
一种86级高强帘线钢盘条偏析和网碳的控制方法.pdf

一吃****成益

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种86级高强帘线钢盘条偏析和网碳的控制方法.pdf
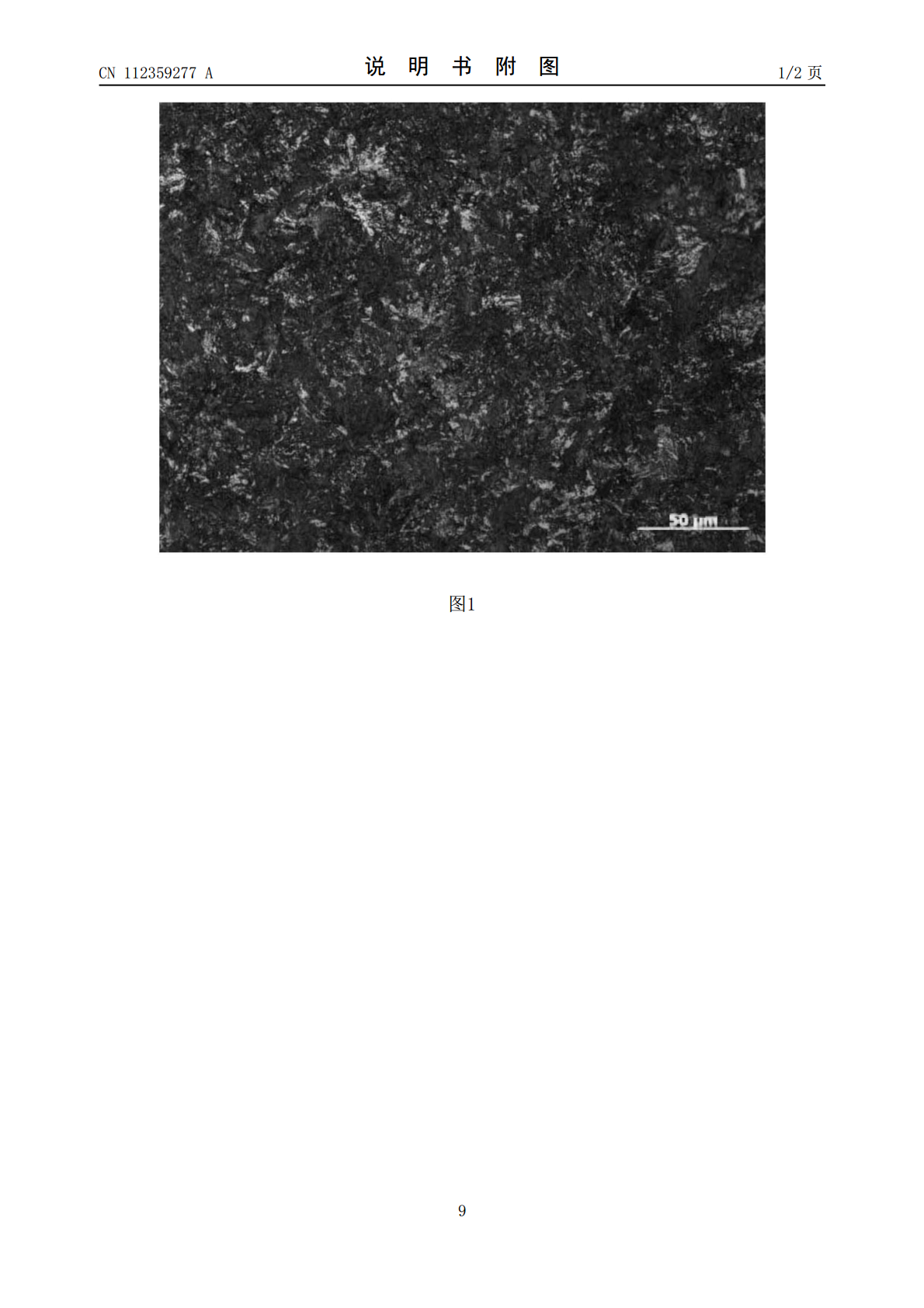
本发明公开了一种86级高强帘线钢盘条偏析和网碳的控制方法,包括依次进行的KR铁水预脱硫、BOF转炉冶炼、LF炉精炼、连铸CC、铸坯表面处理、铸坯加热、控制轧制及控制冷却工序,所述86级高强帘线钢盘条的成分重量百分比为:C:0.85‑0.90%,Si:0.15‑0.35%,Mn:0.40‑0.60%,P:≤0.015%,S:≤0.010%,Cr:≤0.010%,Al:≤0.005%,其余为Fe。本发明通过连铸小方坯结合线材轧制改善盘条的偏析与网碳,实现了大幅降低周期及成本,所制得的
一种改善帘线钢中心碳偏析的方法.pdf
本发明公开了一种改善帘线钢中心碳偏析的方法,该方法采用电炉初炼、精炼、连铸大方坯、轧制小方坯以及小方坯轧成盘条的工艺流程生产80级帘线钢;对各个工序采取控制措施,出钢过程和出钢后的增碳过程保证钢包底吹氩强搅拌,增碳按0.4~0.6%控制。强搅拌10分钟后软搅拌,直至精炼接受钢包。LF精炼时先合金化后增碳,调整目标碳前,保证温度大于1525℃。连铸过热度15~35℃,采用全保护浇铸,使用结晶器电磁搅拌,连铸大方坯采用轻压下,极大地改善了帘线钢中心碳偏析,使帘线钢成品热轧盘条偏析不大于0.5级,满足帘线钢用户
特高强度钢帘线、特高强度钢帘线用盘条及其生产方法.pdf
本发明揭示了一种特高强度钢帘线、特高强度钢帘线用盘条及其生产方法。所述特高强度钢帘线用盘条的化学成分以质量百分比计包括:C0.90~0.94%、Si0.17~0.23%、Mn0.35~0.48%、Cr0.17~0.23%、Ti≤0.001%、Al≤0.0018%、Sn≤0.005%、As≤0.005%、S≤0.005%、O≤0.0025%、N≤0.0020%、其余为Fe和其它不可避免的杂质;其中,Mn与Si的含量满足:Mn/Si=1.8~2.2;该盘条的直径为5.0~5.5mm,抗拉强度为1250~
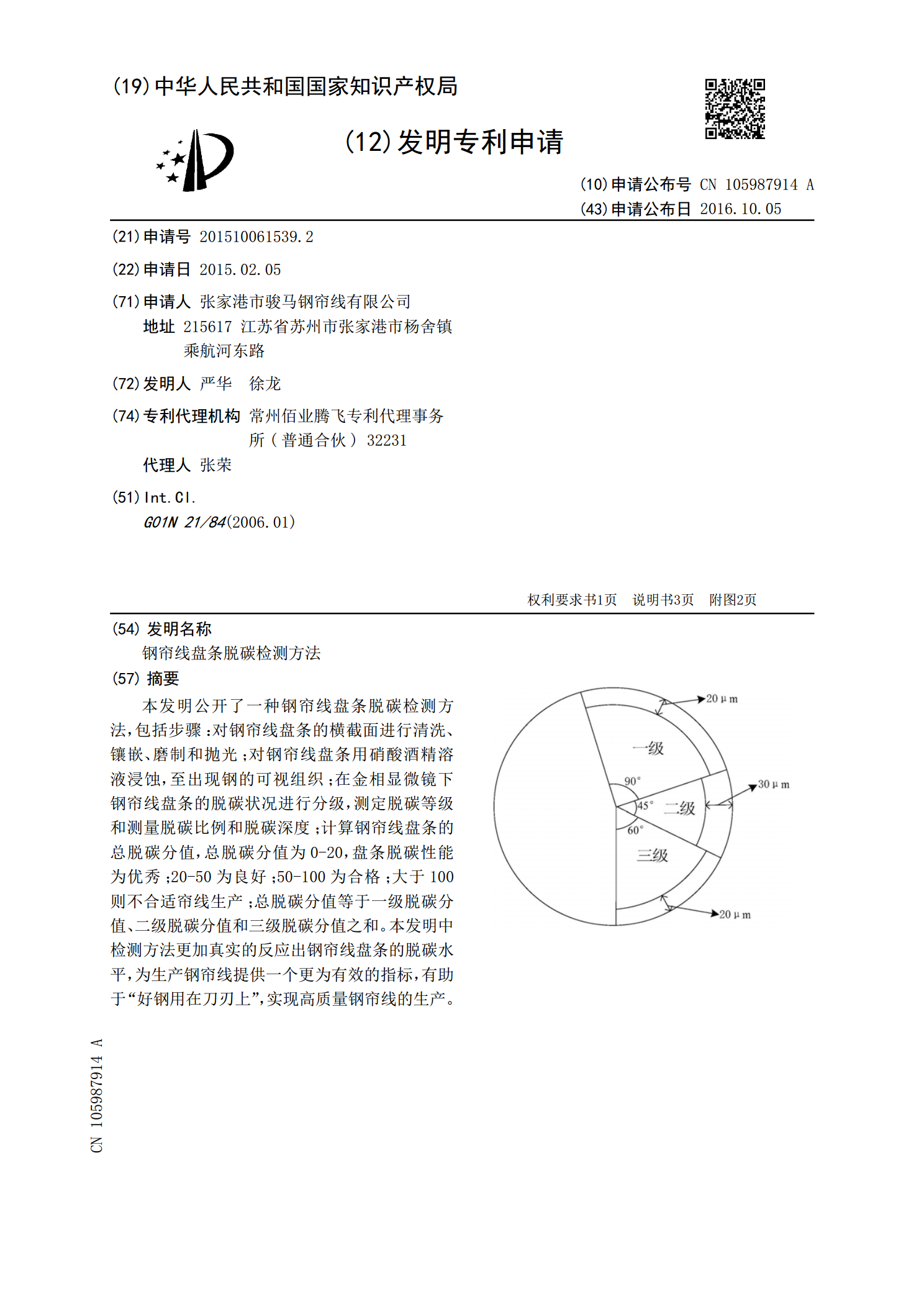
钢帘线盘条脱碳检测方法.pdf
本发明公开了一种钢帘线盘条脱碳检测方法,包括步骤:对钢帘线盘条的横截面进行清洗、镶嵌、磨制和抛光;对钢帘线盘条用硝酸酒精溶液浸蚀,至出现钢的可视组织;在金相显微镜下钢帘线盘条的脱碳状况进行分级,测定脱碳等级和测量脱碳比例和脱碳深度;计算钢帘线盘条的总脱碳分值,总脱碳分值为0-20,盘条脱碳性能为优秀;20-50为良好;50-100为合格;大于100则不合适帘线生产;总脱碳分值等于一级脱碳分值、二级脱碳分值和三级脱碳分值之和。本发明中检测方法更加真实的反应出钢帘线盘条的脱碳水平,为生产钢帘线提供一个更为有效
一种特高强度85级帘线钢盘条及其生产方法.pdf
本发明提供了一种特高强度85级帘线钢盘条及其生产方法,所述盘条化学成分按质量百分计包括:C:0.85~0.90%、Mn:0.40~0.60%、Si:0.15~0.30%、P:≤0.012%、S:≤0.012%、Cr:≤0.10%、Ni≤0.05%、Cu≤0.05%、Al≤0.0030%、Mo≤0.030%、Ti≤0.0020%、O≤0.0020%,[N]≤0.0045%,余量为Fe及不可避免杂质。生产方法包括:KR铁水预处理→BOF转炉冶炼→LF精炼→小方坯连铸→钢坯加热→控轧→控冷→检验包装。本发明采用