
一种防止冷轧高强钢表面选择性氧化的退火方法.pdf

慧娇****文章

1/5
2/5
3/5
4/5
5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种防止冷轧高强钢表面选择性氧化的退火方法.pdf
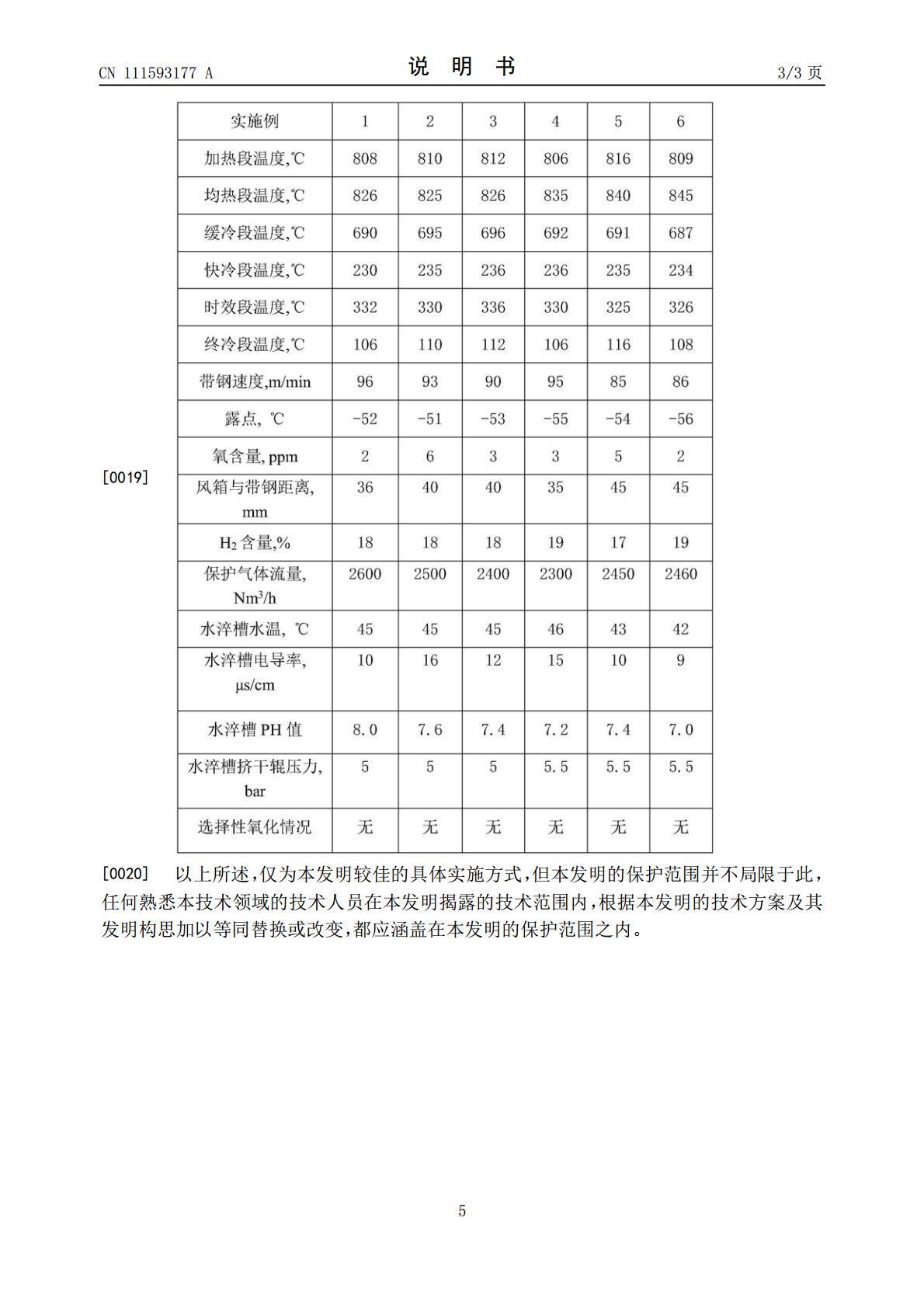
本发明涉及一种防止冷轧高强钢表面选择性氧化的退火方法,适用于980MPa级别以上的冷轧高强钢;所述冷轧高强钢的退火包括如下控制过程:(1)连退炉内各段退火温度及带钢速度控制;(2)连退炉内各段露点及氧含量控制;(3)快冷段控制;(4)水淬槽控制;本发明通过对连续退火炉内各段温度、露点及电导率等相关工艺参数的控制,有效防止冷轧高强钢表面选择性氧化。
一种防止汽车用冷轧高强钢板连续退火时表面氧化的方法.pdf
本发明涉及一种防止汽车用冷轧高强钢板连续退火时表面氧化的方法,包括:(1)控制连续退火炉内的退火气氛;(2)调整风机载荷;(3)连续退火炉内各段退火温度的控制;(4)钢板运行速度的控制;(5)露点的控制;(6)快冷段的控制;本发明通过优化连退炉内气氛、调整风机载荷、控制连退炉内各区域温度、露点等连退过程相关工艺参数,有效防止了汽车用冷轧高强钢在连退过程中钢板表面发生氧化,由冷轧高强钢表面氧化问题导致的钢卷封闭率率从8%降至0.3%以下。
一种外层氧化的冷轧无取向电工钢退火方法.pdf
本发明公开一种外层氧化的冷轧无取向电工钢退火方法,连续退火炉循环气体冷却器内为氮气循环,氧含量600~1000ppm;钢板离开循环冷却器的板温为200~450℃之间;循环冷却器的露点控制为40~-40℃;均热炉露点60~-60℃。该产品表层氧化具有良好的绝缘性和冲片性;减薄绝缘层厚度实现节约涂层液的目的;实现了短流程生产表面带有氧化层的硅钢;可以直接生产出发蓝硅钢。
一种冷轧连续退火工序双相钢氧化色控制方法.pdf
本发明涉及一种冷轧连续退火工序双相钢氧化色控制方法,包括以下步骤:对双相钢进行清洗;在清洗过程中,降低双相钢的入口冲套速度;将清洗后的双相钢送入退火炉进行退火处理;退火炉包括:加热段、均热段、缓冷段、快冷段、过时效段及终冷段,加热段的初始温度设定值低于目标值5℃~10℃;终冷段的温度控制在100℃~130℃;将退火后的双相钢进行水淬;水淬过程中循环水的电导率小于20±10μS/cm,PH值8±0.3,水温小于45℃;将水淬后的双相钢进行平整,获得双相钢的成品。该双相钢氧化色控制方法使连续退火过程中双相钢表
一种冷轧高强汽车钢表面色差控制方法.pdf
本发明提供了一种冷轧高强汽车钢表面色差控制方法,涉及轧钢技术领域,在连退工艺中对连退炉区露点温度进行精准控制,减小炉内氛围中水蒸气含量,从而降低氧化性;同时提高连退炉区的氢气含量,以抑制氧气的产生,实现连退炉中水汽的氧化反应和还原反应的动态平衡,最大程度的避免锰、硅等合金元素发生氧化反应,有效控制高强汽车钢表面色差。针对改善后高强汽车钢表面色差部位进行涂装、焊接、冲压性能、涂漆附着力、防锈等方面的测试证明,本发明中的高强汽车钢表面色差控制方法,提高了冷轧汽车高强钢表面微观形貌,生产的高强汽车钢能够满足下游