
一种冷轧钢筋加工工艺.pdf

鸿朗****ka

1/4
2/4
3/4
4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种冷轧钢筋加工工艺.pdf
本发明公开了一种冷轧钢筋加工工艺,具体包括以下步骤:S1:在钢炉中的钢模中浇筑钢水,定型冷却后经热轧形成热轧钢筋;S2:将步骤S1得到的热轧钢筋除磷,引入轧机进行冷轧、冷扭;S3:将步骤S2中经过冷轧、冷扭后的钢筋,通过应力消除机消除冷轧应力;S4:将步骤S3中消除冷轧应力的钢筋进行除锈;S5:将步骤S4中除锈后的钢筋进行调直;通过对其进行应力消除冷轧过程中产生的内应力,提高成品的延伸率和抗拉强度,能够有效地缩短生产周期,降低生产成本,钢筋同一部位经过连续的多次喷砂工序完全克服了喷嘴将砂粒喷打在钢筋上,使
一种钢筋冷轧除磷-润滑系统及其冷轧工艺.pdf
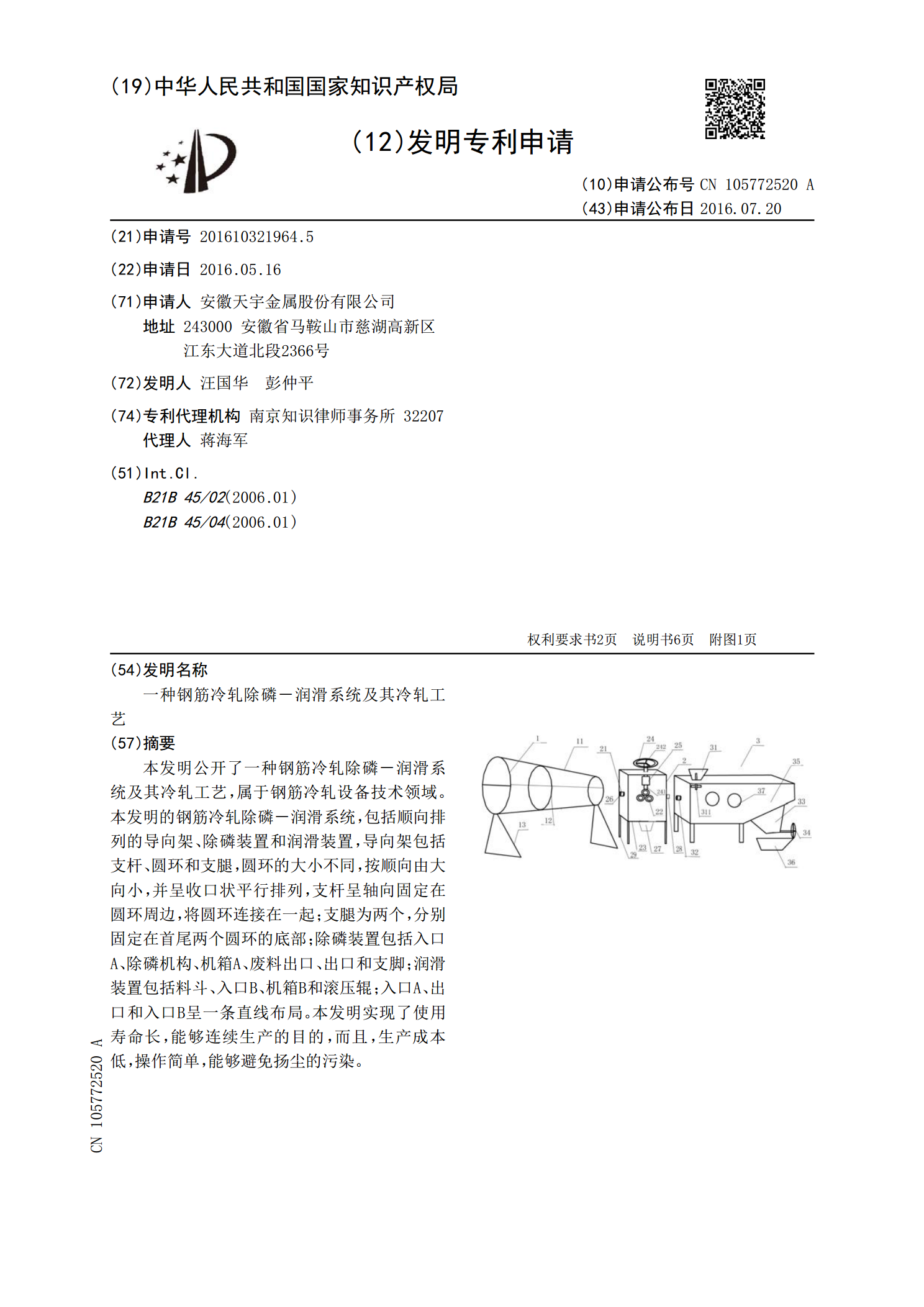
本发明公开了一种钢筋冷轧除磷-润滑系统及其冷轧工艺,属于钢筋冷轧设备技术领域。本发明的钢筋冷轧除磷-润滑系统,包括顺向排列的导向架、除磷装置和润滑装置,导向架包括支杆、圆环和支腿,圆环的大小不同,按顺向由大向小,并呈收口状平行排列,支杆呈轴向固定在圆环周边,将圆环连接在一起;支腿为两个,分别固定在首尾两个圆环的底部;除磷装置包括入口A、除磷机构、机箱A、废料出口、出口和支脚;润滑装置包括料斗、入口B、机箱B和滚压辊;入口A、出口和入口B呈一条直线布局。本发明实现了使用寿命长,能够连续生产的目的,而且,生产
一种钢带加工用冷轧机及冷轧工艺.pdf
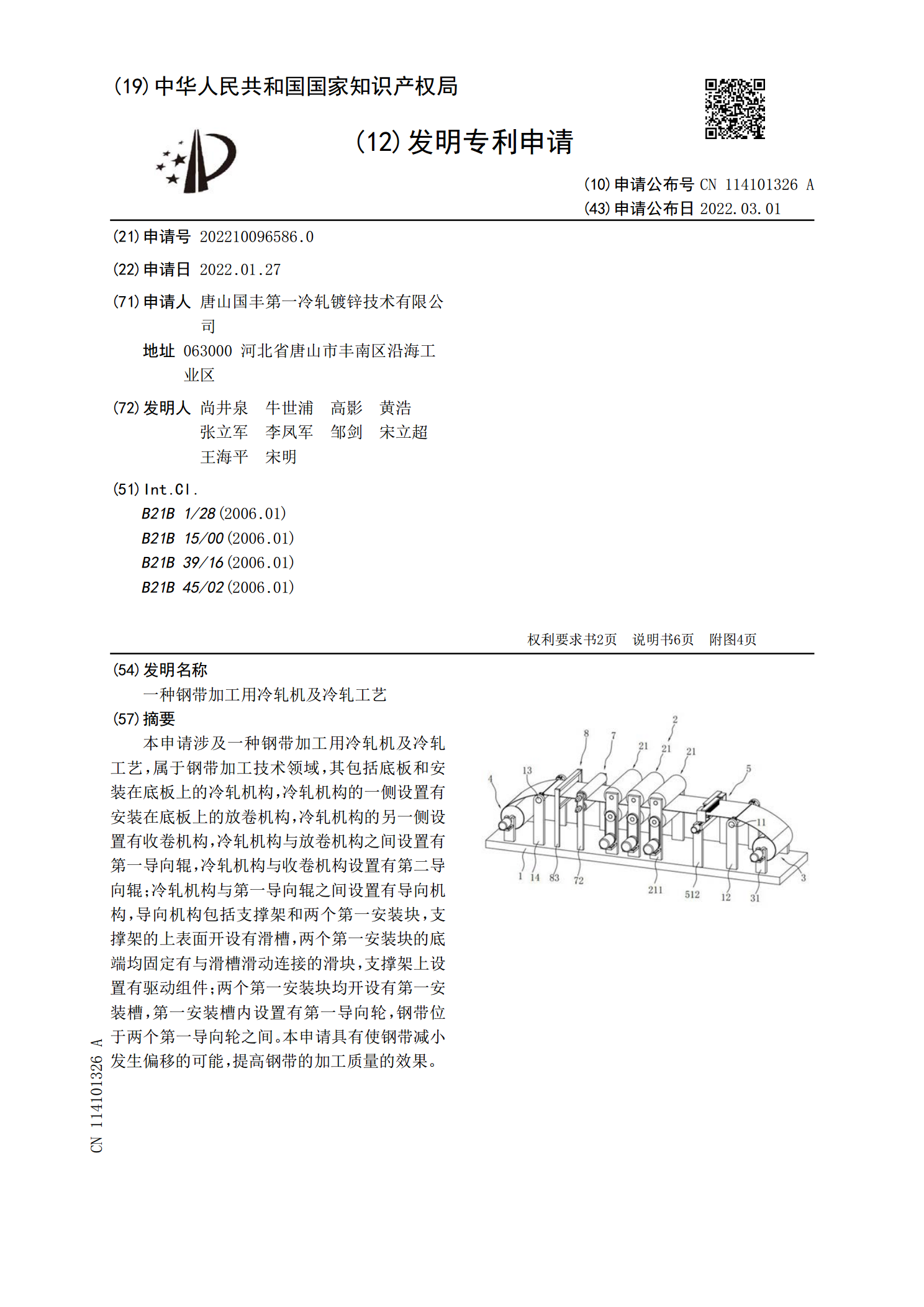
本申请涉及一种钢带加工用冷轧机及冷轧工艺,属于钢带加工技术领域,其包括底板和安装在底板上的冷轧机构,冷轧机构的一侧设置有安装在底板上的放卷机构,冷轧机构的另一侧设置有收卷机构,冷轧机构与放卷机构之间设置有第一导向辊,冷轧机构与收卷机构设置有第二导向辊;冷轧机构与第一导向辊之间设置有导向机构,导向机构包括支撑架和两个第一安装块,支撑架的上表面开设有滑槽,两个第一安装块的底端均固定有与滑槽滑动连接的滑块,支撑架上设置有驱动组件;两个第一安装块均开设有第一安装槽,第一安装槽内设置有第一导向轮,钢带位于两个第一导
一种冷轧轧辊的加工工艺.pdf
本发明公开了一种冷轧轧辊的加工工艺,所述冷轧轧辊是采用耐高温合金钢材料铸造而成的,并进热处理工艺获得,其加工工艺包括如下步骤:1)钢水冶炼;2)铸造;3)热处理:将铸造得到的轧辊铸件放入到正火炉内,正火升温至850‑900℃,保温1‑1.5h后出炉,快速进行水淬,然后再将所述轧辊铸件放入到回火炉内,回火升温至750‑800℃,保温0.5‑1h后,随炉冷却至350℃以下出炉,即制得所述冷轧轧辊。通过上述方式,本发明铸造后采用正火加回火热处理,能够改善轧辊的内在质量,同时可提高轧辊的强度、耐磨性,避免其轧制过
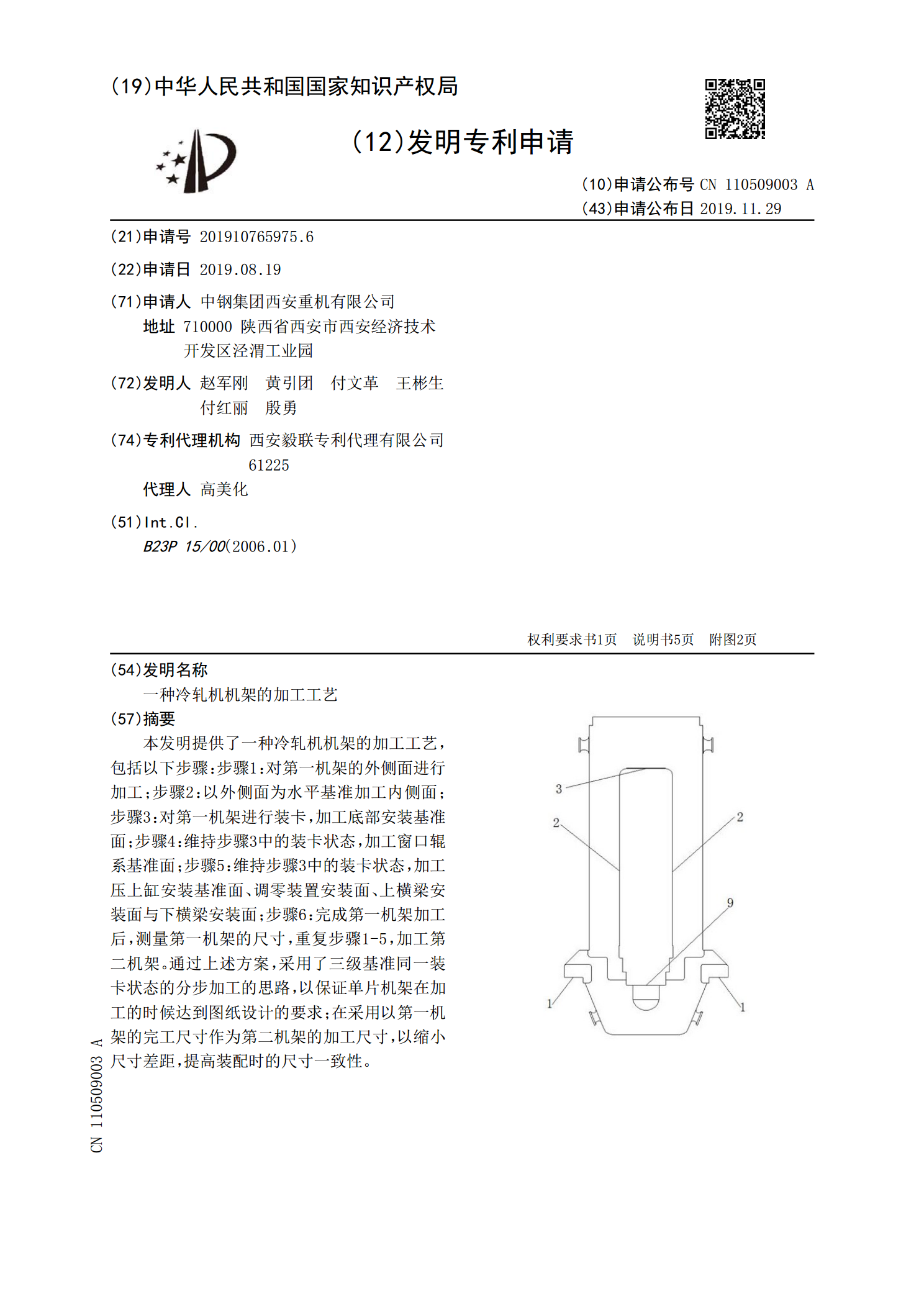
一种冷轧机机架的加工工艺.pdf
本发明提供了一种冷轧机机架的加工工艺,包括以下步骤:步骤1:对第一机架的外侧面进行加工;步骤2:以外侧面为水平基准加工内侧面;步骤3:对第一机架进行装卡,加工底部安装基准面;步骤4:维持步骤3中的装卡状态,加工窗口辊系基准面;步骤5:维持步骤3中的装卡状态,加工压上缸安装基准面、调零装置安装面、上横梁安装面与下横梁安装面;步骤6:完成第一机架加工后,测量第一机架的尺寸,重复步骤1‑5,加工第二机架。通过上述方案,采用了三级基准同一装卡状态的分步加工的思路,以保证单片机架在加工的时候达到图纸设计的要求;在采