
一种AA3003铝合金板材的连续铸材生产方法.pdf

星菱****23

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共14页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

一种AA3003铝合金板材的连续铸材生产方法.pdf
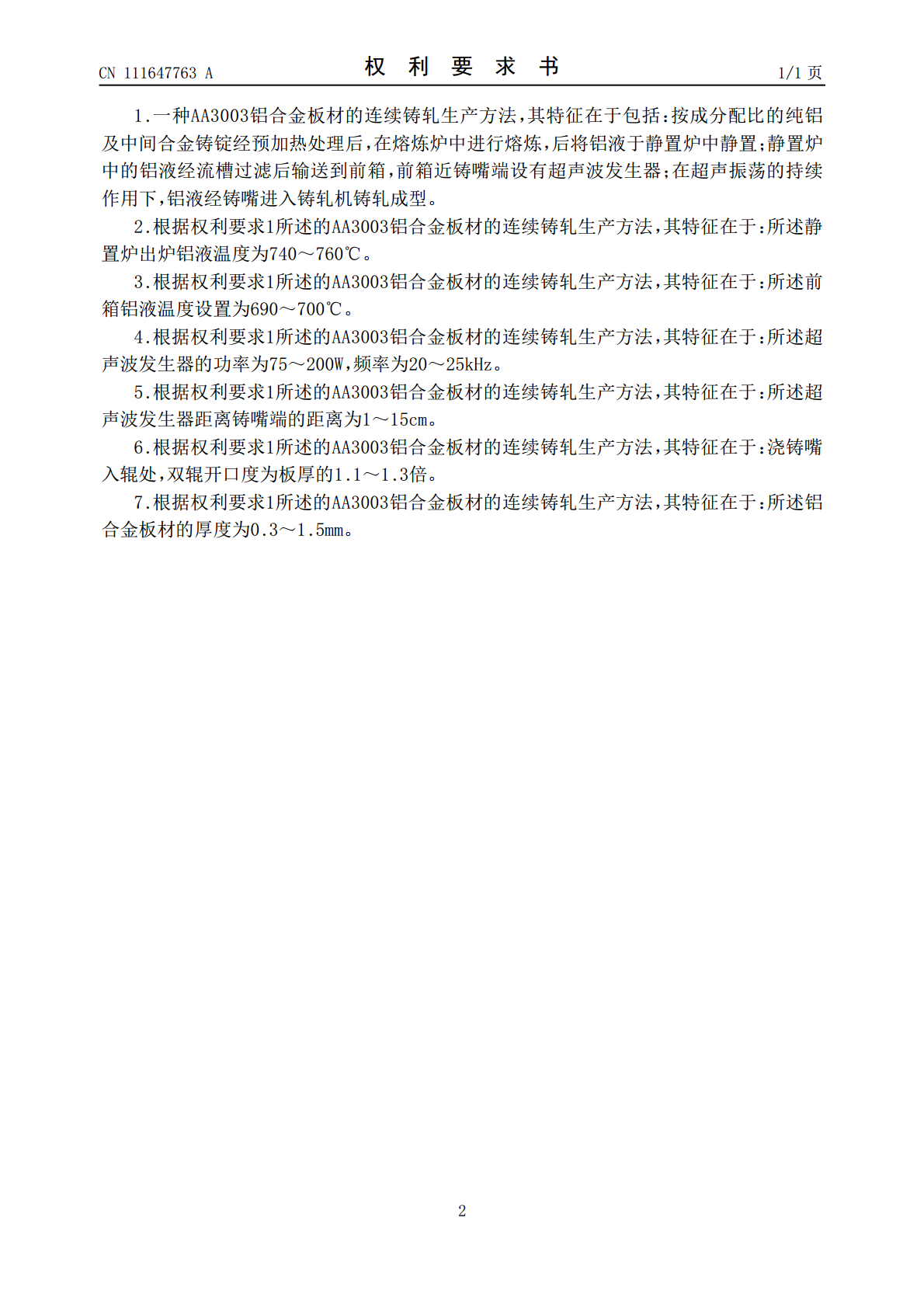
本发明公开了一种AA3003铝合金板材的连续铸轧生产方法,包括成分配比的纯铝及中间合金铸锭经预加热处理后,在熔炼炉中进行熔炼,后将铝液于静置炉中静置;静置炉中的铝液经流槽过滤后输送到前箱,前箱近铸嘴端设有超声波发生器;在超声振荡的持续作用下,铝液经铸嘴进入铸轧机铸轧成型。本发明的连续铸轧法生产的铝合金板材全板厚晶粒组织均匀且细小,以得到性能优良的成品铝合金板材。
蒸发器内壁铝合金箔材连续铸轧方法.pdf
本发明蒸发器内壁铝合金箔材连续铸轧方法涉及材料成型领域,具体涉及蒸发器内壁铝合金箔材连续铸轧方法,包括以下步骤:首先准备好所需的原料,原料中的废料使用纯铝,废料的总投入量≤35%,其中二级废料投入量≤30%,原铝锭≥65%,并将原料装入熔炼炉内熔化;对熔化后的原料进行搅拌、扒渣并调整原料成分;将扒渣后的原料在熔炼炉内进行精炼处理;将精炼处理后的原料再转入温保炉内进行二次精炼及静置处理;将二次精炼处理后的原料排入除气箱进行除气扒渣处理;本发明生产过程简单,能提高生产效率,且生产的最终箔材具有良好的成型性、焊
铸轧法生产3004铝合金带材的方法.pdf
本发明涉及一种铸轧法生产3004铝合金带材的方法,属于铝加工领域。该方法的步骤为:铸轧带坯→铸轧卷退火→冷轧至成品厚度→上拉弯矫清洗→成品退火→拉矫→分卷→检验包装入库;铸轧带坯是根据3004铝合金的化学成分冶炼铝合金熔体,然后铸轧成金属带坯;带坯规格7.0×(1250-1300)mm的铸轧辊参数配置:铸轧辊直径780-820mm,铸轧辊凸度0.15-0.30mm,铸轧辊缝5.0-5.3mm,铸轧辊粗糙0.6-0.7μm;铸轧工艺参数为:铸轧区长度50-55mm,浇铸温度690-700℃,铸轧速度0.6-
一种连续铸轧法生产3003D板材的方法以及3003D板材的应用.pdf
本发明涉及铝合金材料铸轧技术领域,公开了一种连续铸轧法生产3003D板材的方法以及3003D板材的应用。该方法包括:(1)将铝锭加入熔炼炉中熔化,并调整化学成分;(2)将合金液转入静置炉,静置、精炼、除气、过滤;(3)合金液由铸嘴进入铸轧机进行连续铸轧成板坯,其中轧辊辊径为845~855mm,铸轧区长度为40~50mm,铸轧速度为550~650mm/min,前箱温度为675~685℃;(4)将所述板坯通过导向辊传送至卷取机卷成卷材。本发明连续铸轧生产出的3003D与熔铸生产出的3003D金相组织相同,板材
铝合金板材的生产方法.pdf
本发明涉及金属材料加工技术领域,具体涉及铝合金板材的生产方法,包括:(一)固溶处理,首先将所述铝合金材料置于空气炉中,空气炉内温度为460~480℃,处理时间1~2小时;(二)过时效处理,温度280~320℃,时间40~48小时;(三)预热处理,预热温度390~410℃,预热时间10~15小时;本发明通过对过时效处理后的样品进行大压下量轧制变形,使在大尺寸第二相粒子周围形成强烈的变形区,在接下来的再结晶退火过程中,这些强应变区域便可能成为再结晶的形核位置,从而有效提高了产品成形性能。另外,本发明具有工艺简