
一种容器用铝箔及其制备方法.pdf

安双****文章

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种容器用铝箔及其制备方法.pdf
本发明涉及容器用铝箔加工技术领域,公开了一种容器用铝箔及其制备方法。该方法包括:(1)将电解铝液和钛合金进行熔化,电磁搅拌3‑5次;(2)采用二次精炼工艺进行精炼,3‑5分钟后进行扒渣处理,然后进行成分检验,加入钛合金进行成分调整后再次进行二次精炼,扒渣;(3)转炉,静置40‑100分钟后过滤;(4)加入经过挤压或轧制的Al‑5Ti‑1B杆料进行晶粒细化处理,然后进行多次连续铸轧;(5)冷却,然后进行多次冷轧和多次退火处理;(6)进行五道次轧制工序,然后采用静电涂油方式将食品级润滑油雾化,喷涂至铝箔表面,
一种8006容器用铝箔及其生产方法.pdf
本发明公开了一种8006容器用铝箔及其生产方法,包括以下步骤:(1)熔炼工艺:配制方案A或方案B的化学成分原料,熔炼温度在720‑760摄氏度;(2)铸造工艺:铸锭规格300mm×830mm;铸造速度55~60mm/min;铸造温度700~720℃;冷却水压0.08~0.15MPa;(3)均匀化热处理工艺:均匀化温度575~590℃,保温12h后出炉空冷。本发明相比现有技术的优点在于:本发明的8006合金的力学性能优于L5‑1合金,解决了目前L5‑1Y4空调箔性能不稳定问题,有广阔的应用前景,可逐渐的替代
铝箔及其制备方法.pdf
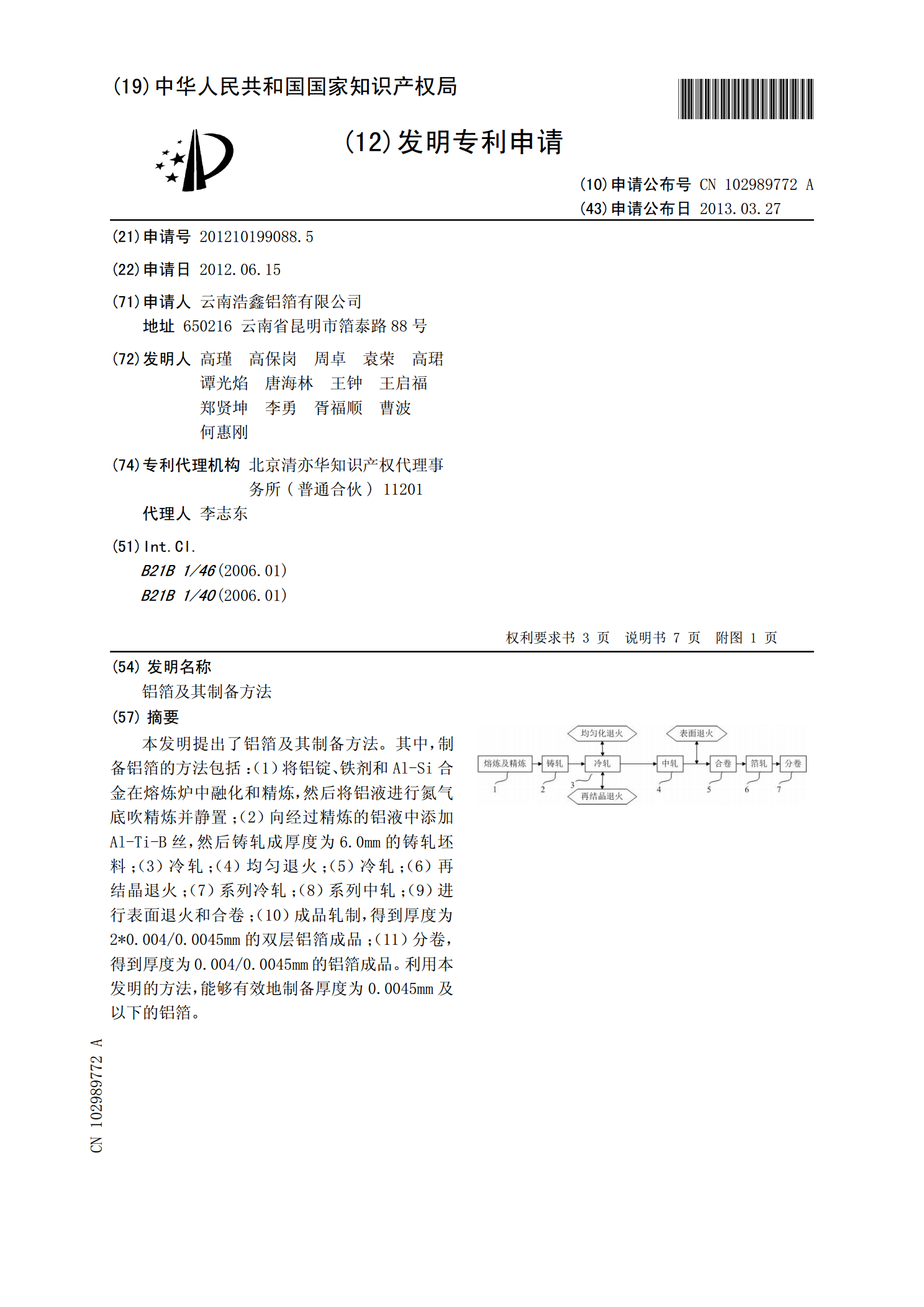
本发明提出了铝箔及其制备方法。其中,制备铝箔的方法包括:(1)将铝锭、铁剂和Al-Si合金在熔炼炉中融化和精炼,然后将铝液进行氮气底吹精炼并静置;(2)向经过精炼的铝液中添加Al-Ti-B丝,然后铸轧成厚度为6.0mm的铸轧坯料;(3)冷轧;(4)均匀退火;(5)冷轧;(6)再结晶退火;(7)系列冷轧;(8)系列中轧;(9)进行表面退火和合卷;(10)成品轧制,得到厚度为2*0.004/0.0045mm的双层铝箔成品;(11)分卷,得到厚度为0.004/0.0045mm的铝箔成品。利用本发明的方法,能够有
一种空调用铝箔及其制备方法.pdf
本发明涉及铝合金制造技术领域,公开了一种空调用铝箔及其制备方法。该方法包括以下步骤:(1)将电解铝液、铝锭以及铝合金固体废料放入熔炼炉中,接着依次进行精炼、静置、除气除渣、搅拌和调整成分,并加入铝钛硼丝作晶粒细化,得到铝熔体;(2)将步骤(1)所得铝熔体转移至铸轧机组中进行铸轧,(3)板坯进行一次冷轧,然后进行中间退火和二次冷轧得到铝板带卷,(4)铝板带卷进行4道次箔轧至成品厚度,然后进行分切和成品热处理。该方法通过改善铸轧和冷轧工艺条件,在保证力学性能的情况下,以改善空调用铝箔板面起皮、孔洞和白条缺陷等
一种涂碳铝箔及其制备方法.pdf
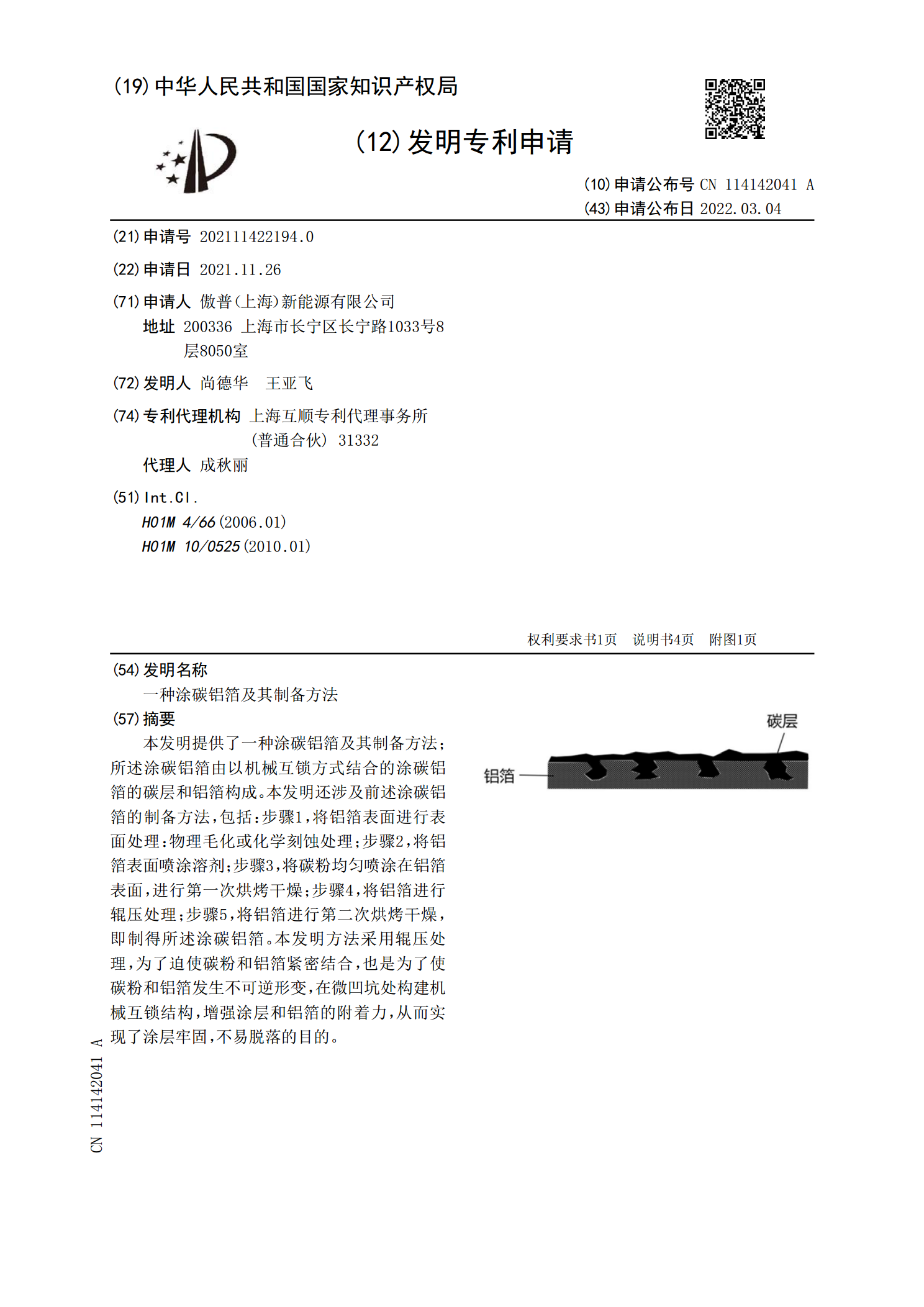
本发明提供了一种涂碳铝箔及其制备方法;所述涂碳铝箔由以机械互锁方式结合的涂碳铝箔的碳层和铝箔构成。本发明还涉及前述涂碳铝箔的制备方法,包括:步骤1,将铝箔表面进行表面处理:物理毛化或化学刻蚀处理;步骤2,将铝箔表面喷涂溶剂;步骤3,将碳粉均匀喷涂在铝箔表面,进行第一次烘烤干燥;步骤4,将铝箔进行辊压处理;步骤5,将铝箔进行第二次烘烤干燥,即制得所述涂碳铝箔。本发明方法采用辊压处理,为了迫使碳粉和铝箔紧密结合,也是为了使碳粉和铝箔发生不可逆形变,在微凹坑处构建机械互锁结构,增强涂层和铝箔的附着力,从而实现了