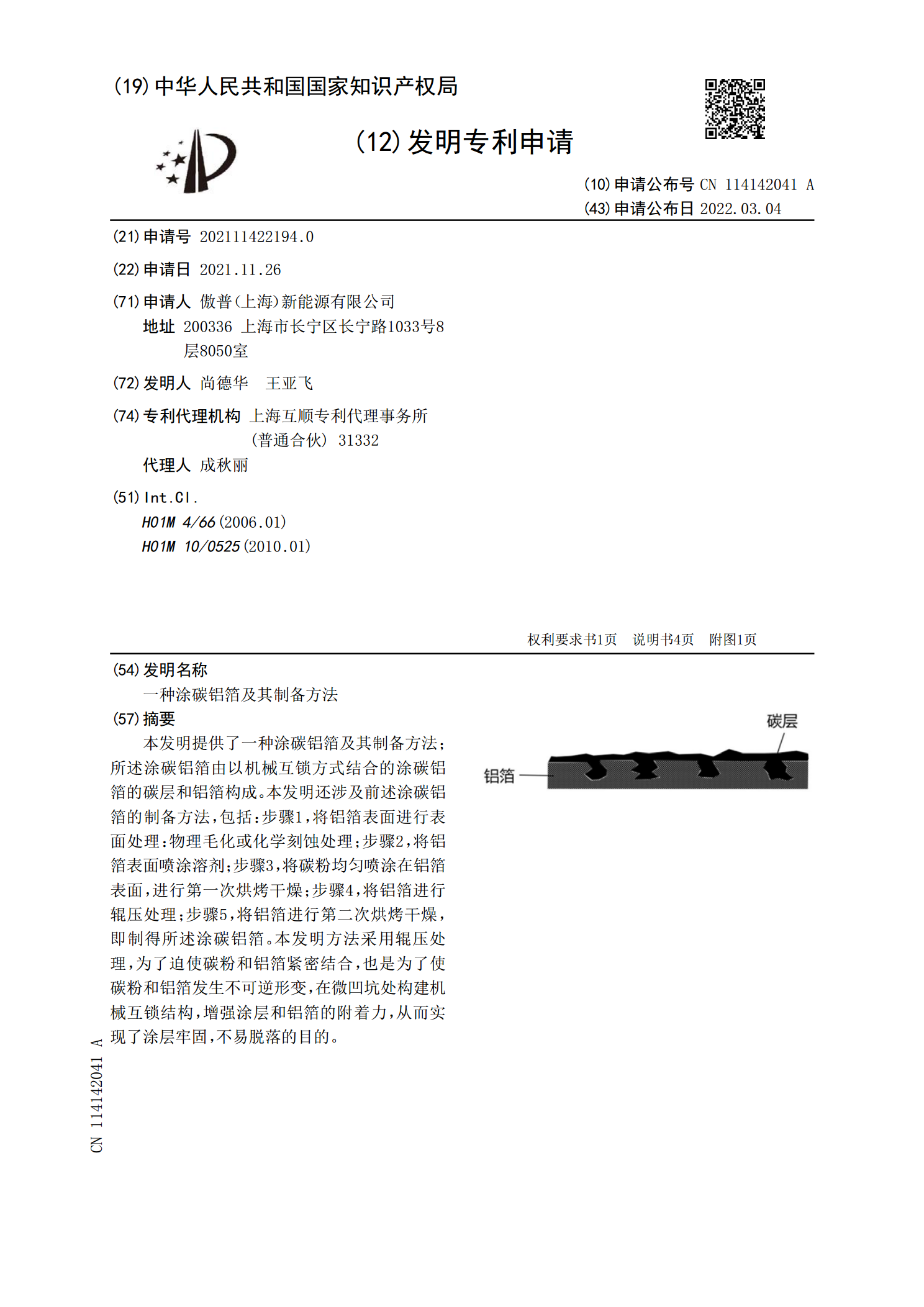
一种涂碳铝箔及其制备方法.pdf
本发明提供了一种涂碳铝箔及其制备方法;所述涂碳铝箔由以机械互锁方式结合的涂碳铝箔的碳层和铝箔构成。本发明还涉及前述涂碳铝箔的制备方法,包括:步骤1,将铝箔表面进行表面处理:物理毛化或化学刻蚀处理;步骤2,将铝箔表面喷涂溶剂;步骤3,将碳粉均匀喷涂在铝箔表面,进行第一次烘烤干燥;步骤4,将铝箔进行辊压处理;步骤5,将铝箔进行第二次烘烤干燥,即制得所述涂碳铝箔。本发明方法采用辊压处理,为了迫使碳粉和铝箔紧密结合,也是为了使碳粉和铝箔发生不可逆形变,在微凹坑处构建机械互锁结构,增强涂层和铝箔的附着力,从而实现了