
氨氧化工艺生产尾气蓄热焚烧RTO处理工艺.pdf

是你****深呀

1/7
2/7
3/7
4/7
5/7

6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
氨氧化工艺生产尾气蓄热焚烧RTO处理工艺.pdf
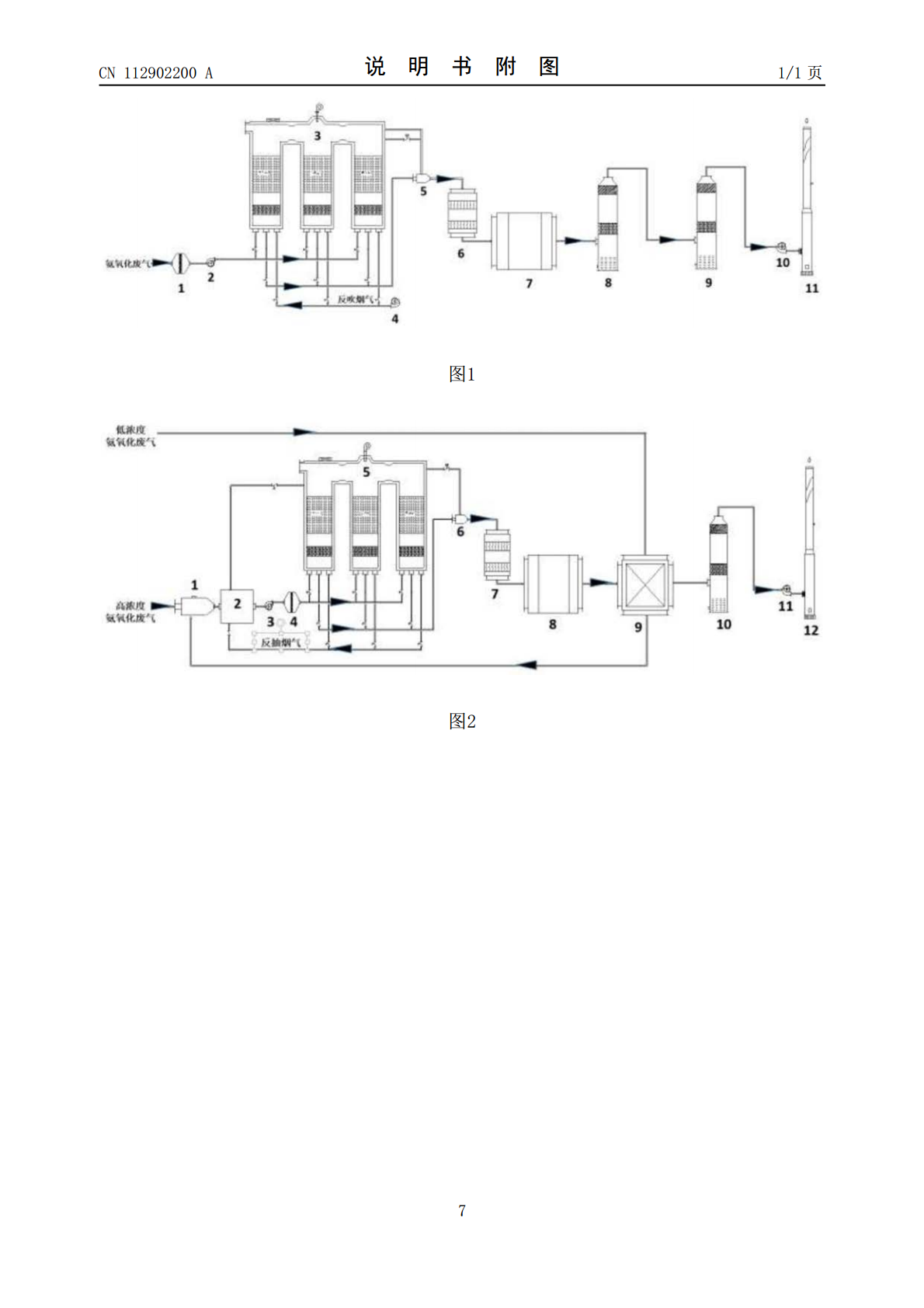
本发明涉及一种氨氧化工艺生产尾气蓄热焚烧RTO处理工艺,包括烟气混流器、废气加热混合箱、前引风机、阻火器、RTO焚烧炉、烟气混合箱、静态混合器、选择性催化还原脱硝SCR反应器、板式换热器、洗涤塔、后引风机和烟囱。该工艺将氨、氰化氢、含腈有机物协同降解,同时将生成NOx高效脱除,处理后的废气稳定满足国家和地方的排放标准和要求。该工艺整体具有去除效率高、运行稳定性高,运行费用低等优点;净化效率可达99%以上,生成的二次NOx净化效率可达90%以上,排放稳定满足国家和地方的排放标准和要求。
苯酐尾气蓄热焚烧装置及工艺.pdf
本发明涉及一种苯酐尾气蓄热焚烧装置及工艺,属于尾气处理技术领域。本发明通过设置反抽风机对各个蓄热室反抽加压和反应烧结,使苯酐尾气循环燃烧,防止蓄热室填料堵塞,提高尾气净化率,保证尾气连续达标排放。本发明包括尾气进管、排气管、燃烧炉、余热锅炉和喷淋塔,所述燃烧炉包括位于燃烧炉底部直线排列的蓄热室和设置于蓄热室上方的燃烧室,所述尾气进管和排气管分别与各个蓄热室连接,所述排气管出口端与喷淋塔连接,所述燃烧室顶部通过管路连接余热锅炉,经余热锅炉换热后的烟气通过管路连接喷淋塔,还包括反抽风机,所述反抽风机一端通过反
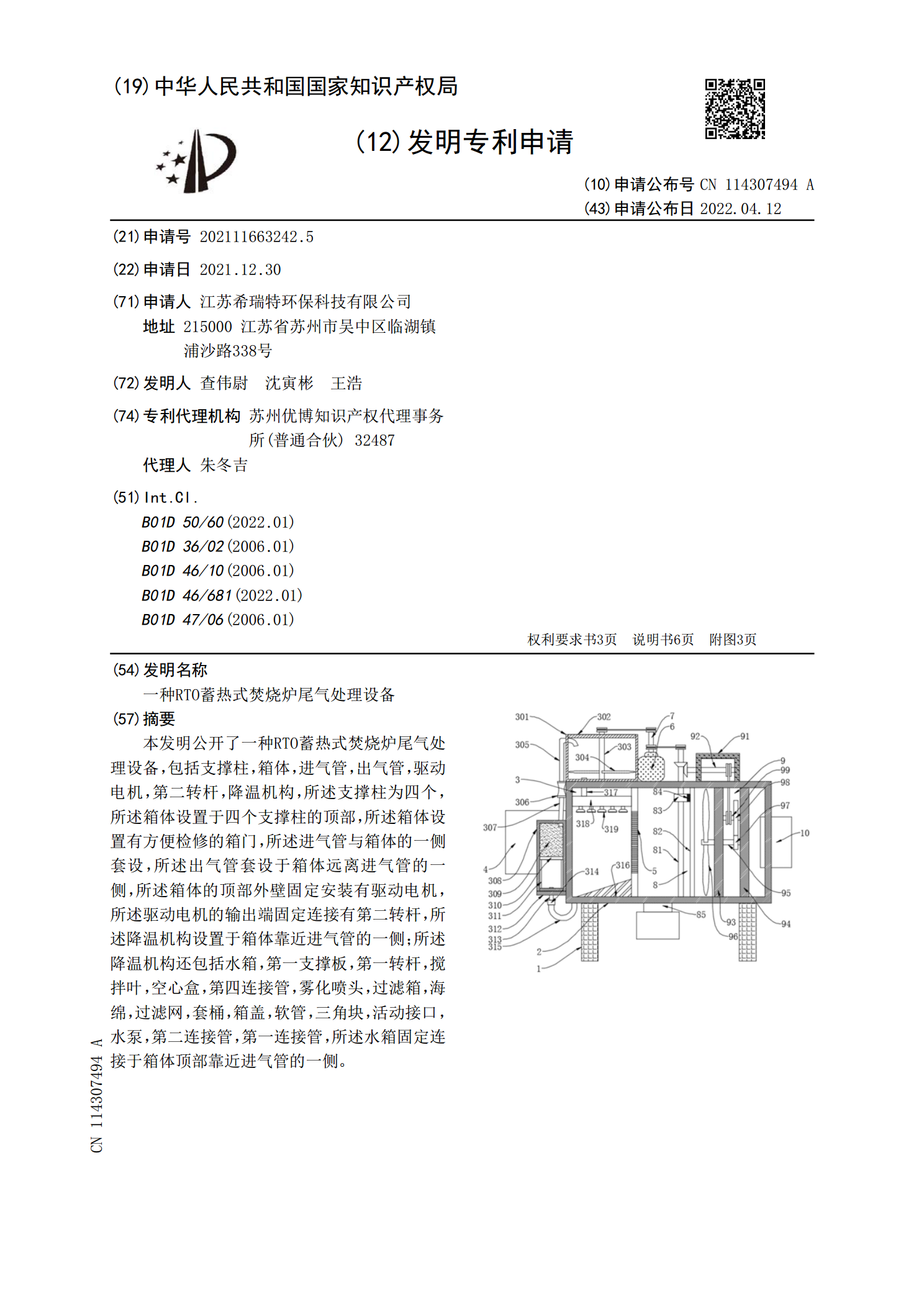
一种RTO蓄热式焚烧炉尾气处理设备.pdf
本发明公开了一种RTO蓄热式焚烧炉尾气处理设备,包括支撑柱,箱体,进气管,出气管,驱动电机,第二转杆,降温机构,所述支撑柱为四个,所述箱体设置于四个支撑柱的顶部,所述箱体设置有方便检修的箱门,所述进气管与箱体的一侧套设,所述出气管套设于箱体远离进气管的一侧,所述箱体的顶部外壁固定安装有驱动电机,所述驱动电机的输出端固定连接有第二转杆,所述降温机构设置于箱体靠近进气管的一侧;所述降温机构还包括水箱,第一支撑板,第一转杆,搅拌叶,空心盒,第四连接管,雾化喷头,过滤箱,海绵,过滤网,套桶,箱盖,软管,三角块,活
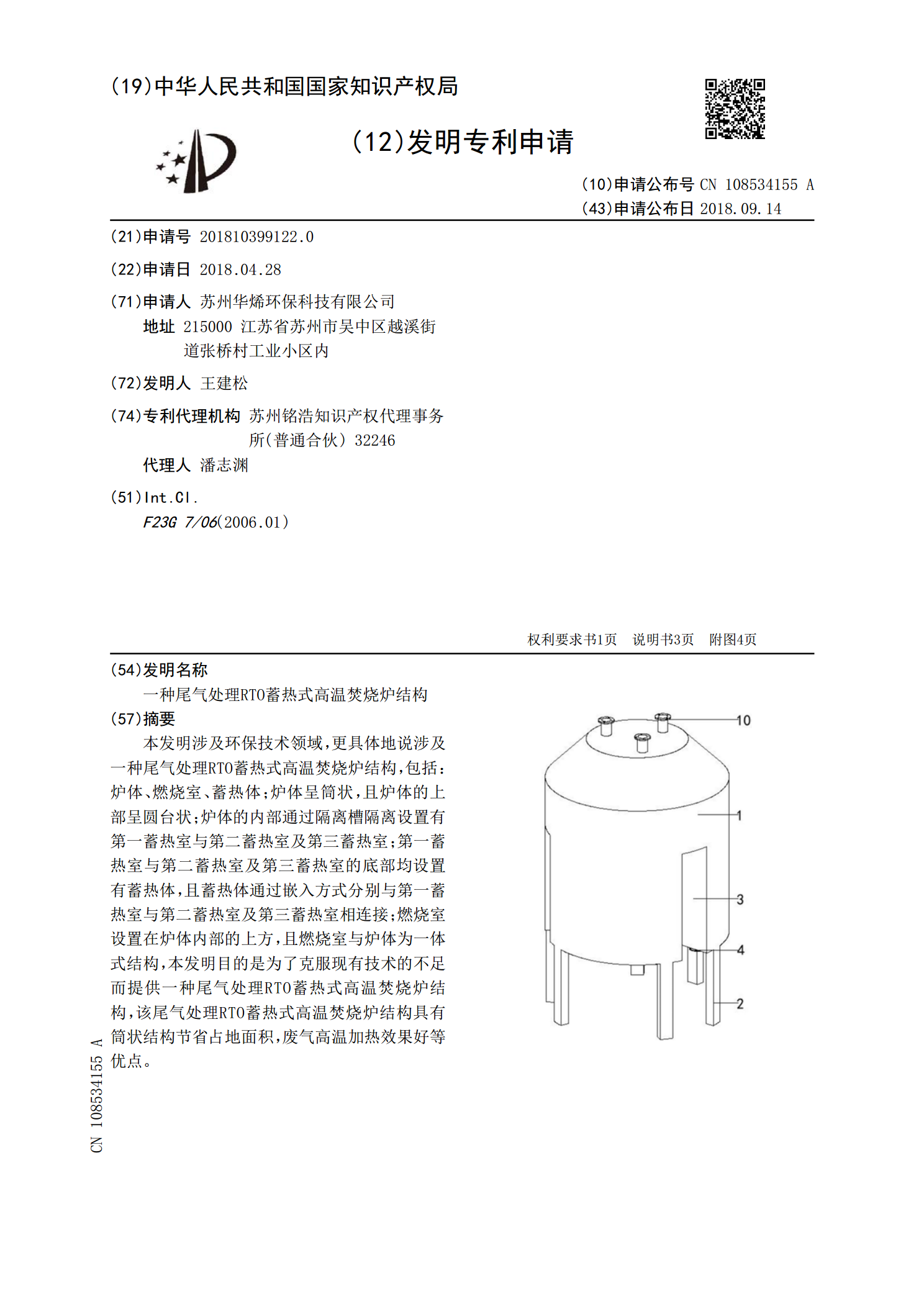
一种尾气处理RTO蓄热式高温焚烧炉结构.pdf
本发明涉及环保技术领域,更具体地说涉及一种尾气处理RTO蓄热式高温焚烧炉结构,包括:炉体、燃烧室、蓄热体;炉体呈筒状,且炉体的上部呈圆台状;炉体的内部通过隔离槽隔离设置有第一蓄热室与第二蓄热室及第三蓄热室;第一蓄热室与第二蓄热室及第三蓄热室的底部均设置有蓄热体,且蓄热体通过嵌入方式分别与第一蓄热室与第二蓄热室及第三蓄热室相连接;燃烧室设置在炉体内部的上方,且燃烧室与炉体为一体式结构,本发明目的是为了克服现有技术的不足而提供一种尾气处理RTO蓄热式高温焚烧炉结构,该尾气处理RTO蓄热式高温焚烧炉结构具有筒状
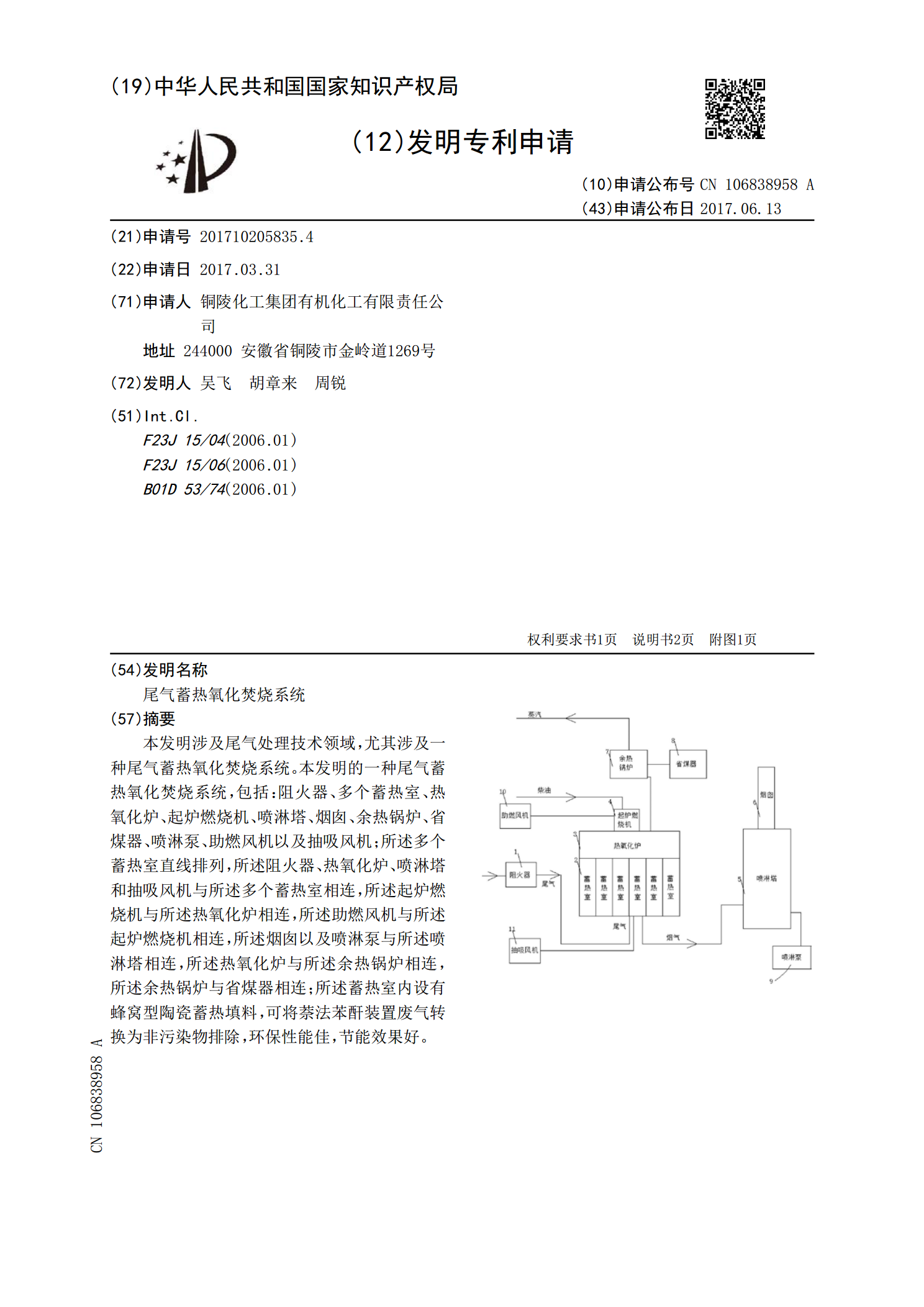
尾气蓄热氧化焚烧系统.pdf
本发明涉及尾气处理技术领域,尤其涉及一种尾气蓄热氧化焚烧系统。本发明的一种尾气蓄热氧化焚烧系统,包括:阻火器、多个蓄热室、热氧化炉、起炉燃烧机、喷淋塔、烟囱、余热锅炉、省煤器、喷淋泵、助燃风机以及抽吸风机;所述多个蓄热室直线排列,所述阻火器、热氧化炉、喷淋塔和抽吸风机与所述多个蓄热室相连,所述起炉燃烧机与所述热氧化炉相连,所述助燃风机与所述起炉燃烧机相连,所述烟囱以及喷淋泵与所述喷淋塔相连,所述热氧化炉与所述余热锅炉相连,所述余热锅炉与省煤器相连;所述蓄热室内设有蜂窝型陶瓷蓄热填料,可将萘法苯酐装置废气转