
消除铝合金带材退火起皱的方法.pdf

茂学****23

1/7
2/7

3/7

4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
消除铝合金带材退火起皱的方法.pdf
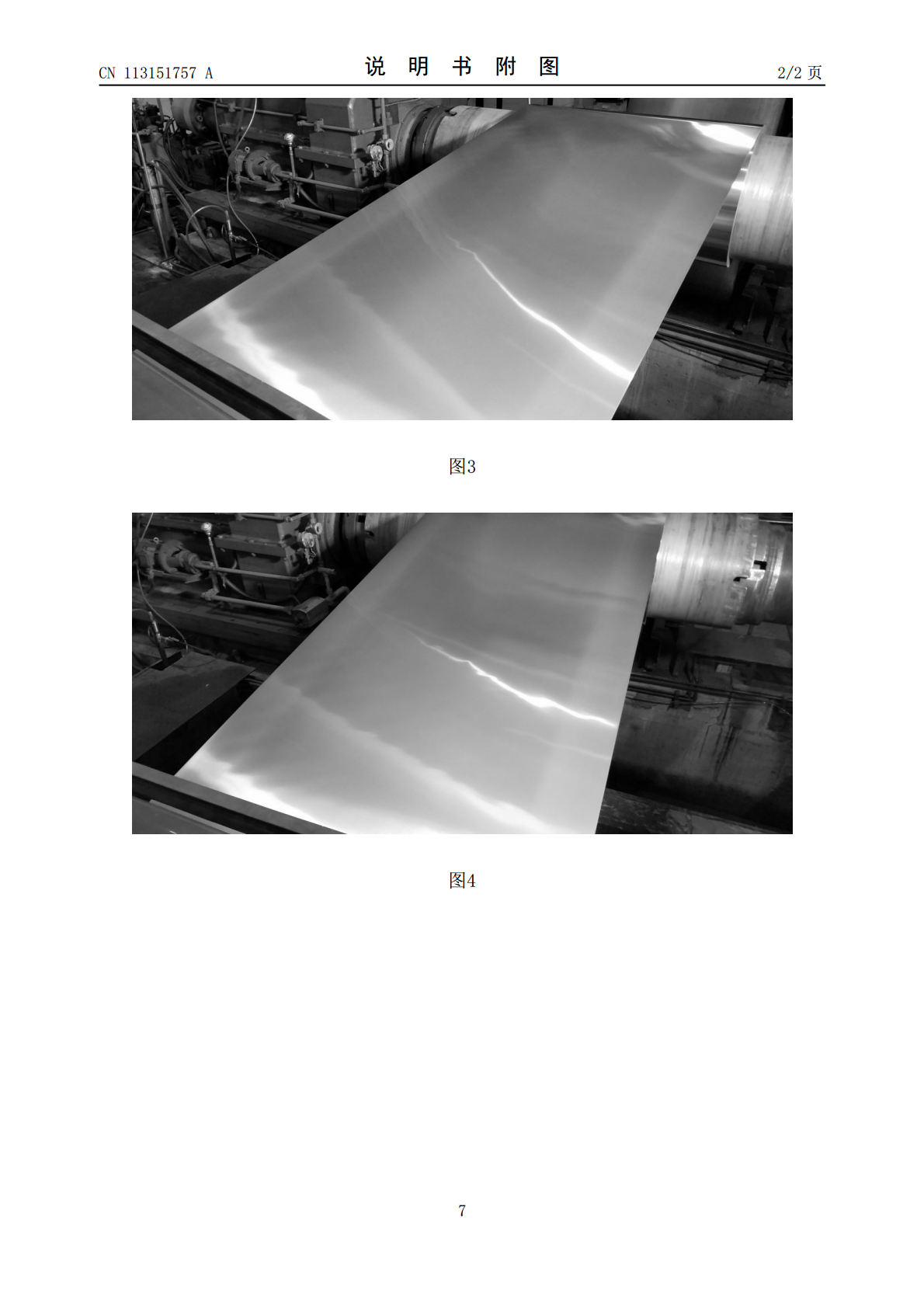
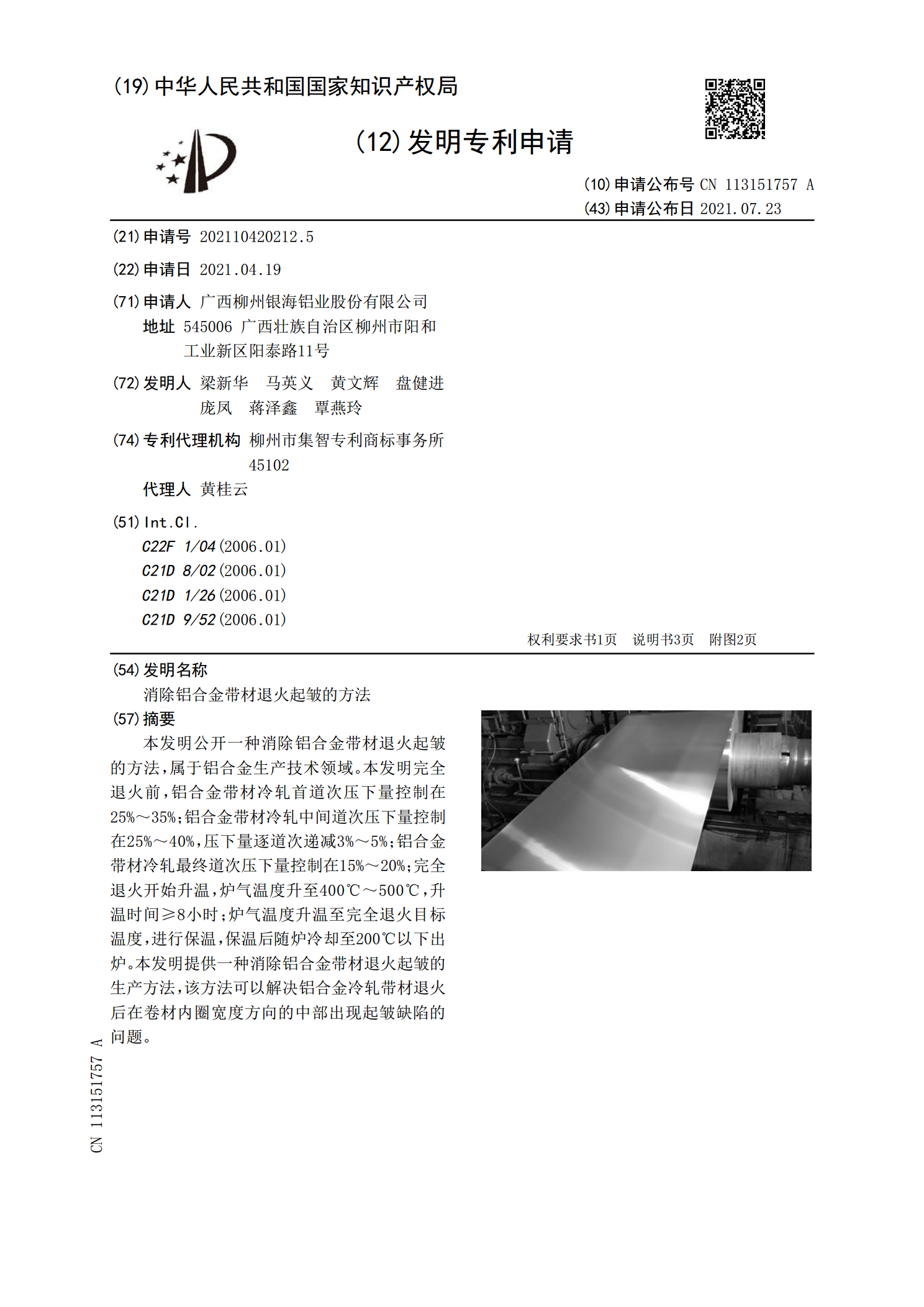
本发明公开一种消除铝合金带材退火起皱的方法,属于铝合金生产技术领域。本发明完全退火前,铝合金带材冷轧首道次压下量控制在25%~35%;铝合金带材冷轧中间道次压下量控制在25%~40%,压下量逐道次递减3%~5%;铝合金带材冷轧最终道次压下量控制在15%~20%;完全退火开始升温,炉气温度升至400℃~500℃,升温时间≥8小时;炉气温度升温至完全退火目标温度,进行保温,保温后随炉冷却至200℃以下出炉。本发明提供一种消除铝合金带材退火起皱的生产方法,该方法可以解决铝合金冷轧带材退火后在卷材内圈宽度方向的中
消除铝合金卷退火起皱的方法.pdf
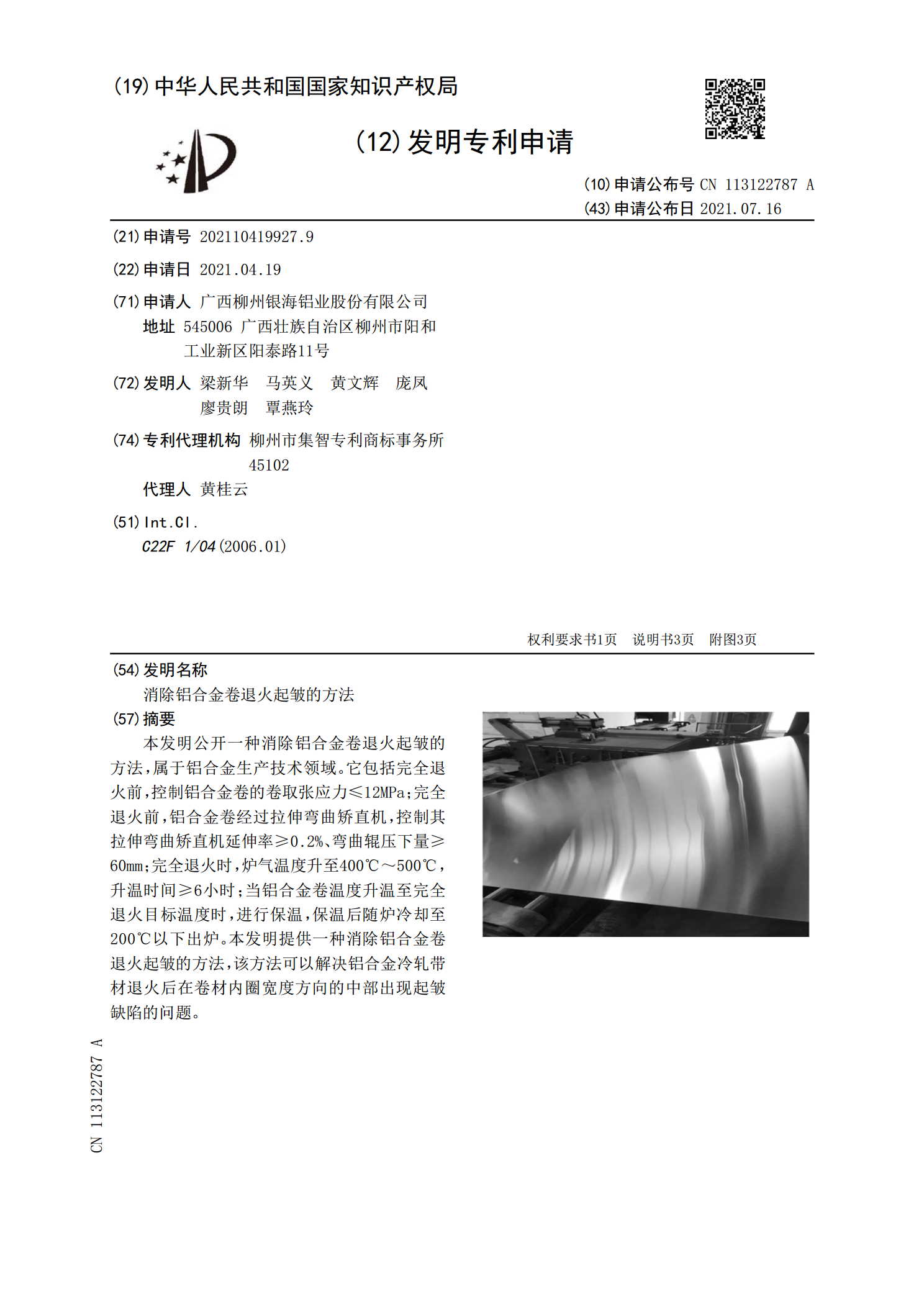
本发明公开一种消除铝合金卷退火起皱的方法,属于铝合金生产技术领域。它包括完全退火前,控制铝合金卷的卷取张应力≤12MPa;完全退火前,铝合金卷经过拉伸弯曲矫直机,控制其拉伸弯曲矫直机延伸率≥0.2%、弯曲辊压下量≥60mm;完全退火时,炉气温度升至400℃~500℃,升温时间≥6小时;当铝合金卷温度升温至完全退火目标温度时,进行保温,保温后随炉冷却至200℃以下出炉。本发明提供一种消除铝合金卷退火起皱的方法,该方法可以解决铝合金冷轧带材退火后在卷材内圈宽度方向的中部出现起皱缺陷的问题。
消除冷轧铝卷退火起皱缺陷的方法.pdf
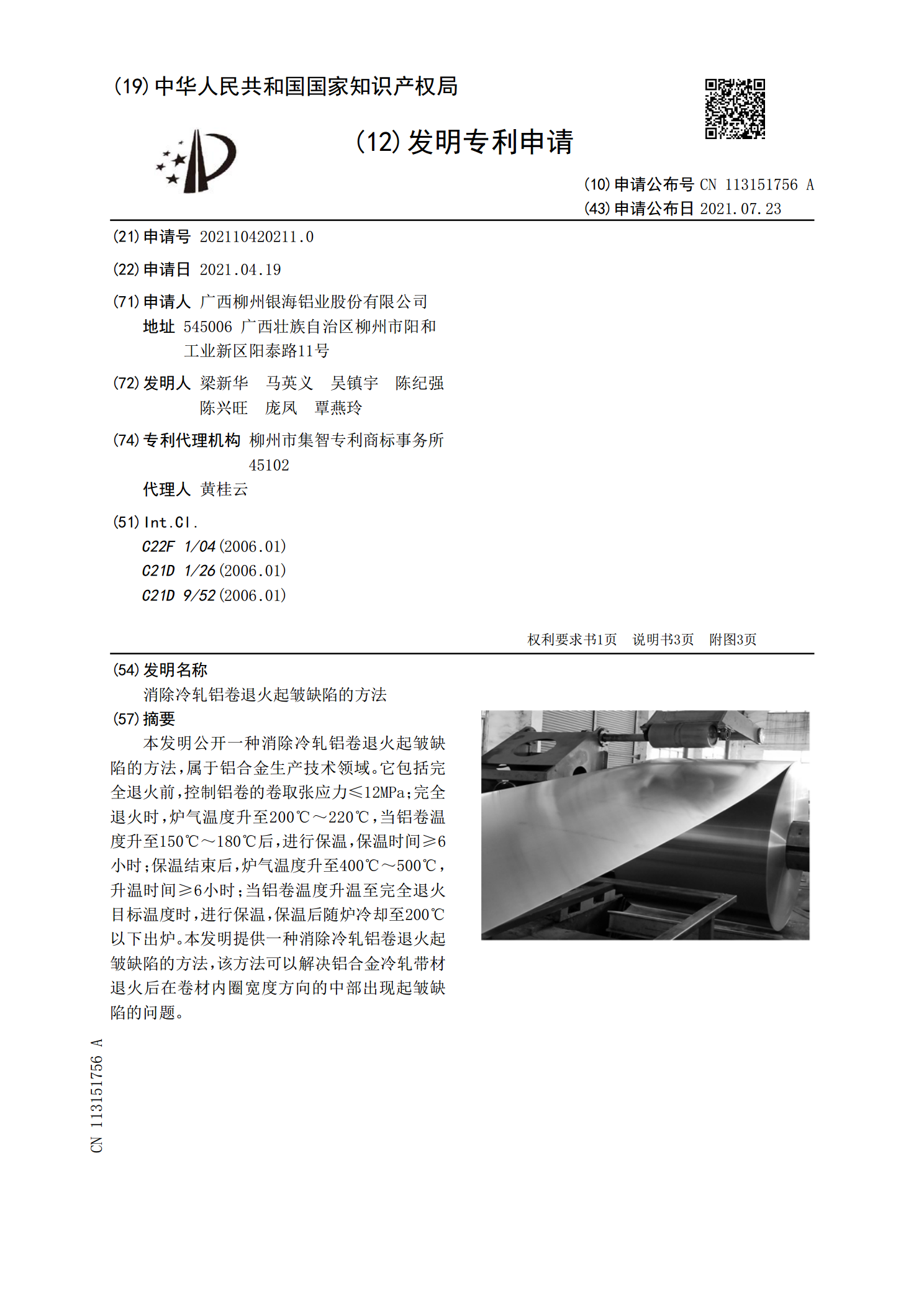
本发明公开一种消除冷轧铝卷退火起皱缺陷的方法,属于铝合金生产技术领域。它包括完全退火前,控制铝卷的卷取张应力≤12MPa;完全退火时,炉气温度升至200℃~220℃,当铝卷温度升至150℃~180℃后,进行保温,保温时间≥6小时;保温结束后,炉气温度升至400℃~500℃,升温时间≥6小时;当铝卷温度升温至完全退火目标温度时,进行保温,保温后随炉冷却至200℃以下出炉。本发明提供一种消除冷轧铝卷退火起皱缺陷的方法,该方法可以解决铝合金冷轧带材退火后在卷材内圈宽度方向的中部出现起皱缺陷的问题。
电缆用铝及铝合金带、箔材的退火方法.pdf
本发明涉及一种电缆用铝及铝合金带、箔材的退火方法。其退火包括如下四个步骤:第一步,将箱式退火炉的炉温加热到190-250℃,温度升高梯度为2-3℃/小时,保温时间60-250分钟;第二步,将箱式退火炉的炉温加热到380-435℃,温度升高梯度为2-3℃/小时,保温时间10-20小时;第三步,将箱式退火炉的炉温降低到340-370℃,温度降低梯度为5-6℃/小时,保温时间4-15小时;第四步,将箱式退火炉的炉温降低到190-220℃,温度降低梯度为5-6℃/小时,保温时间1-4小时;冷却方式采用出炉空冷。本
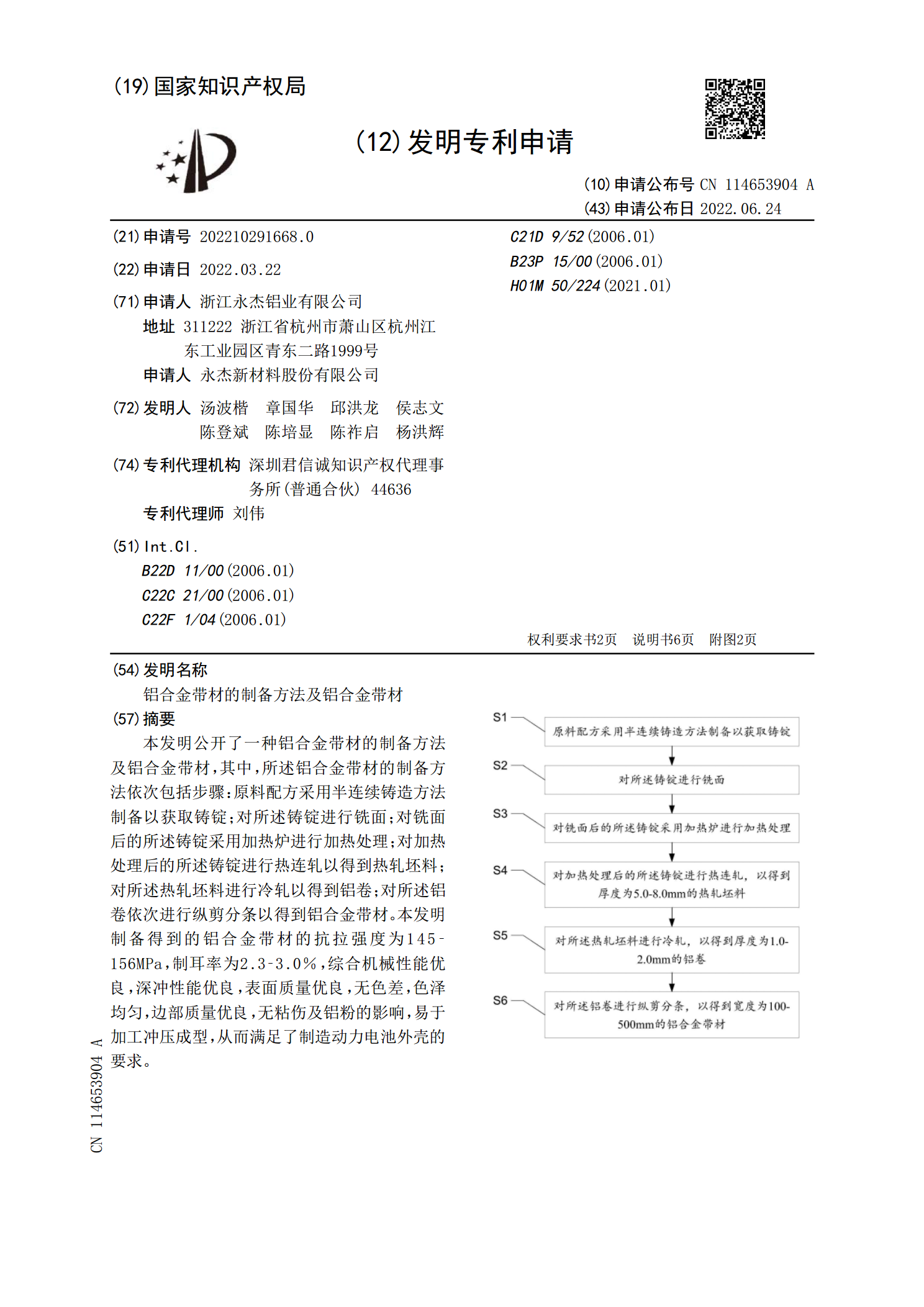
铝合金带材的制备方法及铝合金带材.pdf
本发明公开了一种铝合金带材的制备方法及铝合金带材,其中,所述铝合金带材的制备方法依次包括步骤:原料配方采用半连续铸造方法制备以获取铸锭;对所述铸锭进行铣面;对铣面后的所述铸锭采用加热炉进行加热处理;对加热处理后的所述铸锭进行热连轧以得到热轧坯料;对所述热轧坯料进行冷轧以得到铝卷;对所述铝卷依次进行纵剪分条以得到铝合金带材。本发明制备得到的铝合金带材的抗拉强度为145‑156MPa,制耳率为2.3‑3.0%,综合机械性能优良,深冲性能优良,表面质量优良,无色差,色泽均匀,边部质量优良,无粘伤及铝粉的影响,易