
一种航空器用铝合金大规格板材的制造方法.pdf

是你****嘉嘉

1/9
2/9

3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种航空器用铝合金大规格板材的制造方法.pdf
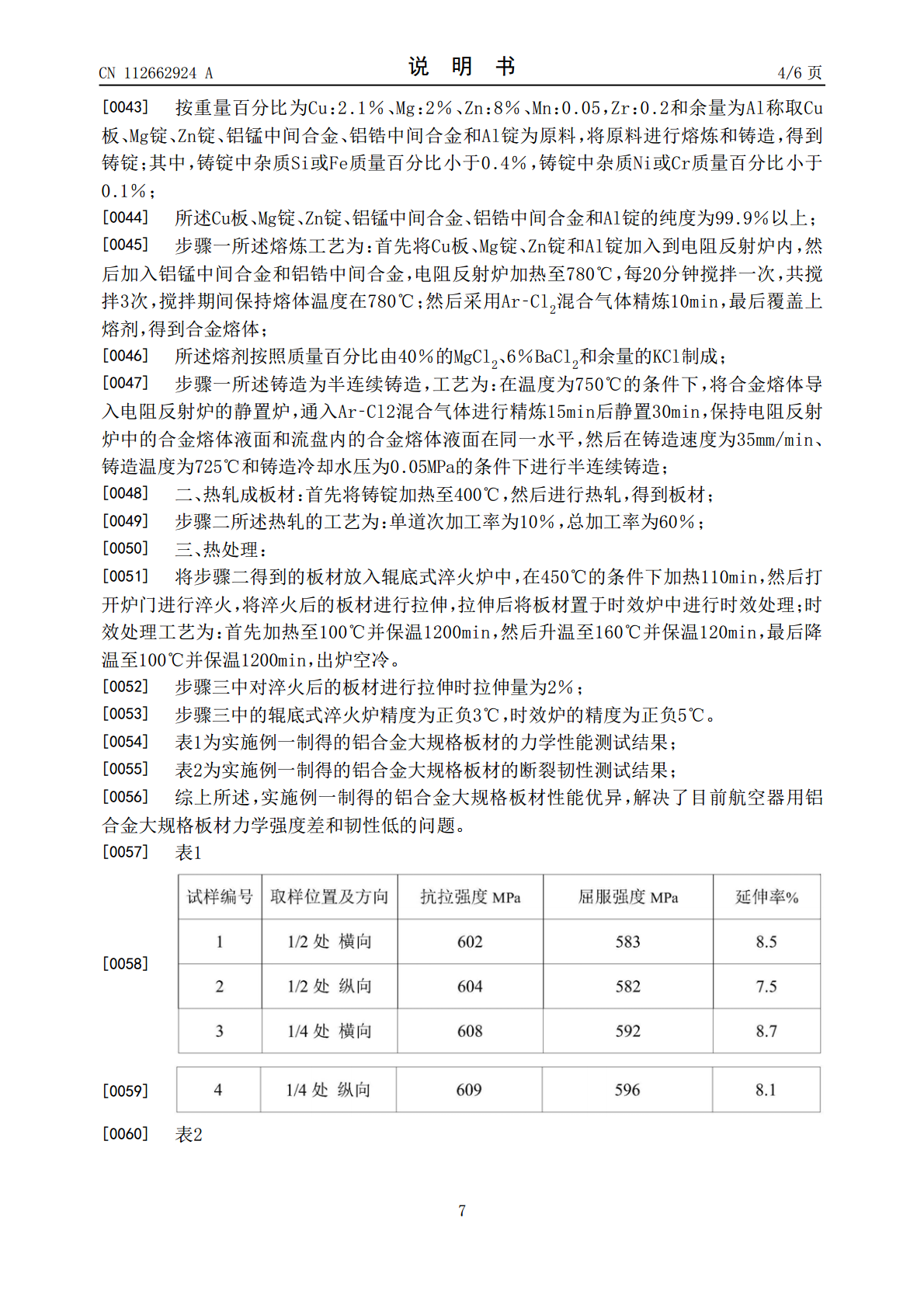
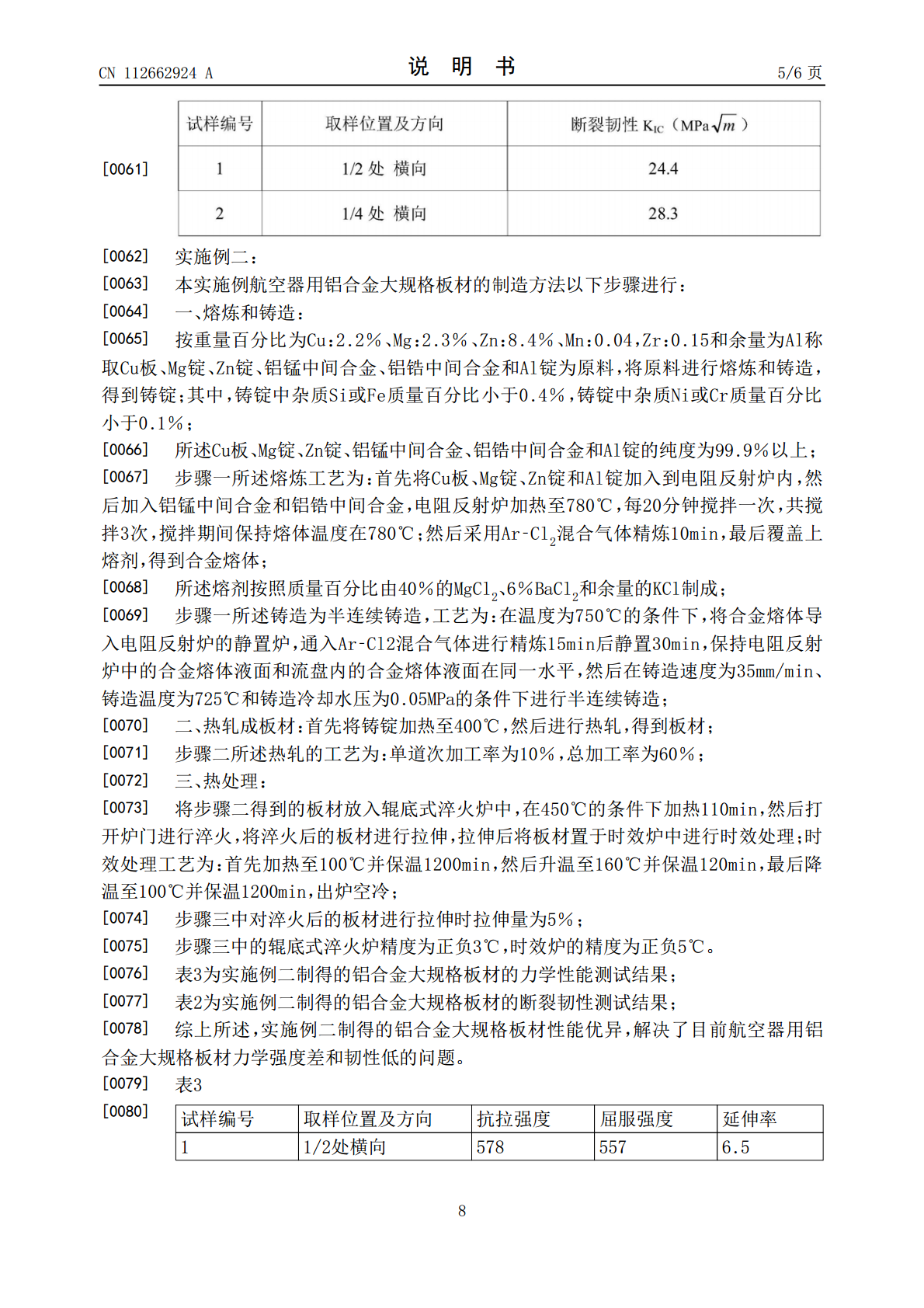
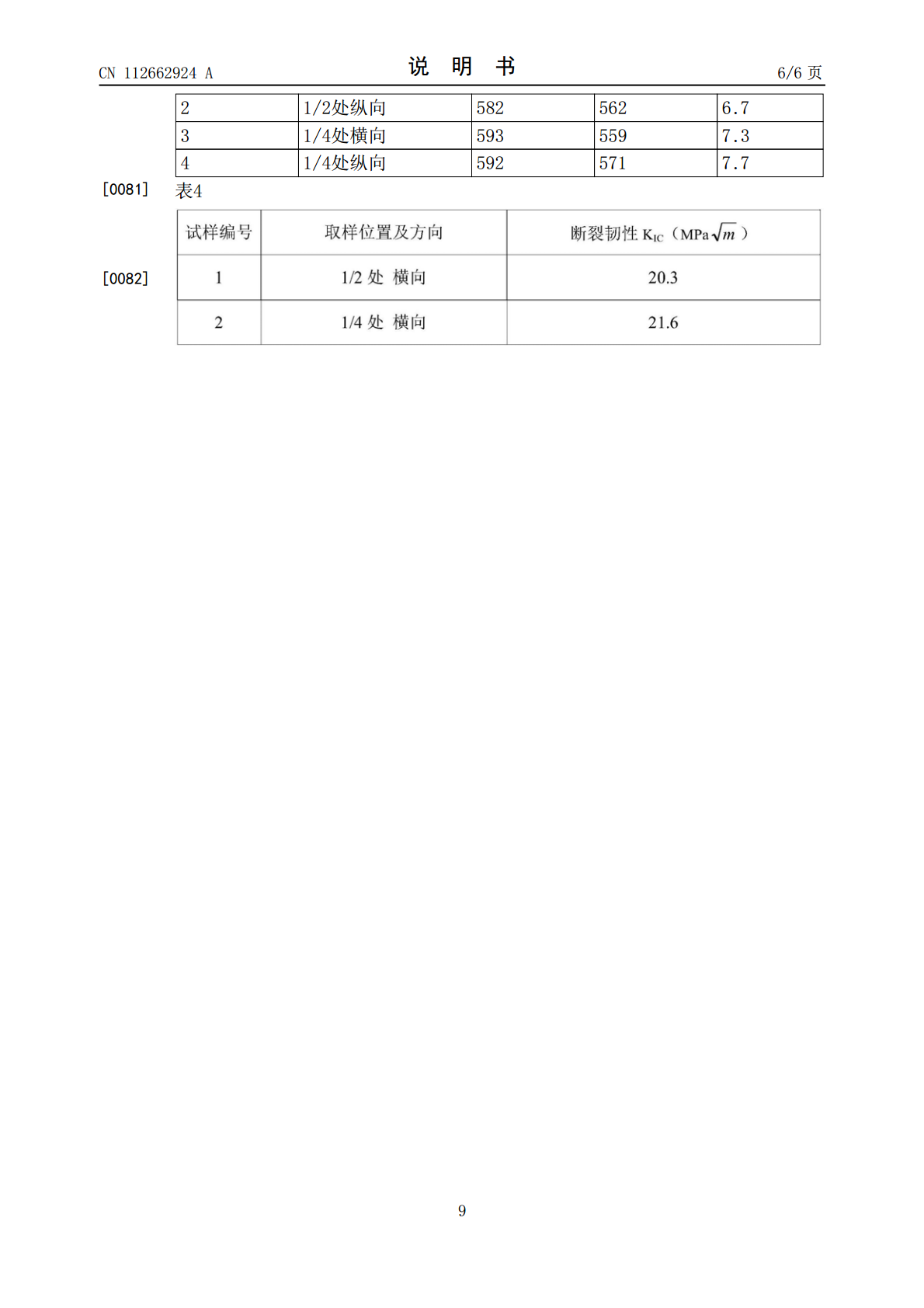
一种航空器用铝合金大规格板材的制造方法,涉及一种铝合金板材的制造方法。目的是解决现有方法制造的航空器用铝合金大规格板材存在力学强度差和韧性低的问题。方法:熔炼和铸造得到铸锭;将铸锭进行热轧得到板材;将板材放入辊底式淬火炉中淬火,将淬火后的板材进行拉伸,拉伸后将板材置于时效炉中进行时效处理。本发明采用半连续铸造工艺结合铝合金铸锭原料的科学配比,以及先进的热处理工艺,有效提高了铝合金板材的力学强度以及韧性。本发明适用于铝合金大规格板材的制造。
一种大规格铝合金板材及其制备方法.pdf
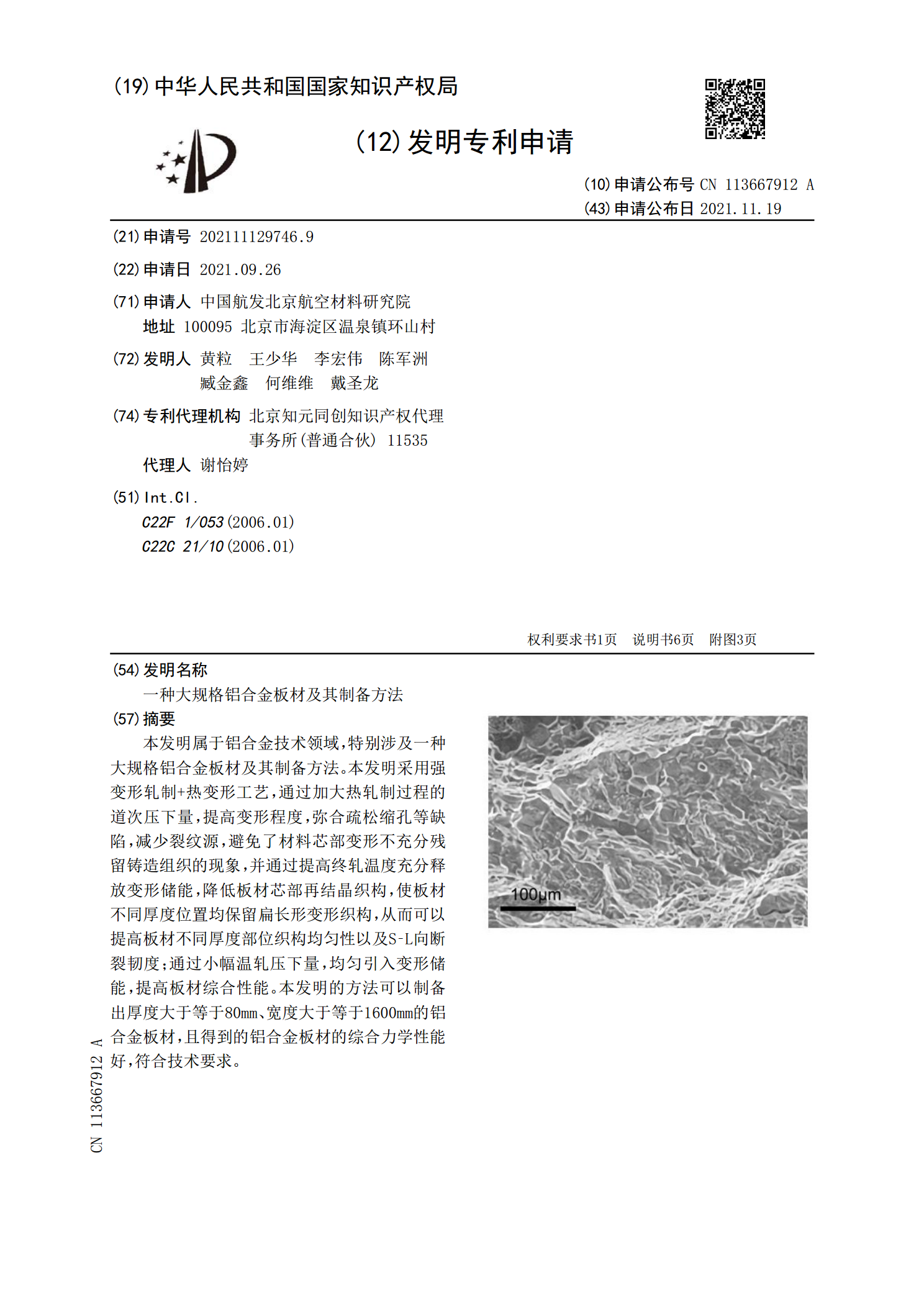
本发明属于铝合金技术领域,特别涉及一种大规格铝合金板材及其制备方法。本发明采用强变形轧制+热变形工艺,通过加大热轧制过程的道次压下量,提高变形程度,弥合疏松缩孔等缺陷,减少裂纹源,避免了材料芯部变形不充分残留铸造组织的现象,并通过提高终轧温度充分释放变形储能,降低板材芯部再结晶织构,使板材不同厚度位置均保留扁长形变形织构,从而可以提高板材不同厚度部位织构均匀性以及S‑L向断裂韧度;通过小幅温轧压下量,均匀引入变形储能,提高板材综合性能。本发明的方法可以制备出厚度大于等于80mm、宽度大于等于1600mm的
一种铝合金板材的制造方法.pdf
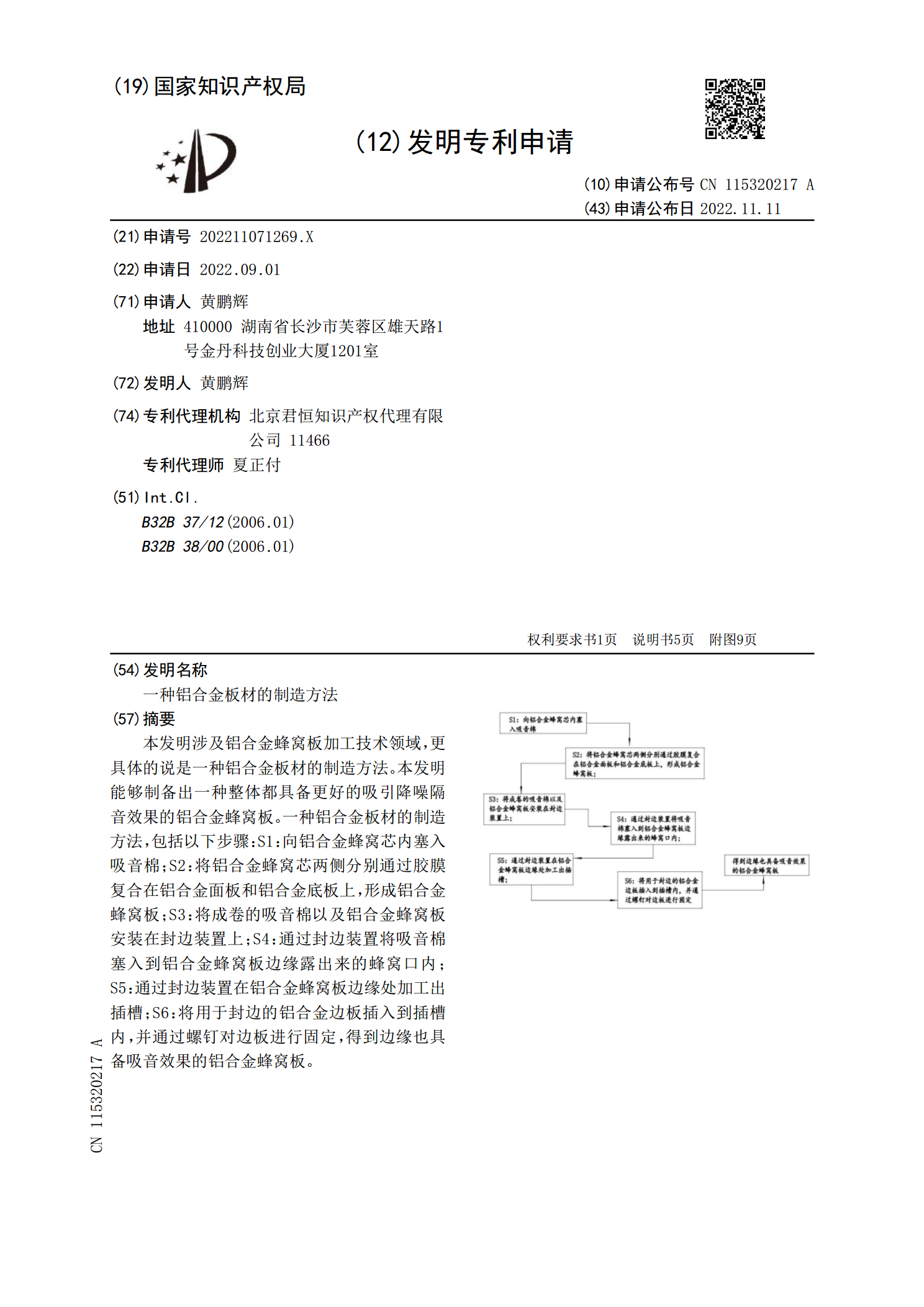
本发明涉及铝合金蜂窝板加工技术领域,更具体的说是一种铝合金板材的制造方法。本发明能够制备出一种整体都具备更好的吸引降噪隔音效果的铝合金蜂窝板。一种铝合金板材的制造方法,包括以下步骤:S1:向铝合金蜂窝芯内塞入吸音棉;S2:将铝合金蜂窝芯两侧分别通过胶膜复合在铝合金面板和铝合金底板上,形成铝合金蜂窝板;S3:将成卷的吸音棉以及铝合金蜂窝板安装在封边装置上;S4:通过封边装置将吸音棉塞入到铝合金蜂窝板边缘露出来的蜂窝口内;S5:通过封边装置在铝合金蜂窝板边缘处加工出插槽;S6:将用于封边的铝合金边板插入到插槽
高压容器用铝合金板材的生产方法.pdf
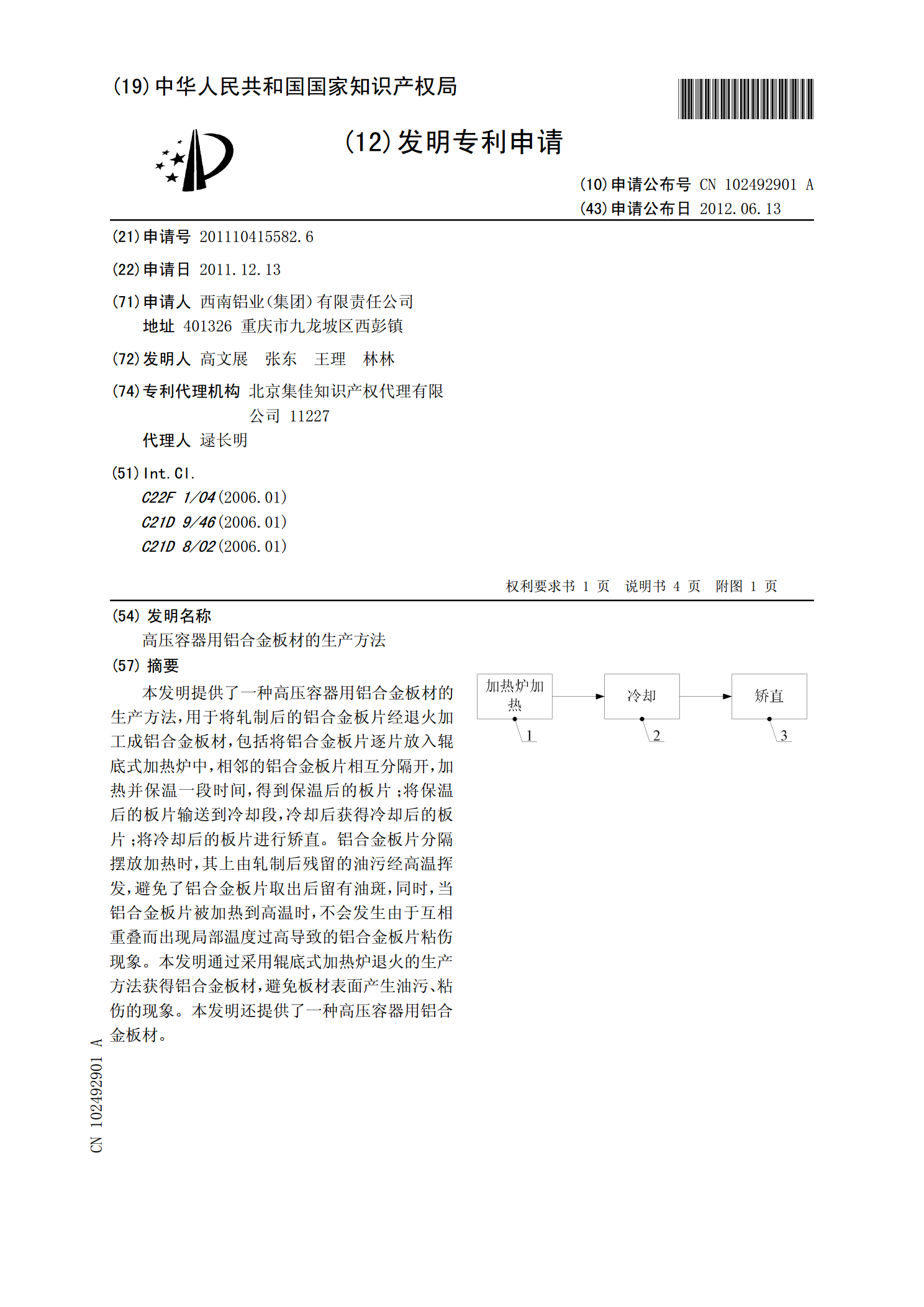
本发明提供了一种高压容器用铝合金板材的生产方法,用于将轧制后的铝合金板片经退火加工成铝合金板材,包括将铝合金板片逐片放入辊底式加热炉中,相邻的铝合金板片相互分隔开,加热并保温一段时间,得到保温后的板片;将保温后的板片输送到冷却段,冷却后获得冷却后的板片;将冷却后的板片进行矫直。铝合金板片分隔摆放加热时,其上由轧制后残留的油污经高温挥发,避免了铝合金板片取出后留有油斑,同时,当铝合金板片被加热到高温时,不会发生由于互相重叠而出现局部温度过高导致的铝合金板片粘伤现象。本发明通过采用辊底式加热炉退火的生产方法获
5083铝合金大规格扁锭的制造方法.pdf
本发明公开了一种5083铝合金大规格扁锭的制造方法,涉及铝合金制造技术领域,该方法包括准备原辅材料;熔炼时熔体温度为700~750℃,转炉温度为740±5℃,精炼温度为720~730℃,精炼气体为氮氯混合气体;精炼后静置30min,保温炉温度705℃-715℃;采用Al5Ti0.2B钛丝进行晶粒细化,添加量为0.25%;使用4~5m3/h流量的氯氩混合气体进行在线除气;将铝合金液放流到分配流槽,导入大规格全铝自动油润滑结晶器进行铸造,铸造温度为673±5℃,自动开头填充时间为135s,自动油润滑脉冲数值为