
高纯无氧铜杆的真空连铸工艺.pdf

骊蓉****23

1/9
2/9
3/9

4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高纯无氧铜杆的真空连铸工艺.pdf
本发明公开了一种高纯无氧铜杆的真空连铸工艺,包括6N高纯电解铜板的清洗剪切,真空连铸炉清理,剪切好的铜条竖直放置于三高石墨坩埚中,真空连铸炉抽真空,高纯铜熔炼,高纯铜精炼,在真空连铸炉的下模室内通入高纯氩气,然后将经精炼后的铜液进行连铸,剪切成规定的长度;经上述步骤所制备的高纯无氧铜杆中铜元素的质量百分比含量大于99.9999%,氧含量小于0.0005%,铜杆内部密实,内部无缩孔等物理缺陷,铜杆表面光滑,延伸率大于52%,导电率大于102.5%IACS。本发明所制备的高纯无氧铜杆纯度高,含氧量低,表面光滑
大直径高纯无氧铜铸坯水平连铸工艺及其连体炉.pdf
本发明涉及一种大直径高纯无氧铜铸坯水平连铸工艺,将待用的阴极铜表面去氧化层及颗粒,并进行预热处理,预热温度控制在280℃-300℃;将经过预处理的阴极铜放入熔炼炉中熔炼,熔炼温度控制在1180-1230℃,在熔炼炉底部通入惰性气体,而铜熔液上方浮有经煅烧后的炭层作覆盖,利用电磁搅拌对铜熔液搅拌;随后熔炼后的铜熔液潜流入保温炉内,在保温炉底部通入惰性气体,铜熔液上方浮有经煅烧后的炭层作覆盖,保温炉内温度控制在1180-1230℃;将保温炉内的铜熔液导出,对石墨结晶器水冷却,得高纯无氧铜铸坯。本工艺能够有效的
一种无氧铜杆的连铸连轧生产工艺.pdf
本发明公开了一种无氧铜杆的连铸连轧生产工艺,包括以下步骤:将电解铜原料投放入封闭混合熔料炉中进行熔炼,通入还原性气体,然后由封闭混合熔料炉的出铜口放出,经熔融铜液导流槽流入熔融铜液浇包,打开熔融铜液浇包的浇铸闸门,通过熔融铜液浇包的不锈钢浇咀连续、均匀地将熔融铜液浇铸到连铸结晶器中形成连铸铜锭,在连铸铜锭表面迅速均匀涂抹一层抗氧化润滑油,送入轧机轧制成无氧铜杆,对无氧铜杆进行冷却,直至无氧铜杆的温度降至80摄氏度以下,然后将无氧铜杆表面的抗氧化油脂擦拭除去,再用少量工业酒精擦拭无氧铜杆的表面即可打包入库。

无氧铜杆连铸连轧生产线.doc
无氧铜杆连铸连轧生产线1.机组用途及组成本机组是采用连铸连轧的工艺方法生产φ8mm低氧光亮铜杆,原材料为电解铜。本生产线由一台16吨/小时熔铜竖炉、一台12吨回转式保温炉、五轮式连铸机、牵引机、滚剪、校直刨角机、打毛机、连轧机、收杆装置、电控系统等组成。2.简单工艺流程电解铜──→竖炉────→回转式保温炉→流槽(熔体保护)→浇煲→连铸机(铸坯)→铸坯处理装置(滚剪→校直→去角→除屑)→进轧装置(主动送料)→连轧机(轧杆)→铜杆冷却装置(表面还原)→连续绕杆装置(预成型)→梅花式收线装置(铜杆成卷)3.生
高纯无氧铜杆连续定向凝固制备方法.pdf
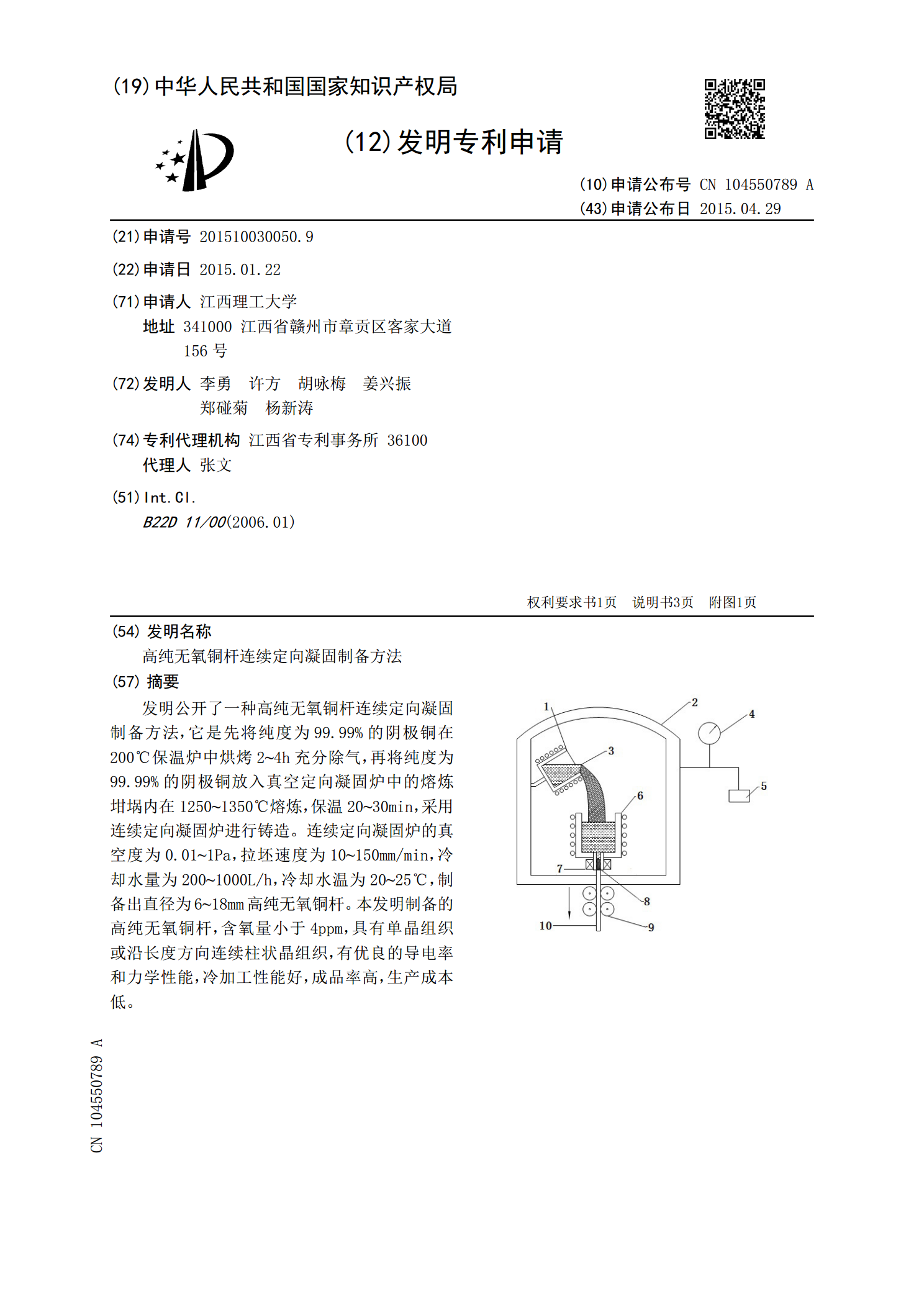
发明公开了一种高纯无氧铜杆连续定向凝固制备方法,它是先将纯度为99.99%的阴极铜在200℃保温炉中烘烤2~4h充分除气,再将纯度为99.99%的阴极铜放入真空定向凝固炉中的熔炼坩埚内在1250~1350℃熔炼,保温20~30min,采用连续定向凝固炉进行铸造。连续定向凝固炉的真空度为0.01~1Pa,拉坯速度为10~150mm/min,冷却水量为200~1000L/h,冷却水温为20~25℃,制备出直径为6~18mm高纯无氧铜杆。本发明制备的高纯无氧铜杆,含氧量小于4ppm,具有单晶组织或沿长度方向连续