
消除铝合金卷退火起皱的方法.pdf

长春****主a

1/8
2/8
3/8
4/8
5/8
6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
消除铝合金卷退火起皱的方法.pdf
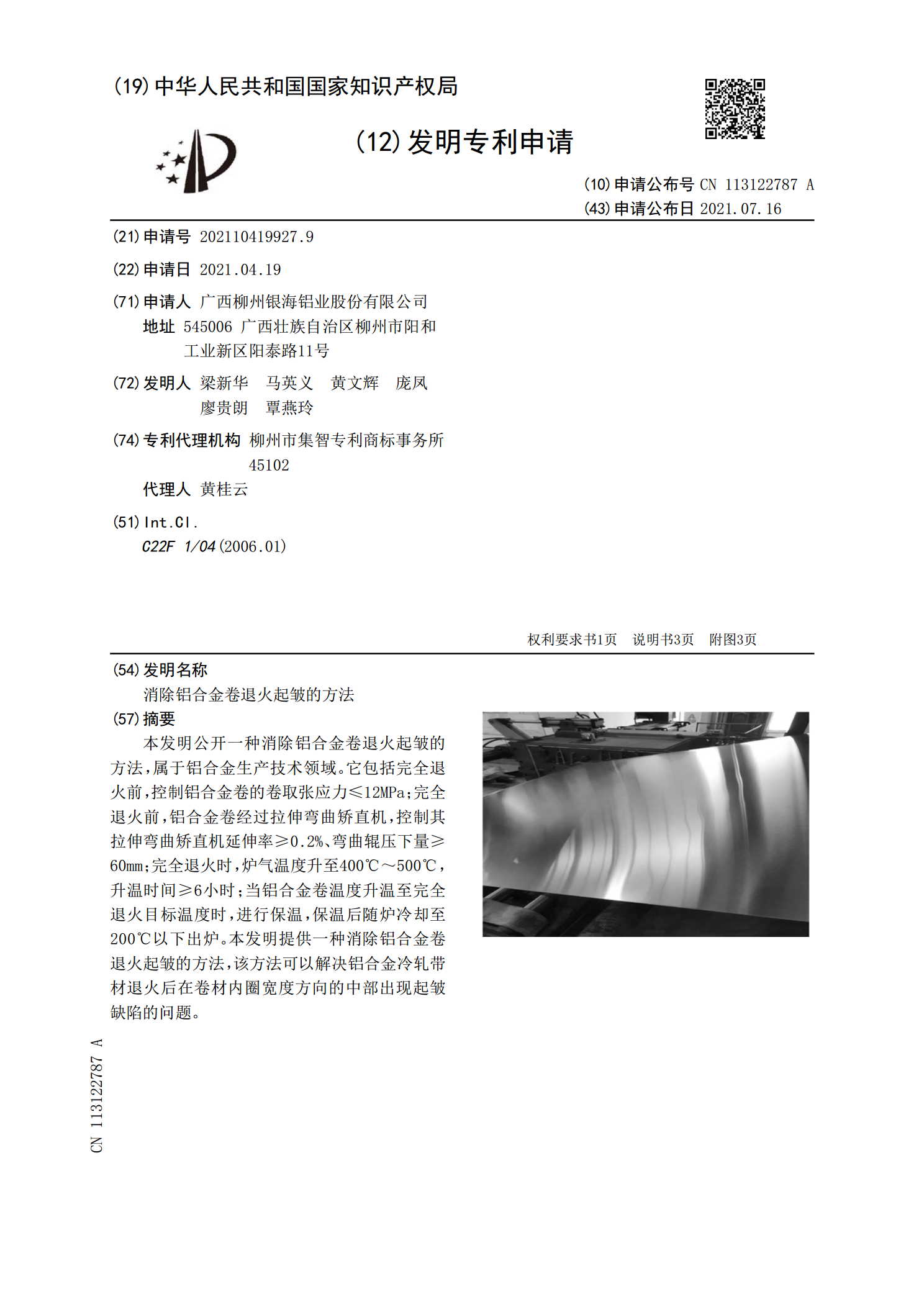
本发明公开一种消除铝合金卷退火起皱的方法,属于铝合金生产技术领域。它包括完全退火前,控制铝合金卷的卷取张应力≤12MPa;完全退火前,铝合金卷经过拉伸弯曲矫直机,控制其拉伸弯曲矫直机延伸率≥0.2%、弯曲辊压下量≥60mm;完全退火时,炉气温度升至400℃~500℃,升温时间≥6小时;当铝合金卷温度升温至完全退火目标温度时,进行保温,保温后随炉冷却至200℃以下出炉。本发明提供一种消除铝合金卷退火起皱的方法,该方法可以解决铝合金冷轧带材退火后在卷材内圈宽度方向的中部出现起皱缺陷的问题。
消除铝合金带材退火起皱的方法.pdf
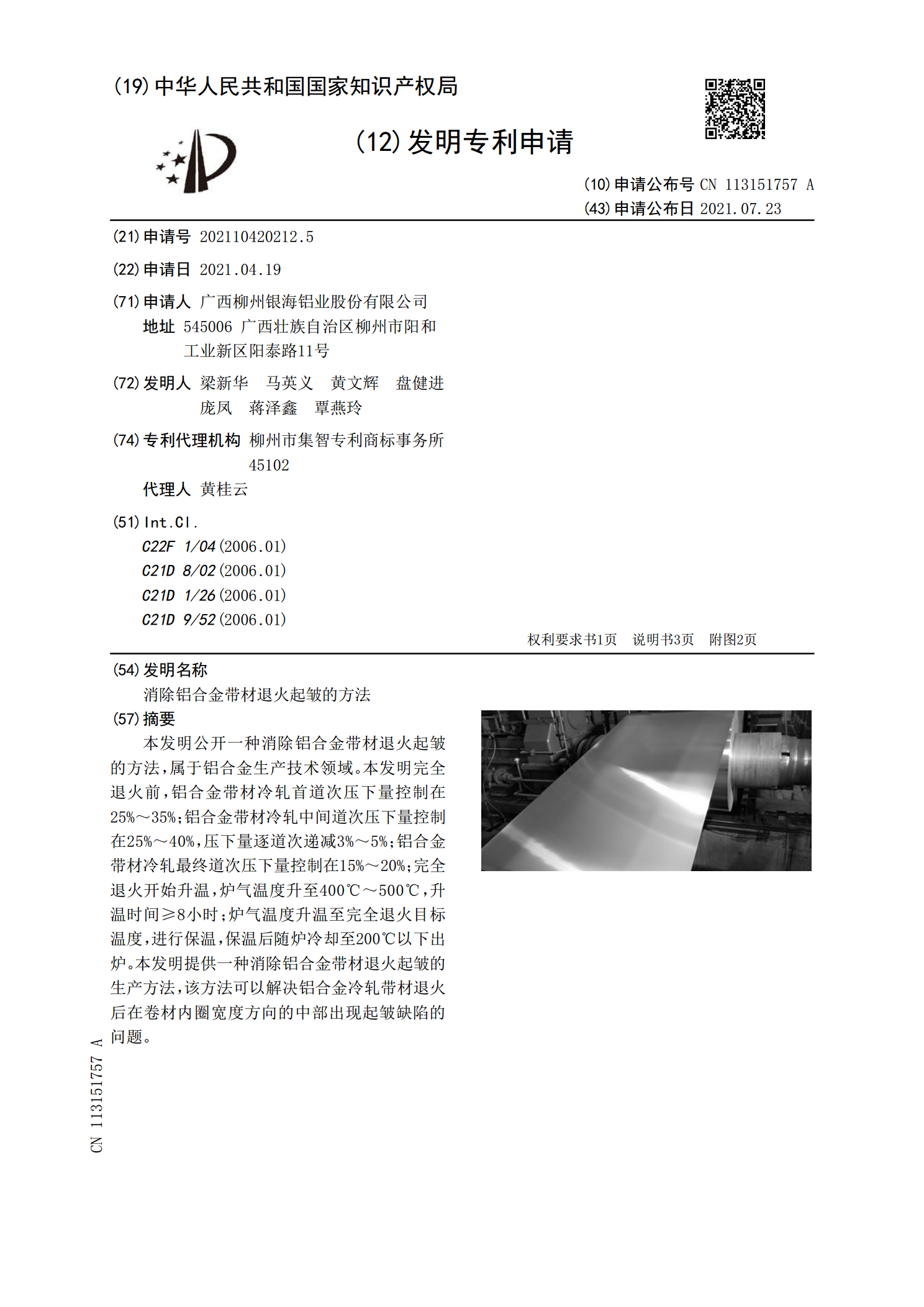
本发明公开一种消除铝合金带材退火起皱的方法,属于铝合金生产技术领域。本发明完全退火前,铝合金带材冷轧首道次压下量控制在25%~35%;铝合金带材冷轧中间道次压下量控制在25%~40%,压下量逐道次递减3%~5%;铝合金带材冷轧最终道次压下量控制在15%~20%;完全退火开始升温,炉气温度升至400℃~500℃,升温时间≥8小时;炉气温度升温至完全退火目标温度,进行保温,保温后随炉冷却至200℃以下出炉。本发明提供一种消除铝合金带材退火起皱的生产方法,该方法可以解决铝合金冷轧带材退火后在卷材内圈宽度方向的中
消除冷轧铝卷退火起皱缺陷的方法.pdf
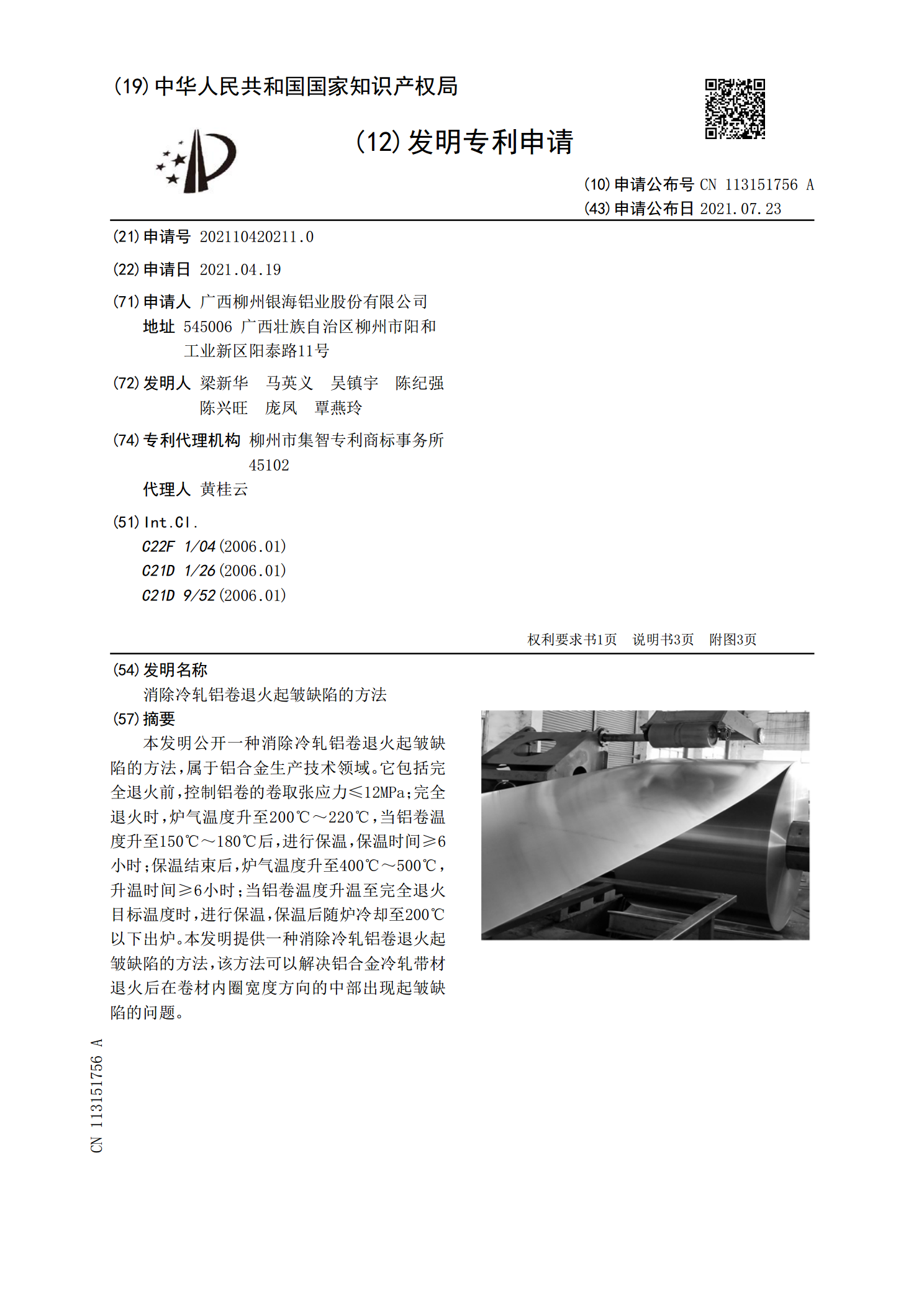
本发明公开一种消除冷轧铝卷退火起皱缺陷的方法,属于铝合金生产技术领域。它包括完全退火前,控制铝卷的卷取张应力≤12MPa;完全退火时,炉气温度升至200℃~220℃,当铝卷温度升至150℃~180℃后,进行保温,保温时间≥6小时;保温结束后,炉气温度升至400℃~500℃,升温时间≥6小时;当铝卷温度升温至完全退火目标温度时,进行保温,保温后随炉冷却至200℃以下出炉。本发明提供一种消除冷轧铝卷退火起皱缺陷的方法,该方法可以解决铝合金冷轧带材退火后在卷材内圈宽度方向的中部出现起皱缺陷的问题。

消除残余应力的方法消除应力退火振动时效.ppt
双向应力:作用在焊件某一平面内两个相互垂直的方向上的应力,也称为平面应力。让每条焊缝都能自由收缩合理选择焊接工艺参数加热“减应区”法敲击法消除应力退火思考与练习:1、控制焊接残余应力的措施有哪些?2、什么是加热减应区法?怎样选择减应区?试举例说明?3、钢结构常用的消除残余应力有哪些?课题名称:平角焊1、焊前准备2、试件装配4、操作要点及注意事项⑴单层焊第二层:施焊前清理第一层熔渣,若发现夹渣应用小直径焊条修补后方可焊第二层,并采用斜圆圈形或锯齿形运条法。第二道:第三条焊道:在生产实际中尽可能将焊件反转45
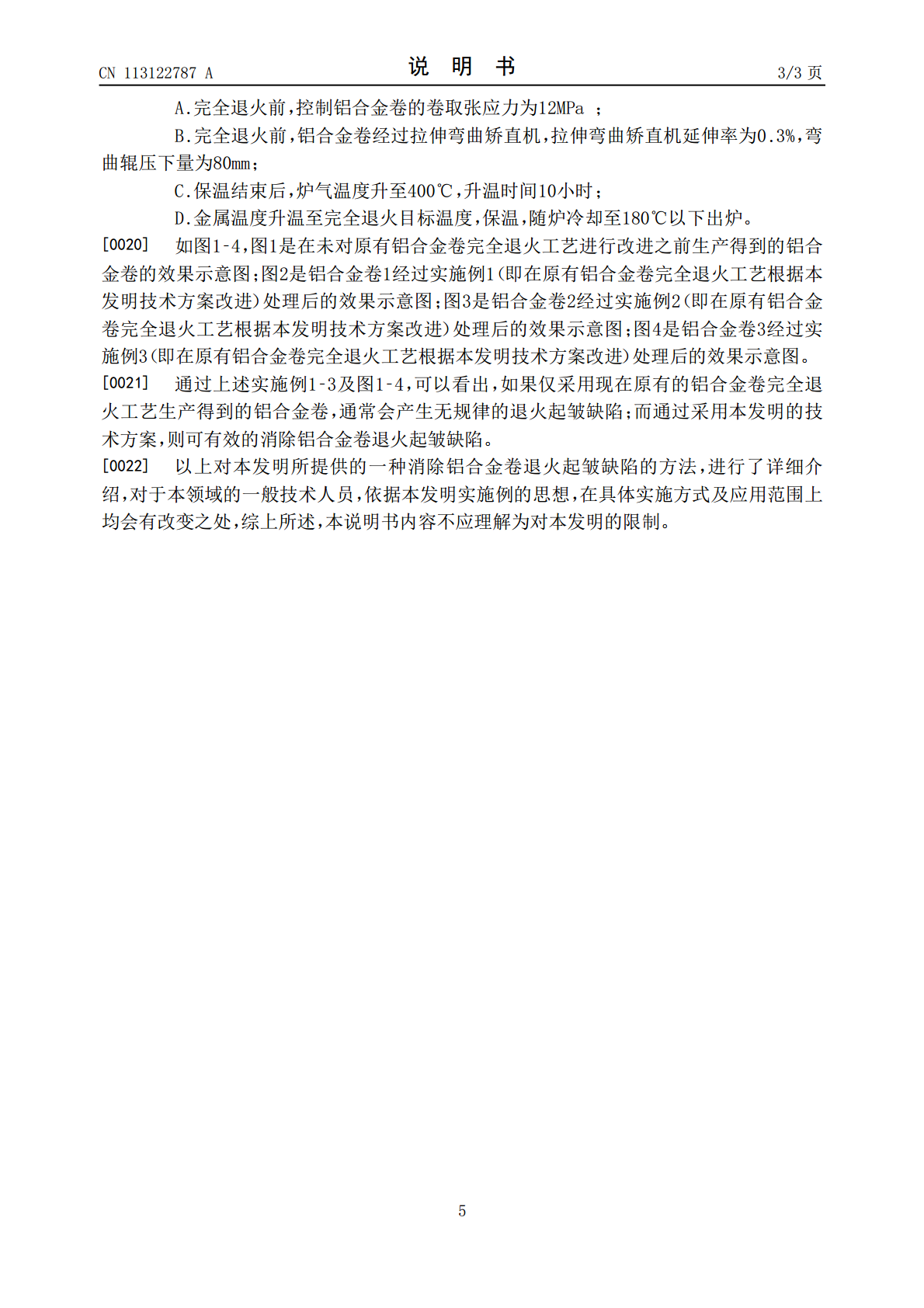
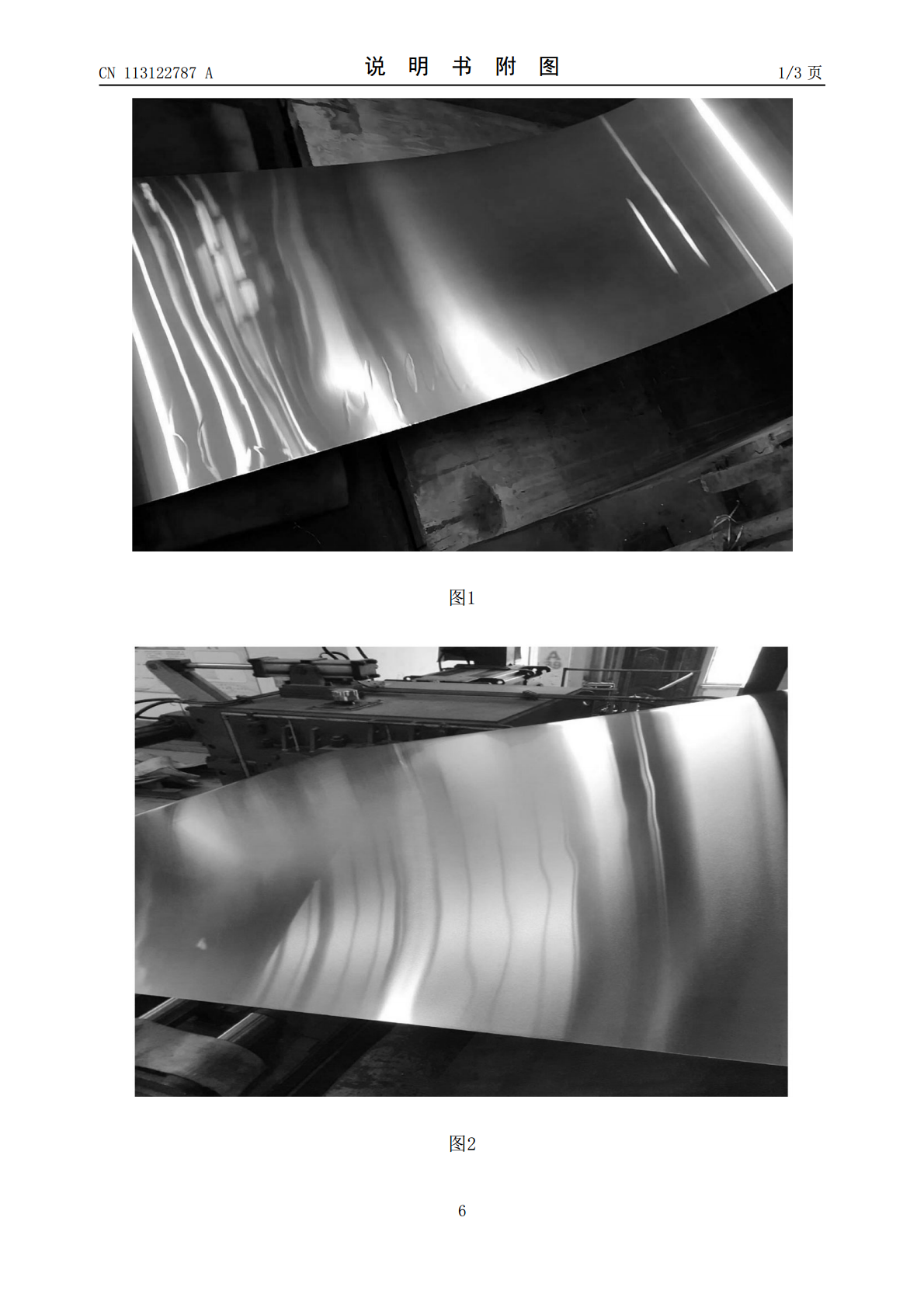
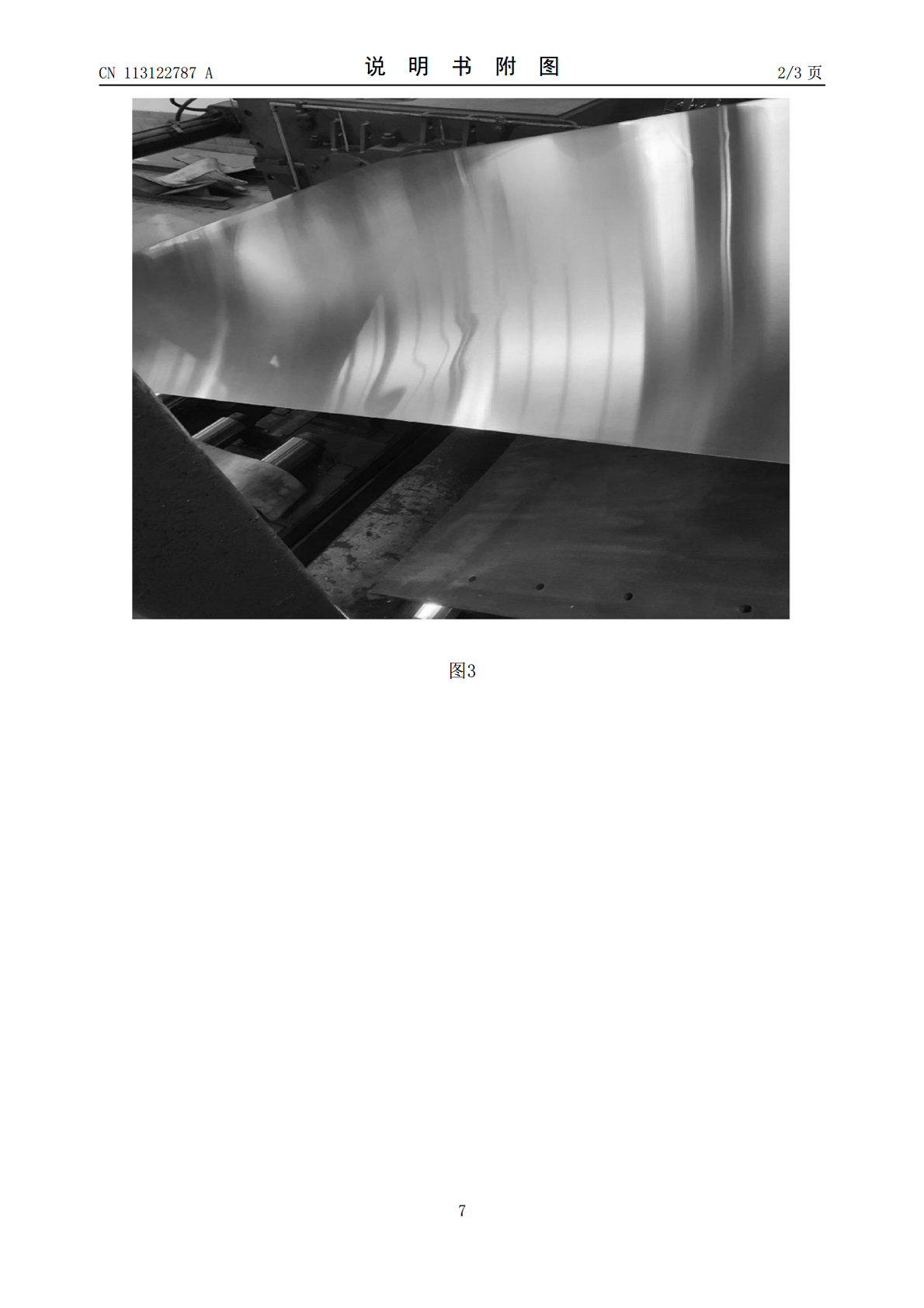
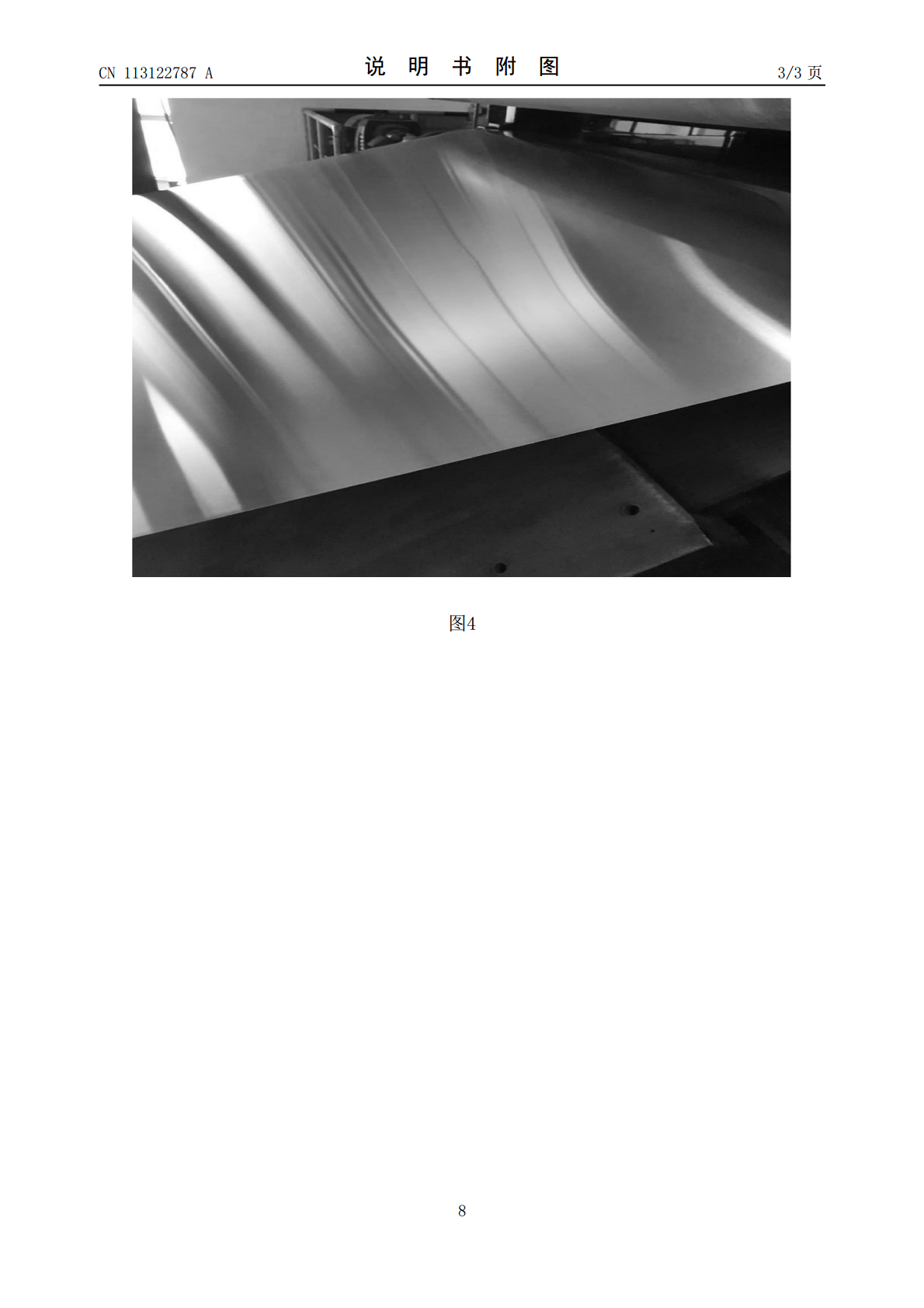
消除冷轧铝卷边部退火白斑的方法.pdf
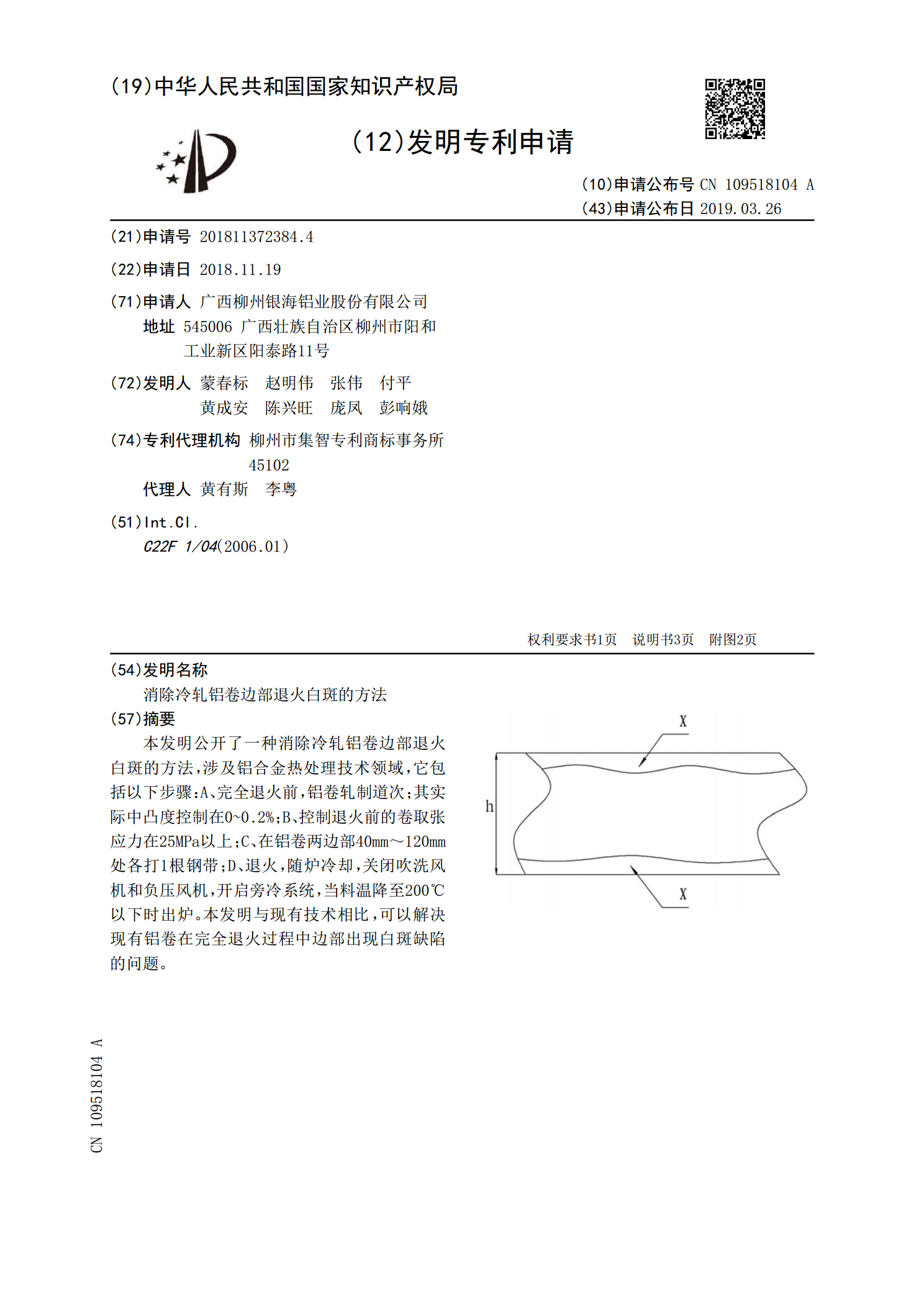
本发明公开了一种消除冷轧铝卷边部退火白斑的方法,涉及铝合金热处理技术领域,它包括以下步骤:A、完全退火前,铝卷轧制道次;其实际中凸度控制在0~0.2%;B、控制退火前的卷取张应力在25MPa以上;C、在铝卷两边部40mm~120mm处各打1根钢带;D、退火,随炉冷却,关闭吹洗风机和负压风机,开启旁冷系统,当料温降至200℃以下时出炉。本发明与现有技术相比,可以解决现有铝卷在完全退火过程中边部出现白斑缺陷的问题。