
一种高强度合金冷镦钢B7盘条及其生产方法.pdf

诗文****仙女

1/10
2/10
3/10
4/10
5/10
6/10
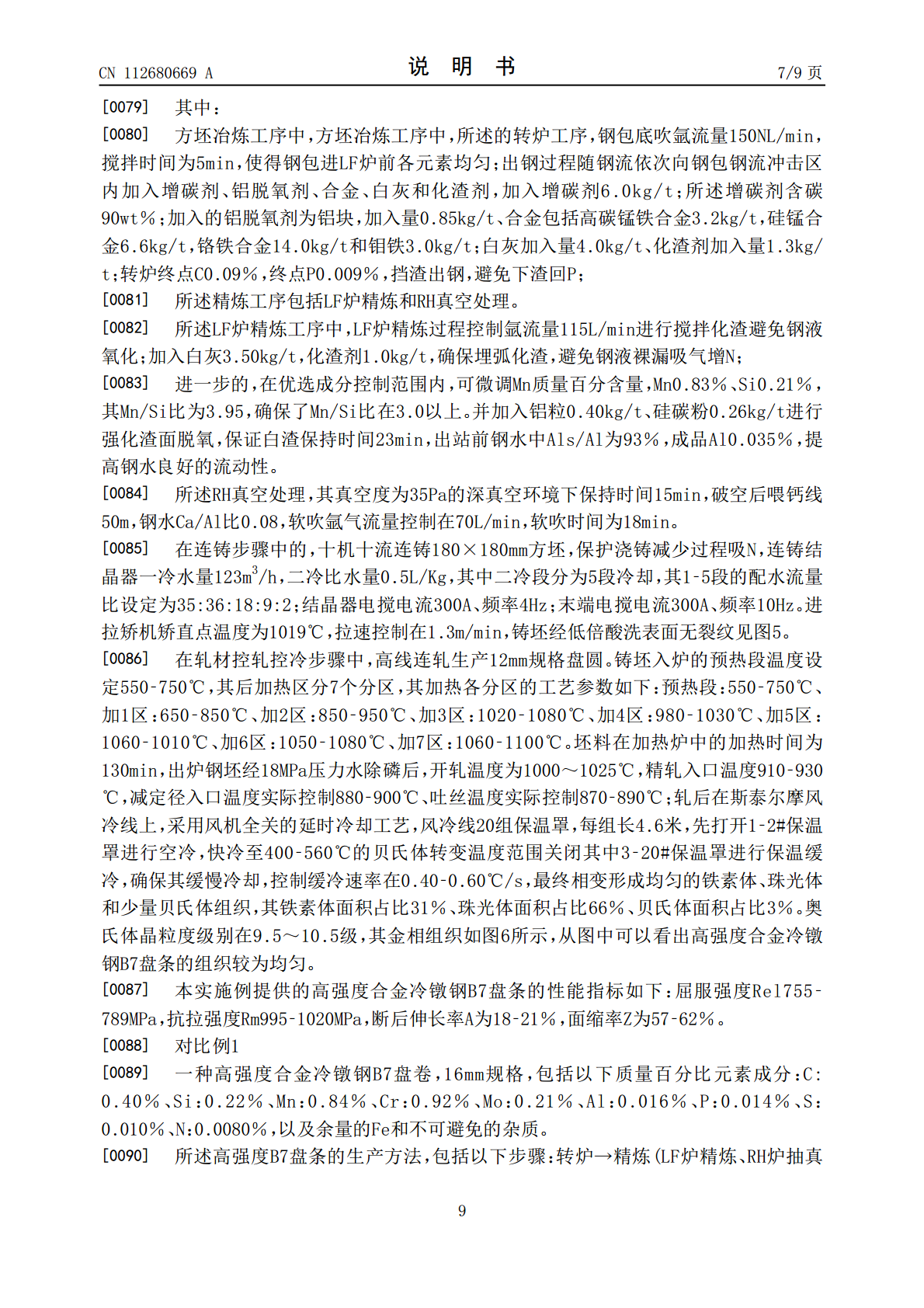
7/10
8/10
9/10
10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强度合金冷镦钢B7盘条及其生产方法.pdf
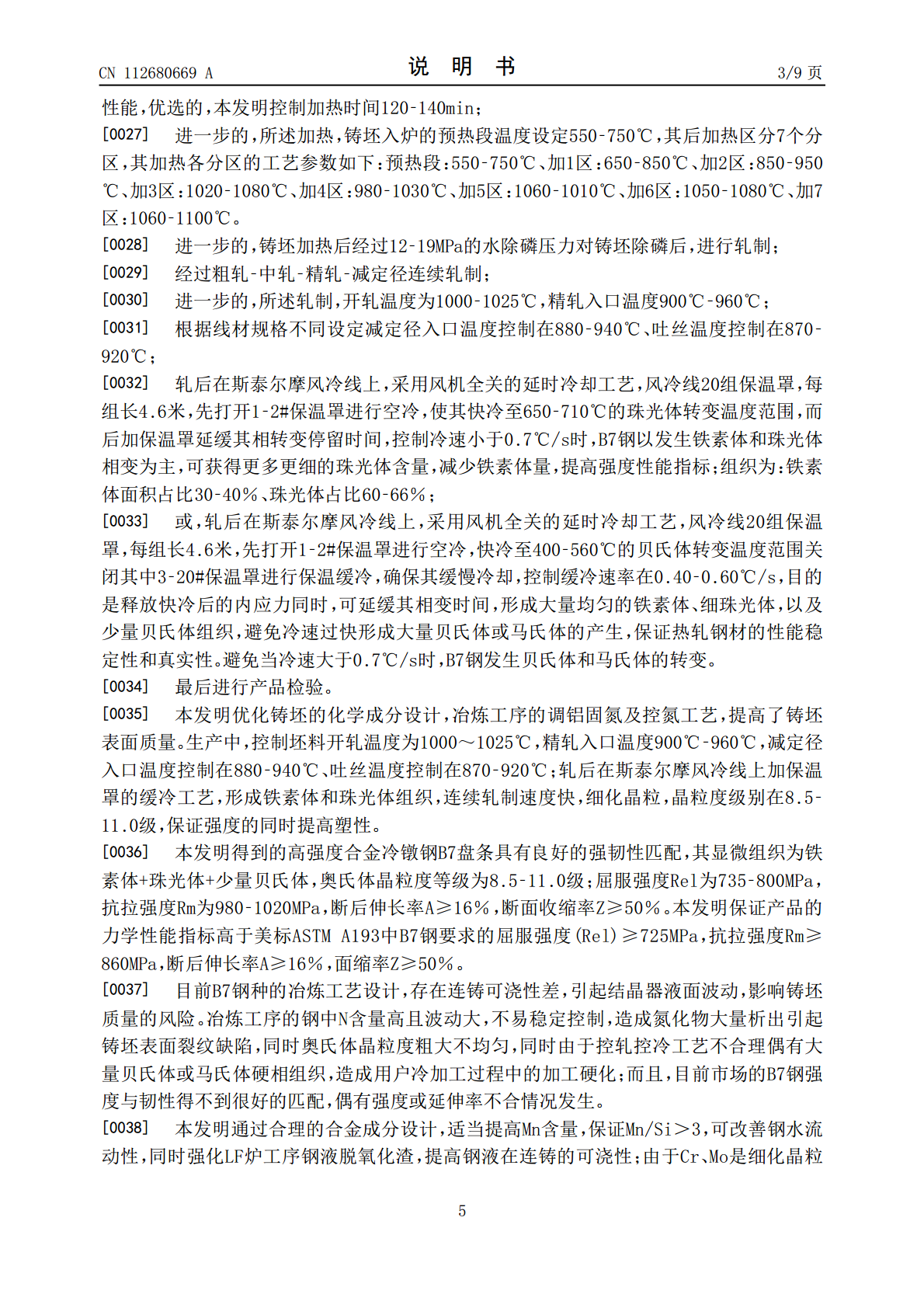
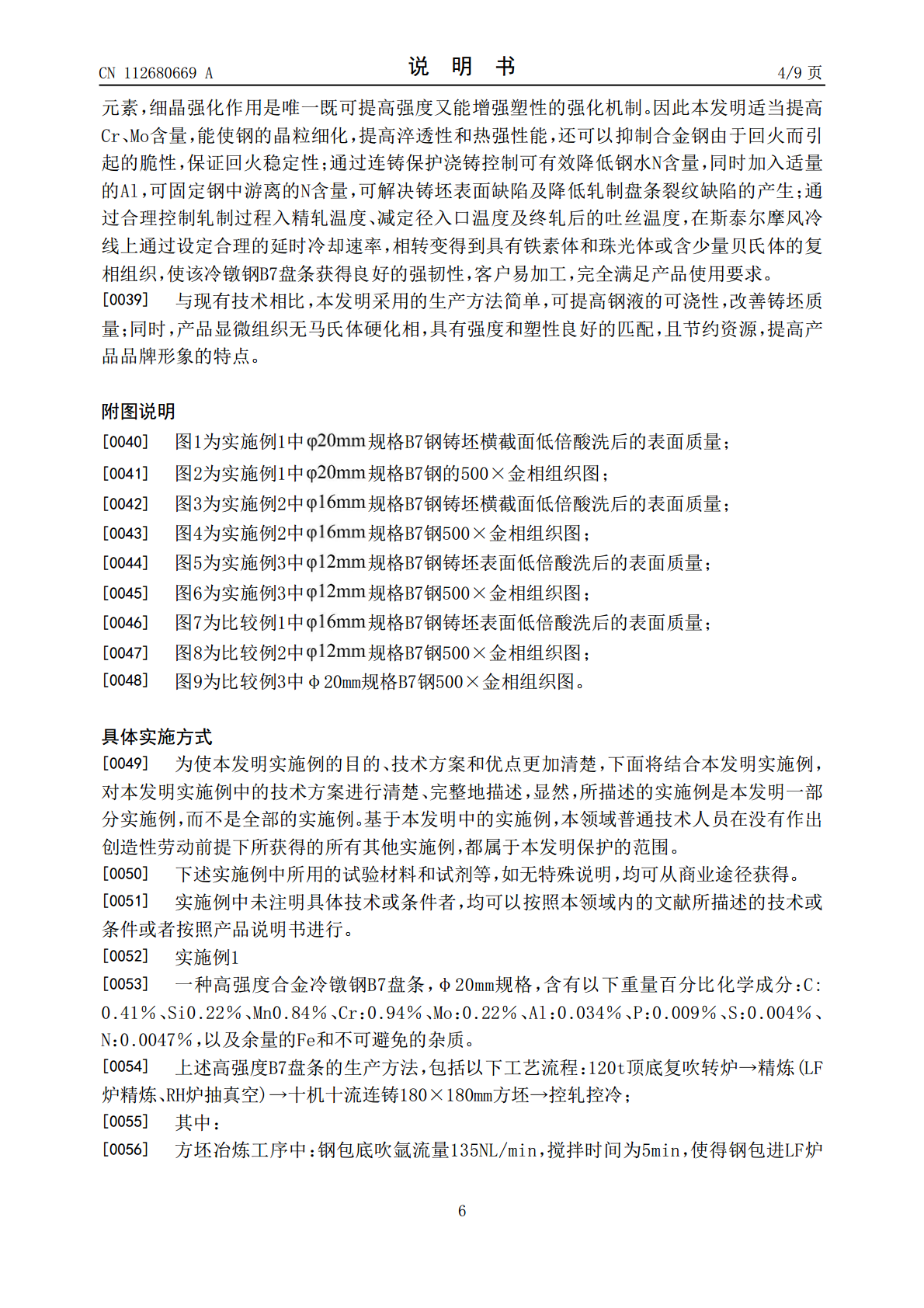
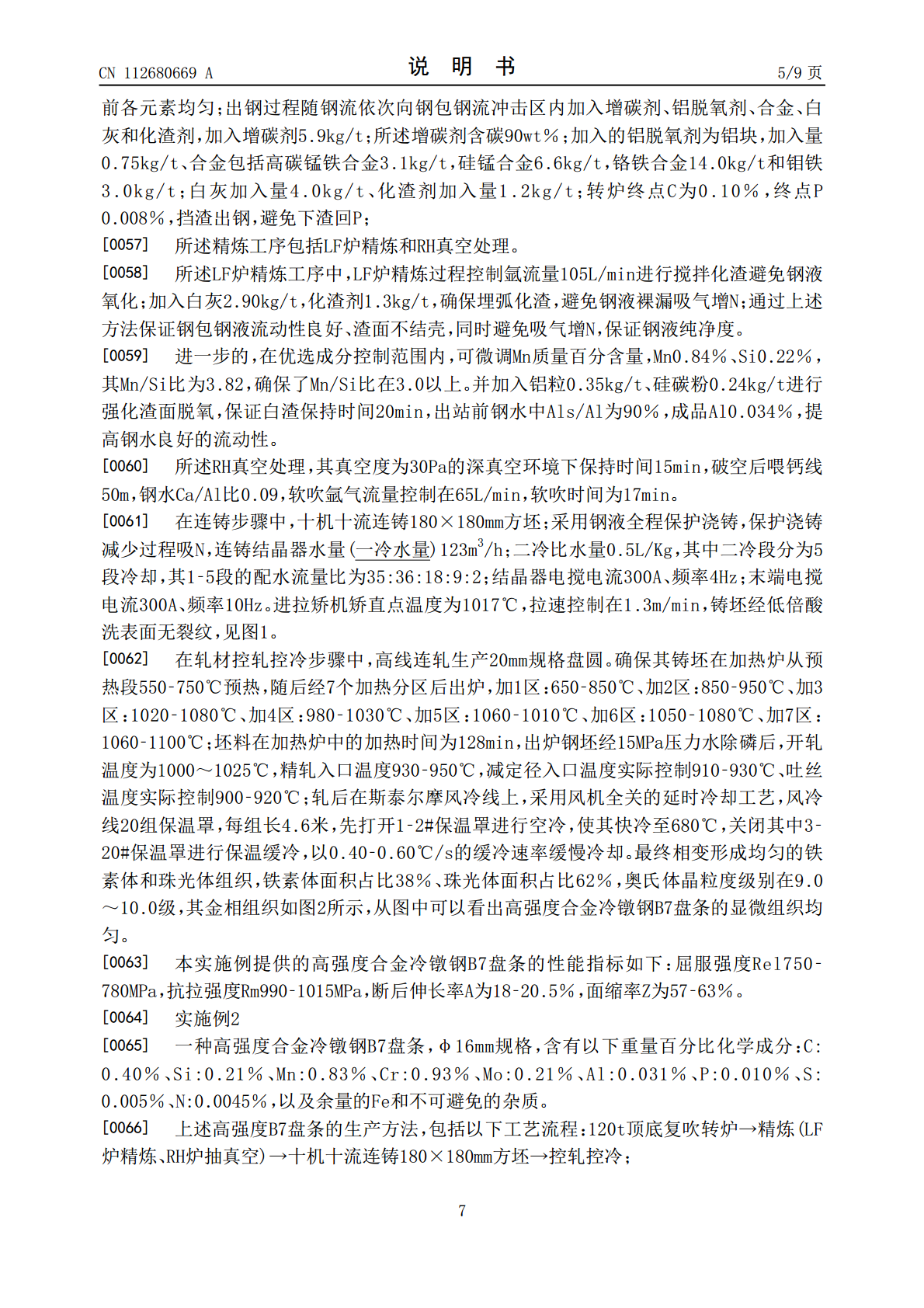
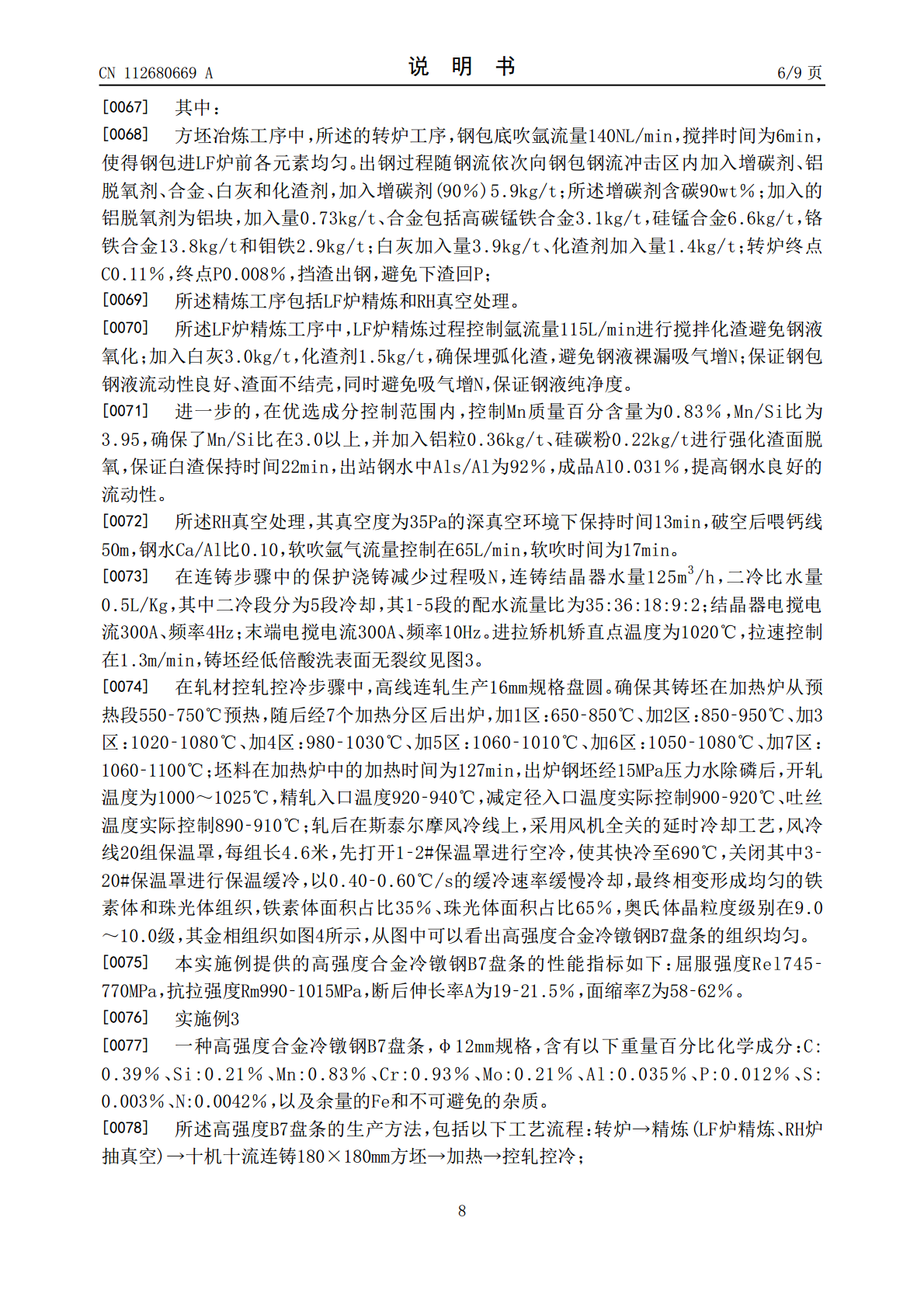
本发明提供了一种高强度合金冷镦钢B7盘条及其生产方法,本发明通过合理的合金成分设计,适当提高Mn含量,保证Mn/Si>3,可改善钢水流动性,同时强化LF炉工序钢液脱氧化渣,提高钢液在连铸的可浇性;适当提高Cr、Mo含量,能使钢的晶粒细化,提高淬透性和热强性能,还可以抑制合金钢由于回火而引起的脆性,保证回火稳定性;通过连铸保护浇铸控制可有效降低钢水N含量,同时加入适量的Al,可固定钢中游离的N含量,可解决铸坯表面缺陷及降低轧制盘条裂纹缺陷的产生;通过合理控制轧制工艺参数,相转变得到具有铁素体和珠光体+少量贝
一种高强度冷镦钢盘条及其生产方法.pdf
本发明提供一种高强度冷镦钢盘条及其生产方法,其化学成分如下:[C]0.35~0.40%,[Si]0.16%~0.24%,[Mn]0.30%~0.55%,[P]≤0.012%,[S]≤0.010%,[Cr]1.20%~1.30%,[Mo]0.10%~0.15%,[Al]0.015%~0.035%。生产工艺方法为:钢坯加热总在炉时间根据方坯规格按0.95‑1.2min/mm计算,均热段温度控制在1060℃‑1100℃;轧件出预精轧温度控制在1000℃‑1100℃,入精轧温度控制为920℃‑980℃,入双模块轧
一种铬钼合金冷镦钢盘条及其生产方法.pdf
本发明提供一种铬钼合金冷镦钢盘条及其生产方法,所述的盘条化学成分如下:C:0.37~0.41、Si:0.15~0.30、Mn:0.75~0.95、Cr:0.90~1.20、Mo:0.15~0.30;所述的盘条化学成分还包括W:0.05~0.15(单位:wt%)。工艺路线为:铁水预处理-转炉-LF炉精炼-连铸-连轧-钢坯清理-加热-轧制-控冷-精整-检查-入库。在LF炉精炼过程中加入石灰、萤石、铝矾土进行造渣,精炼渣成分为:SiO2:7.8~11.2、Al2O3:19.2~27.1、CaO:52.6~65.

一种高韧性合金冷镦钢盘条及其生产方法.pdf
本发明提供了一种高韧性合金冷镦钢盘条及其生产方法,该盘条的成分按重量百分比计如下:C:0.18%~0.20%、Si:0.18%~0.25%、Mn:0.65%~0.75%、Cr:1.10%~1.20%、Mo:0.15%~0.25%、Al:0.015%~0.030%、Mg:0.0035%~0.0065%;其余为Fe和不可避免的杂质。生产方法包括铁水预处理-转炉冶炼-LF炉精炼-连铸-连轧-钢坯清理-加热-轧制-控冷-精整;本发明生产的
一种冷镦钢盘条的生产方法.pdf
本发明涉及一种冷镦钢盘条的生产方法,工艺流程包括铁水→混铁炉→转炉→氩站→连铸→精整→高线;其特征在于:钢的化学组成重量百分比为C=0.19‑0.3,Si≤0.15,Mn=0.60‑0.85,P≤0.035,S≤0.030,Cr=0.07‑0.2,其余为辅料;所述辅料包括:Fe‑Si、锰铁、增碳剂、纯铝粒、GaC2、Al、Ga‑Fe;本发明通过在吹氩3分钟后进行取样分析,从而根据需求调节钢水的成分,降低钢水中所含有的杂质;通过在轧制过程中不断改变钢水温度,从而便于盘条的集卷,一定程度上保障了盘条的质量。