
一种高强韧稀土耐热镁合金及其制备方法.pdf

贤惠****66

1/10
2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
一种高强韧稀土耐热镁合金及其制备方法.pdf
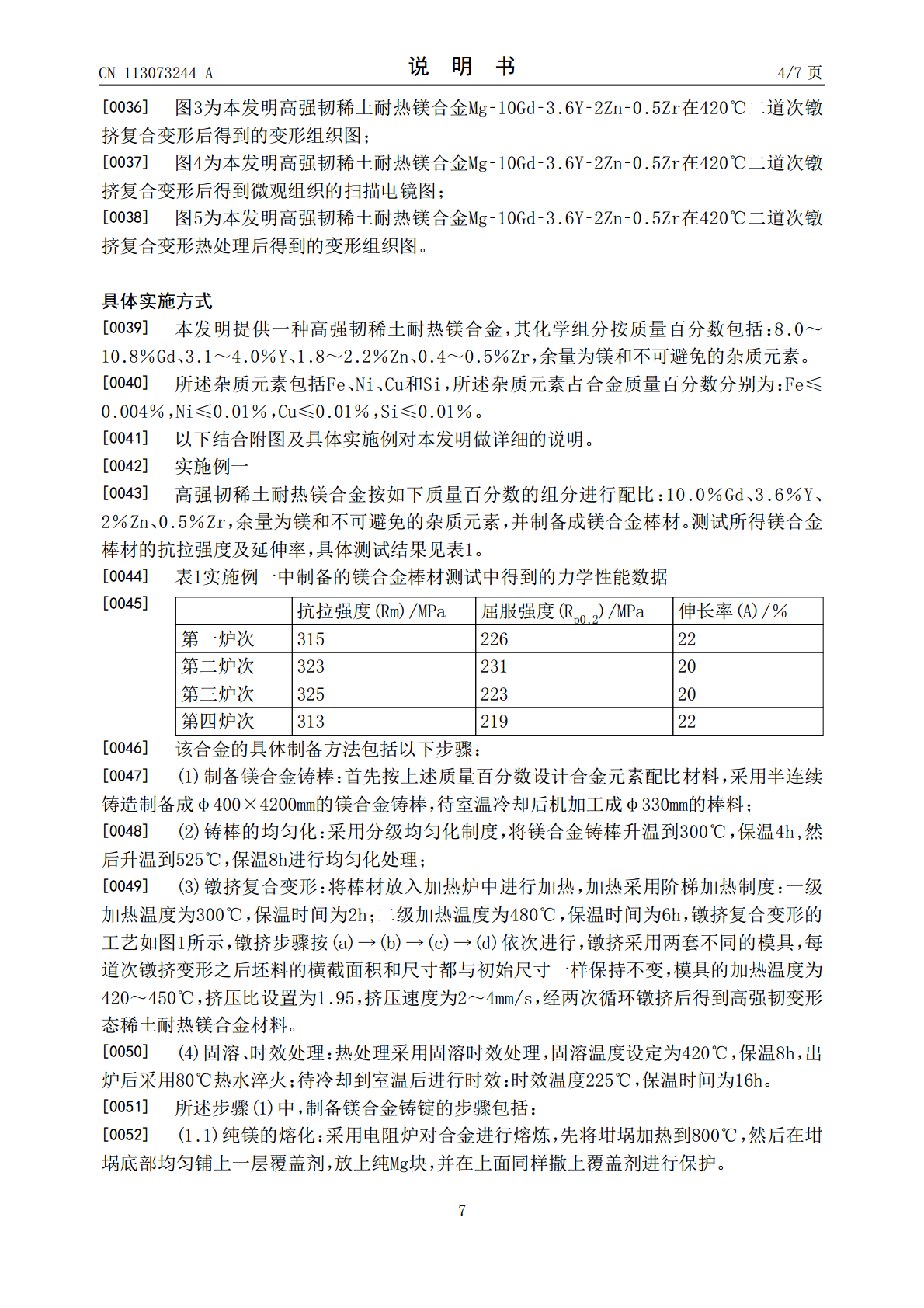
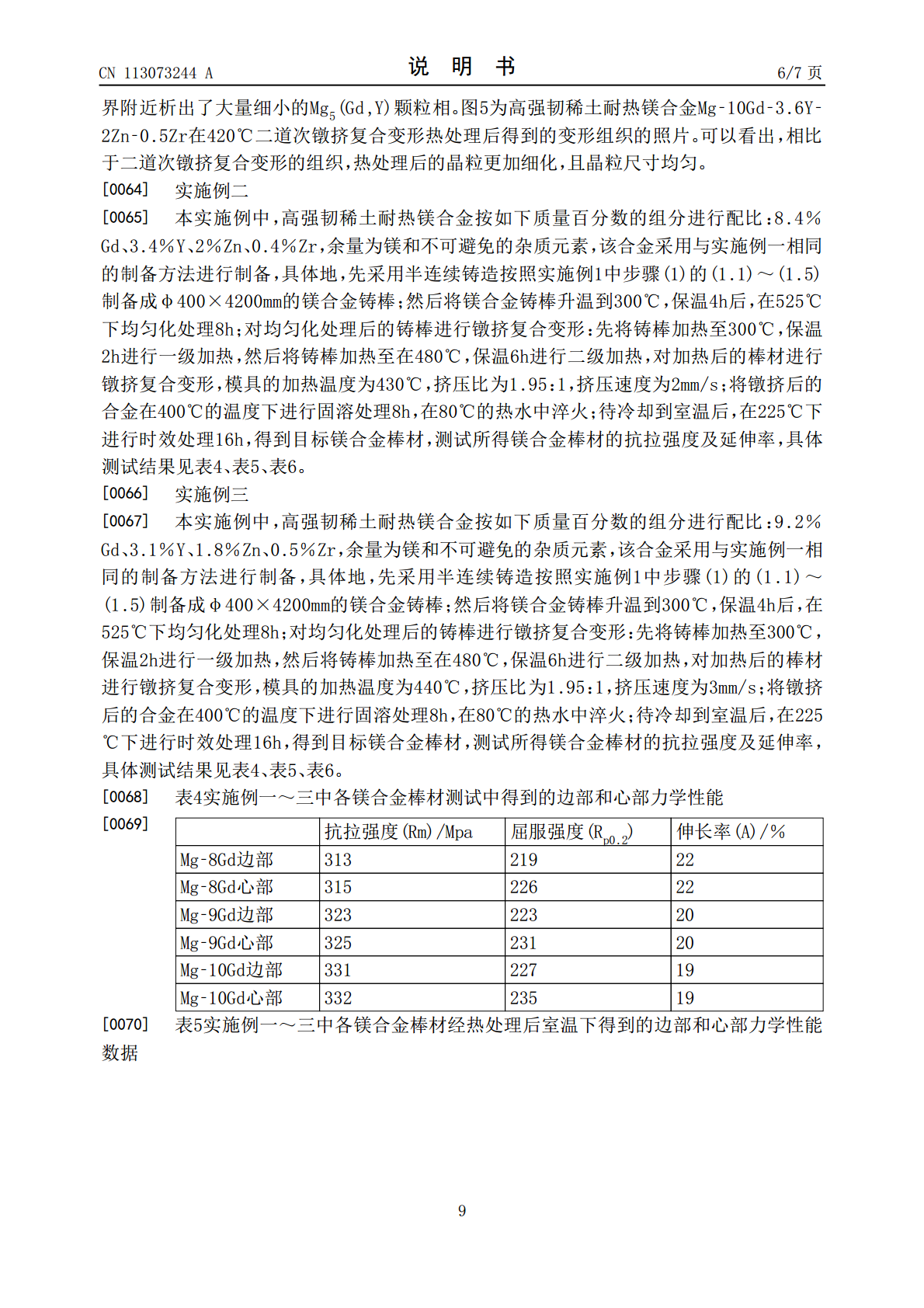
本发明公开一种高强韧稀土耐热镁合金,其化学组分按质量百分数包括:8.0~10.8%Gd、3.1~4.0%Y、1.8~2.2%Zn、0.4~0.5%Zr,余量为镁和不可避免的杂质元素。并公开了其制备方法,步骤依次包括:(1)制备镁合金铸棒;(2)棒料的均匀化:采用分级均匀化制度,将镁合金棒料加热并保温,然后升温再加热、保温进行均匀化处理;(3)镦挤复合变形:将棒料放入加热的镦挤复合模具中,经多次循环镦挤后得到高强韧变形态稀土耐热镁合金材料;(4)固溶、时效处理:热处理采用固溶时效处理并保温,出炉后采用热水淬
一种高强韧耐热耐蚀稀土镁合金及其制备方法.pdf
一种高强韧耐热耐蚀稀土镁合金及其制备方法,属于轻金属材料领域。其质量百分组成为:3-6%的铝,0.2-0.5%的锰,1.0-2.5%的稀土,0.6-1.2%的锑,0.3-0.8%的镉,其余为镁。制备方法:按上述配比的合金材料,在体积分数为0.5%的SF6+CO2混合气体保护熔炼条件下将镁在坩锅中熔化后,在660-680℃,以工业纯铝、铝锰中间合金、Mg-RE中间合金形式加入合金化元素,待加入的炉料完全溶解成合金熔液后,将温度升高,再将工业纯锑和纯镉由钟罩压入合金熔液内,搅拌混合均匀并继续升温,加入精炼剂精
一种高强韧铸造稀土镁合金的制备方法及镁合金.pdf
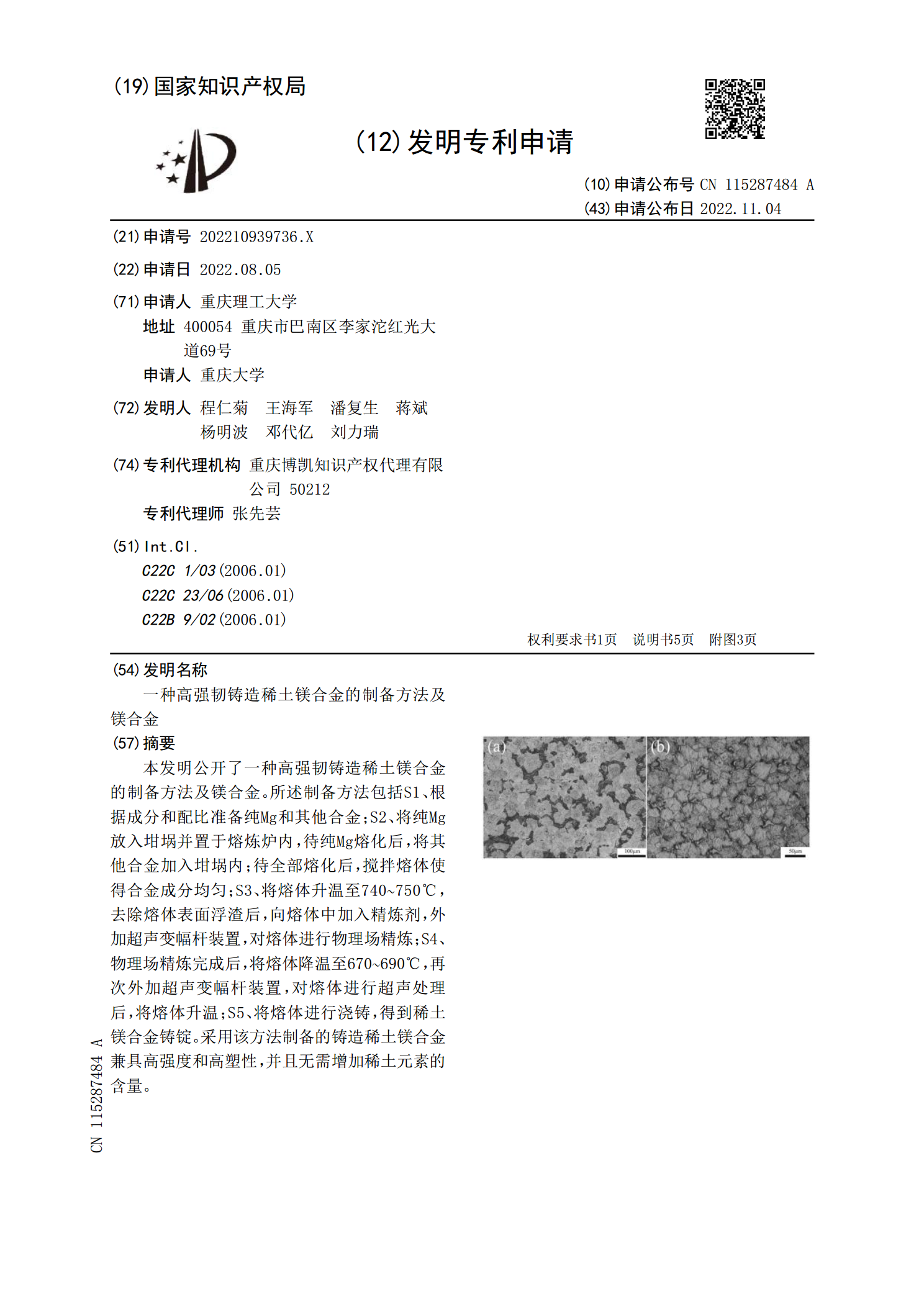
本发明公开了一种高强韧铸造稀土镁合金的制备方法及镁合金。所述制备方法包括S1、根据成分和配比准备纯Mg和其他合金;S2、将纯Mg放入坩埚并置于熔炼炉内,待纯Mg熔化后,将其他合金加入坩埚内;待全部熔化后,搅拌熔体使得合金成分均匀;S3、将熔体升温至740~750℃,去除熔体表面浮渣后,向熔体中加入精炼剂,外加超声变幅杆装置,对熔体进行物理场精炼;S4、物理场精炼完成后,将熔体降温至670~690℃,再次外加超声变幅杆装置,对熔体进行超声处理后,将熔体升温;S5、将熔体进行浇铸,得到稀土镁合金铸锭。采用该方
一种高强韧镁合金及其制备方法.pdf
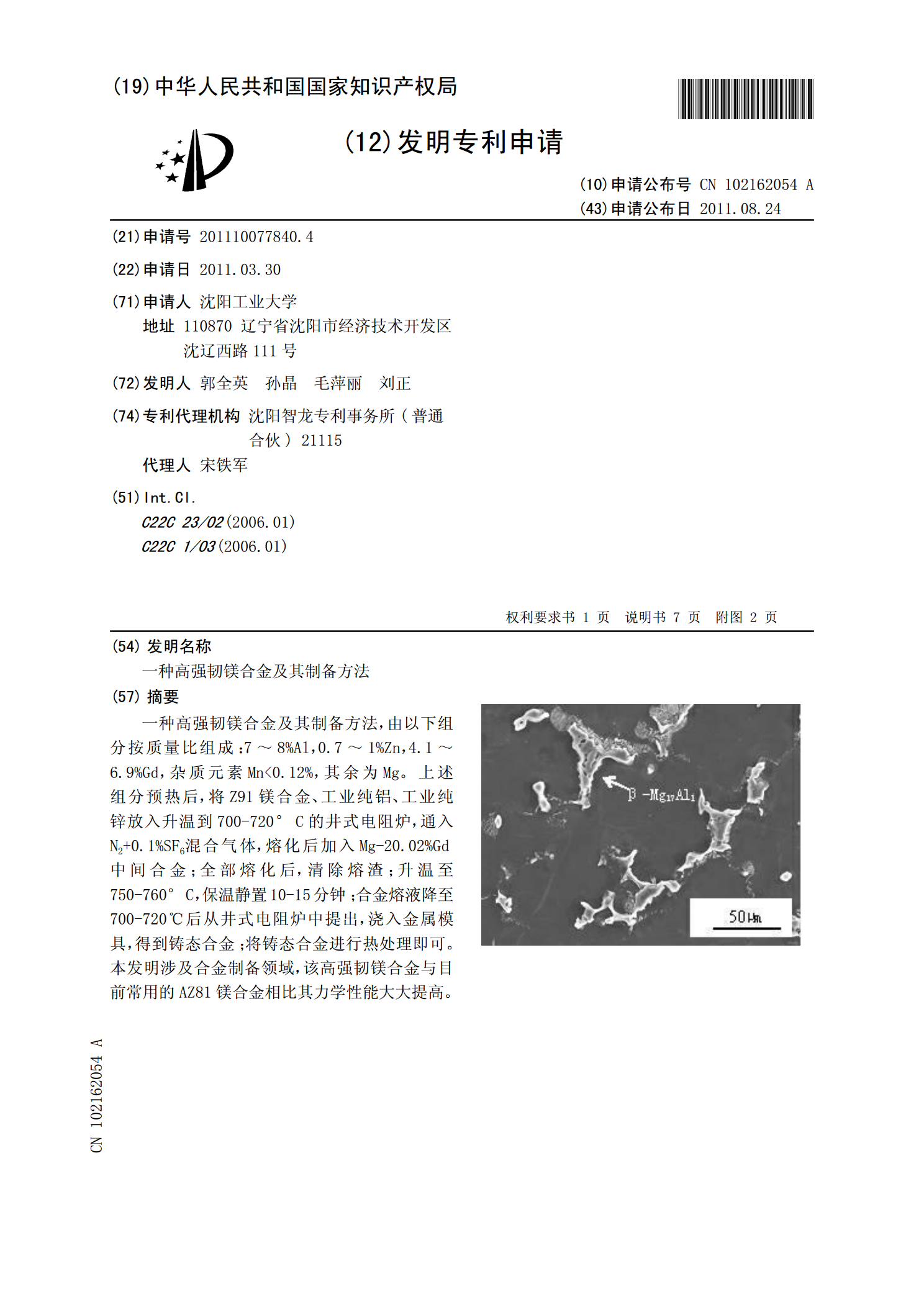
一种高强韧镁合金及其制备方法,由以下组分按质量比组成:7~8%Al,0.7~1%Zn,4.1~6.9%Gd,杂质元素Mn炉,通入N2+0.1%SF6混合气体,熔化后加入Mg-20.02%Gd中间合金;全部熔化后,清除熔渣;升温至750-760°C,保温静置10-15分钟;合金熔液降至700-720℃后从井式电阻炉中提出,浇入金属模具,得到铸态合金;将铸态合金进行热处理即可。本发明涉及合金制备领域,该高强韧镁合金与目前常用的AZ81镁合金相比其力学性能大大提高。
一种低稀土高耐蚀镁合金及其制备方法.pdf
一种低稀土高耐蚀镁合金及其制备方法,成分按重量百分比为:Al6.5~7.5%,Zn0.4~0.6%,Mn0.1~0.4%,稀土0.5~1.2%,余量为Mg;稀土中La/Ce的重量比为2:1~3:1;方法为:(1)准备原料;(2)保护气氛条件下,将镁锭熔化获得镁熔体;(3)在S混合保护气氛条件下,将其他原料熔化后获得混合熔体;(4)在混合保护气氛条件下,将混合溶体加入到镁熔体中,精炼后静置降温,制成镁合金熔体;(5)采用电磁半连续铸造系统,对镁合金熔体进行浇铸;(6)置于马弗炉中进行双级均匀化处理;(