
一种厚规格Z向风电钢的生产方法.pdf

高格****gu

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种厚规格Z向风电钢的生产方法.pdf
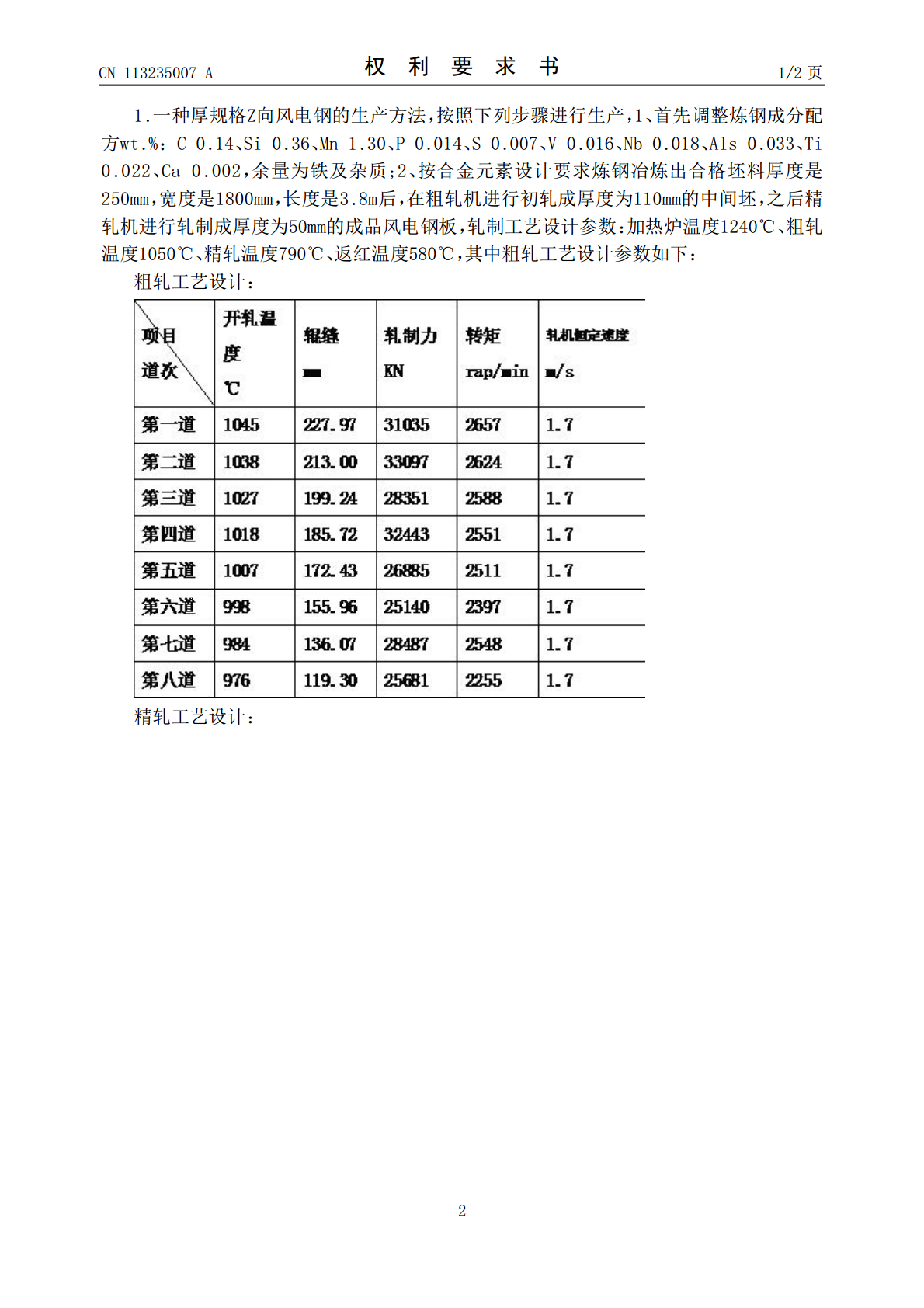
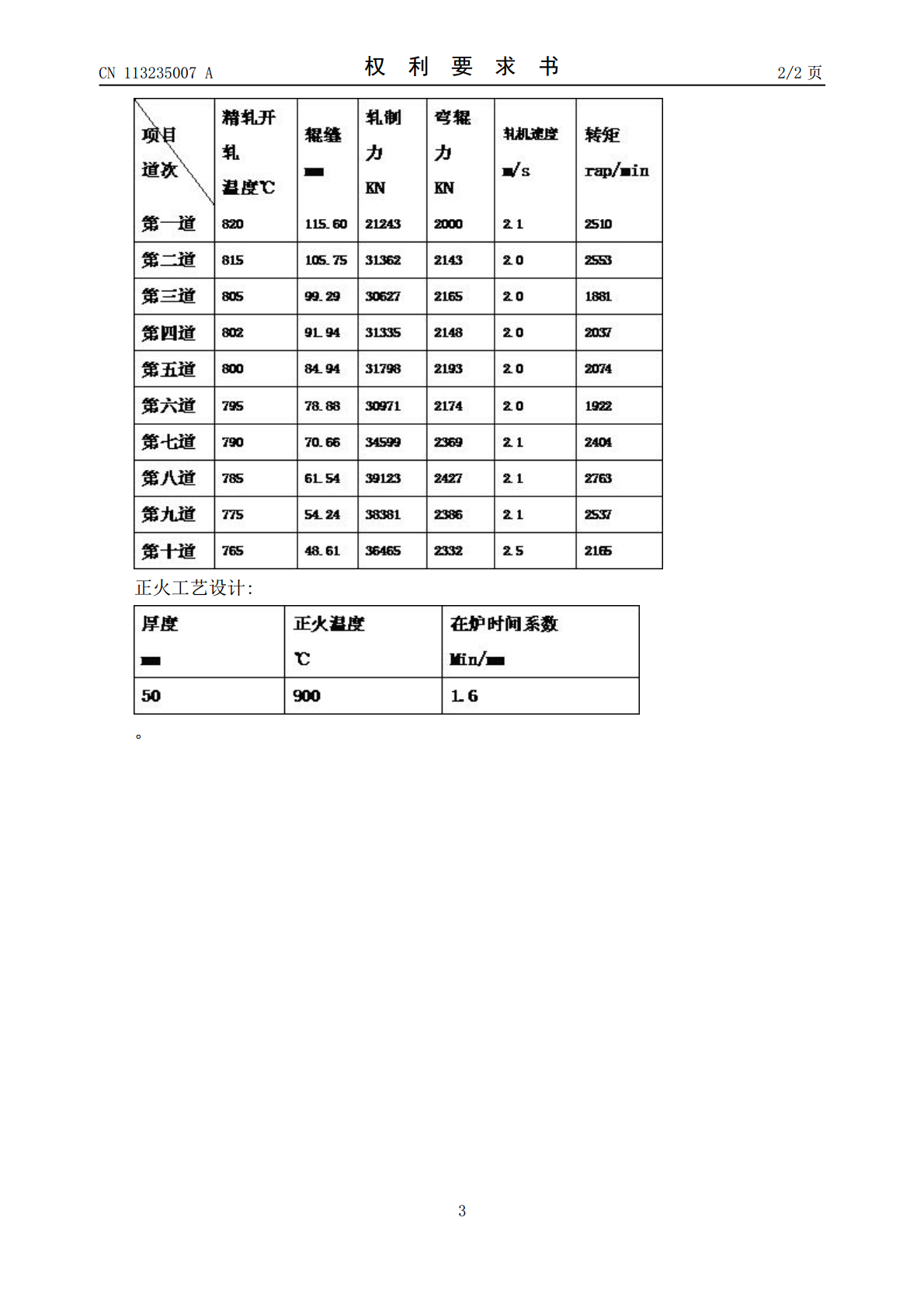
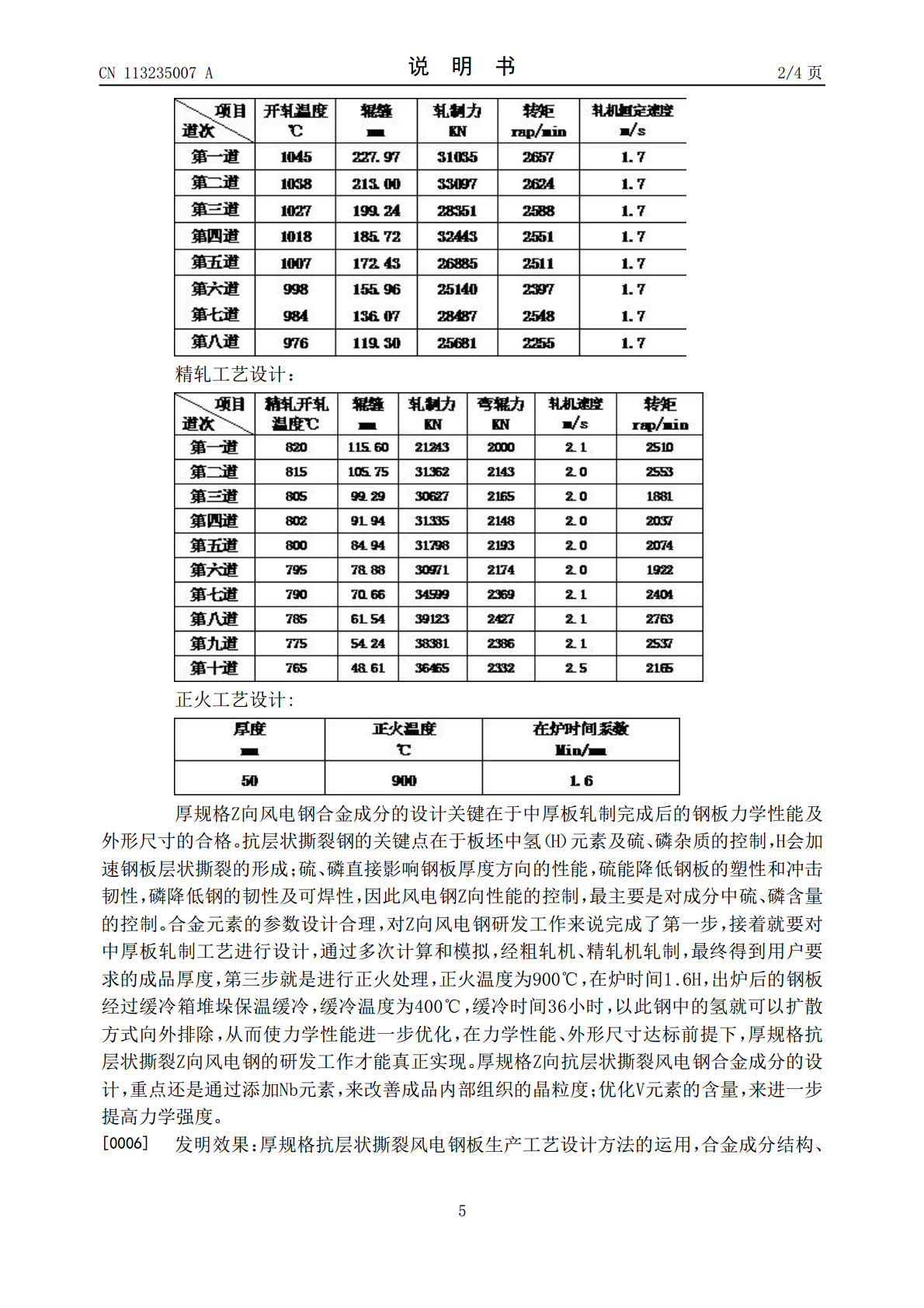
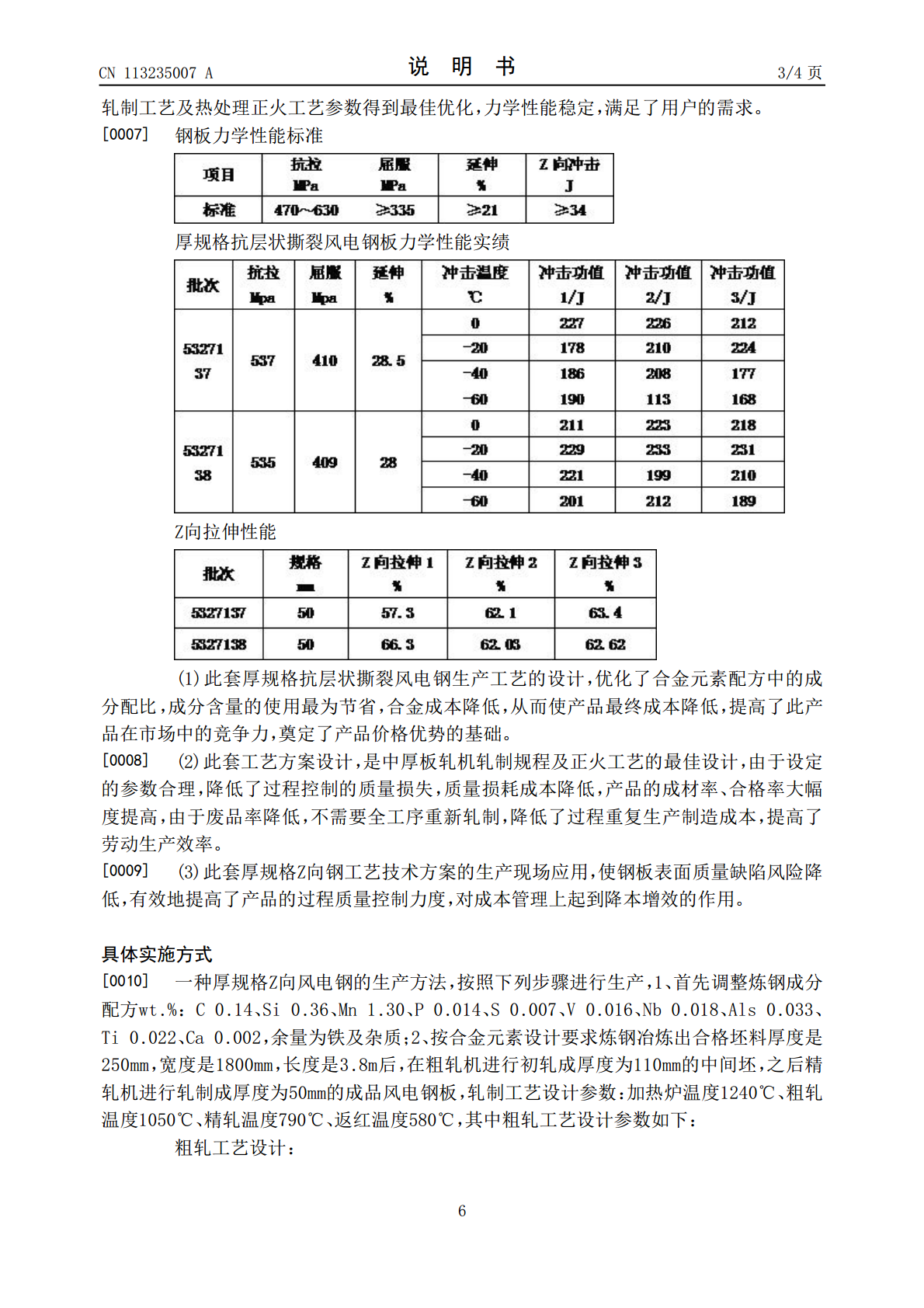
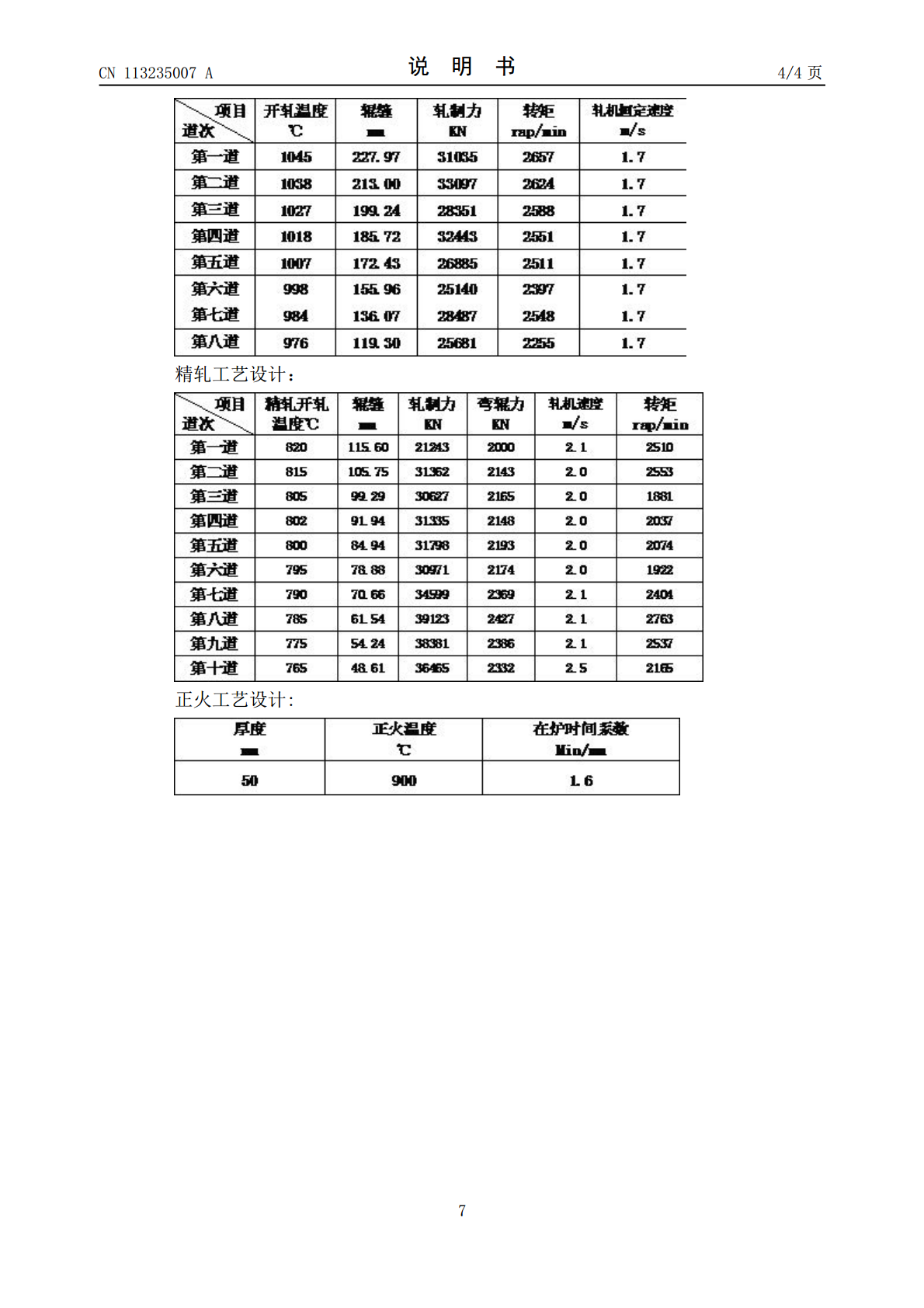
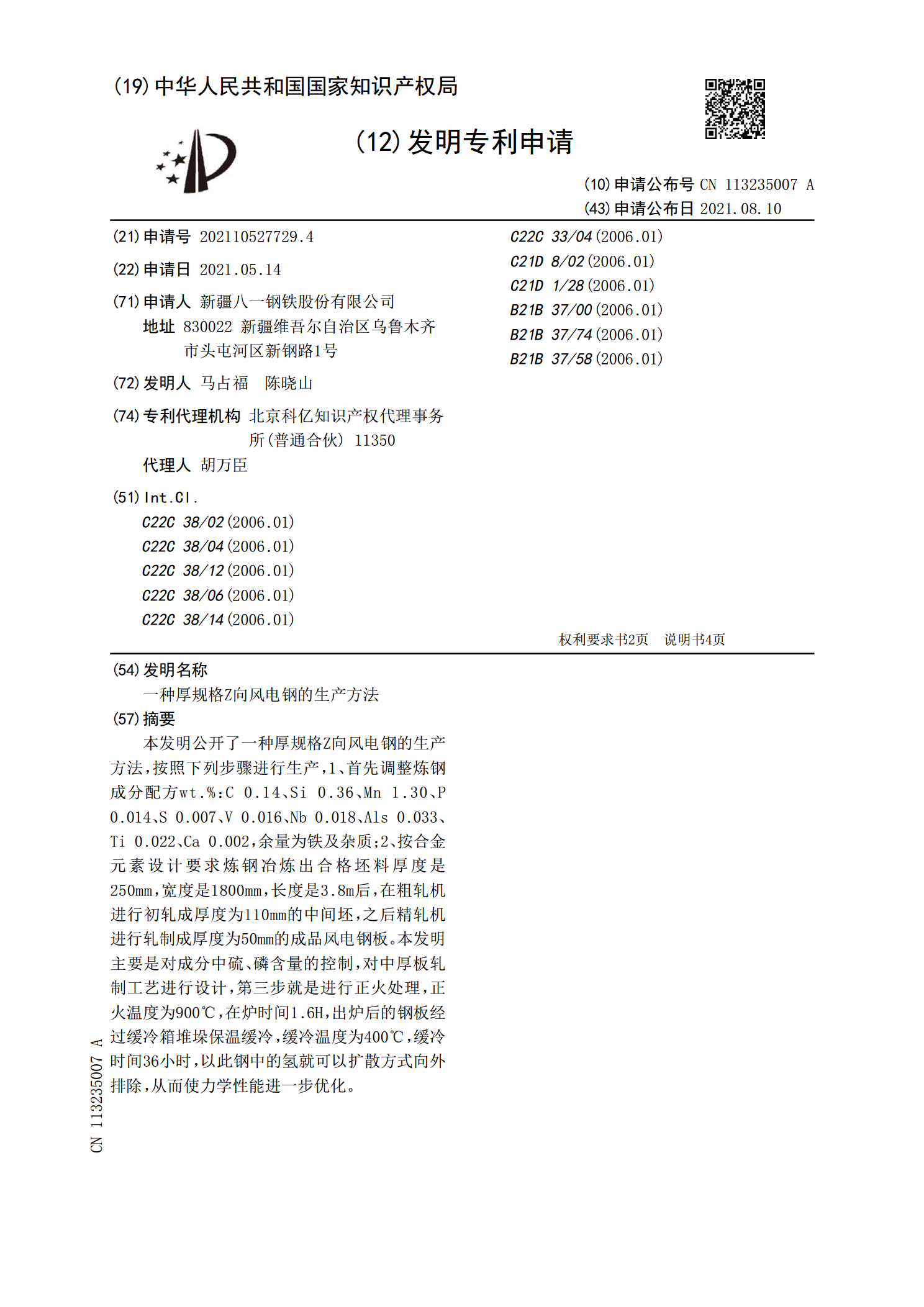
本发明公开了一种厚规格Z向风电钢的生产方法,按照下列步骤进行生产,1、首先调整炼钢成分配方wt.%:C0.14、Si0.36、Mn1.30、P0.014、S0.007、V0.016、Nb0.018、Als0.033、Ti0.022、Ca0.002,余量为铁及杂质;2、按合金元素设计要求炼钢冶炼出合格坯料厚度是250mm,宽度是1800mm,长度是3.8m后,在粗轧机进行初轧成厚度为110mm的中间坯,之后精轧机进行轧制成厚度为50mm的成品风电钢板。本发明主要是对成分中硫、磷含量的控制

一种摆动冷却工艺生产厚规格桥梁钢的方法.pdf
一种摆动冷却工艺生产厚规格桥梁钢的方法,属于桥梁钢生产技术领域。先设置集管流量、开启集管数量及设定ACC内摆动次数,摆动次数为3或5次;待水冷钢板入ACC水冷区前,切换为手动模式并输入集管流量,设定辊道速度0.5~1m/s;随着钢板进入ACC水冷区后,沿钢板进入方向依次打开集管,待完成摆动次数后出ACC水冷区下线堆冷。优点在于,能够充分发挥ACC设备的水冷能力,通过在水冷辊道内摆动可延长水冷区的长度,可实现目前TMCP态桥梁钢120mm规格以下的水冷工艺要求。

一种提高厚规格管线钢轧制稳定的生产方法.pdf
本发明公开了一种提高厚规格管线钢轧制稳定的生产方法,步骤包括板坯加热、粗轧、精轧、轧后冷却、卷取,其中,所述的板坯加热步骤中,在炉时间170‑230min,加热温度为1190℃‑1250℃;所述的粗轧步骤中,粗轧咬入温度1070‑1110℃,板坯粗轧采用5道次,累计压下率60‑80%,粗轧最后道次速度4.0‑4.3m/s,粗轧终轧温度控制在1000‑1040℃;所述的精轧步骤中,精轧入口温度控制在960‑1000℃,精轧为七机架热连轧虚设F2和F5,累计压下量≥60%;终轧温度810‑850℃;穿带后加速

一种12.9级大规格高韧性风电螺栓用钢及生产方法.pdf
本发明公开了一种12.9级大规格高韧性风电螺栓用钢及生产方法,属于风电螺栓钢材技术领域。12.9级大规格高韧性风电螺栓用钢其主要化学成份组成及质量百分比含量为:C:0.35%~0.45%、Si:0.20%~0.40%、Mn:0.60%~0.90%、Cr:0.60%~0.90%、Mo:0.10%~0.30%、Ni:1.00%~1.50%、V:0.15%~0.25%、Nb:0.015%~0.035%、Alt:0.015%~0.040%、Mg:0.0015%~0.0035%、P≤0.020%、S≤0.010%、

厚规格X80管线钢的生产方法.pdf
本发明涉及管线钢的生产技术领域,尤其是一种厚规格X80管线钢的生产方法,其包括如下步骤:a、选取板坯;b、将板坯在加热炉中进行加热;c、对加热后的板坯进行粗轧,粗轧采用5‑6道次轧制,单道次压下量≥20%;d、将得到的中间坯冷却到930℃以下,再输送至精轧机中进行精轧,精轧采用6‑7道次轧制;e、将得到的钢板进行冷却;f、对冷却后的钢板进行卷取。本发明对厚规格X80管线钢的生产方法所涉及的步骤进行了优化,从而得到X80管线钢,对成品X80管线钢进行落锤撕裂试验,落锤剪切面积比大于85%,低温韧性良好;通过