
高速棒材生产HRB500E螺纹钢筋的方法及高速棒材生产的HRB500E螺纹钢筋.pdf

春岚****23

1/8
2/8
3/8
4/8
5/8

6/8
7/8
8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
高速棒材生产HRB500E螺纹钢筋的方法及高速棒材生产的HRB500E螺纹钢筋.pdf
本发明提供了高速棒材生产HRB500E螺纹钢筋的方法及高速棒材生产的HRB500E螺纹钢筋,所述高速棒材生产HRB500E螺纹钢筋的方法包括:依次进行的高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、吹氩、LF精炼、方坯连铸、加热炉加热、粗轧、中轧、预精轧、预精轧控冷及恢复、精轧、轧后控冷及恢复;所述高速棒材生产HRB500E螺纹钢筋的成分为:C:0.21~0.25Wt%,Si:0.65~0.80Wt%,Mn:1.2~1.35Wt%,P:≤0.04Wt%,S:≤0.035Wt%,V:0.03~0.06Wt%,
高速棒材生产的HRB500E螺纹钢筋.pdf
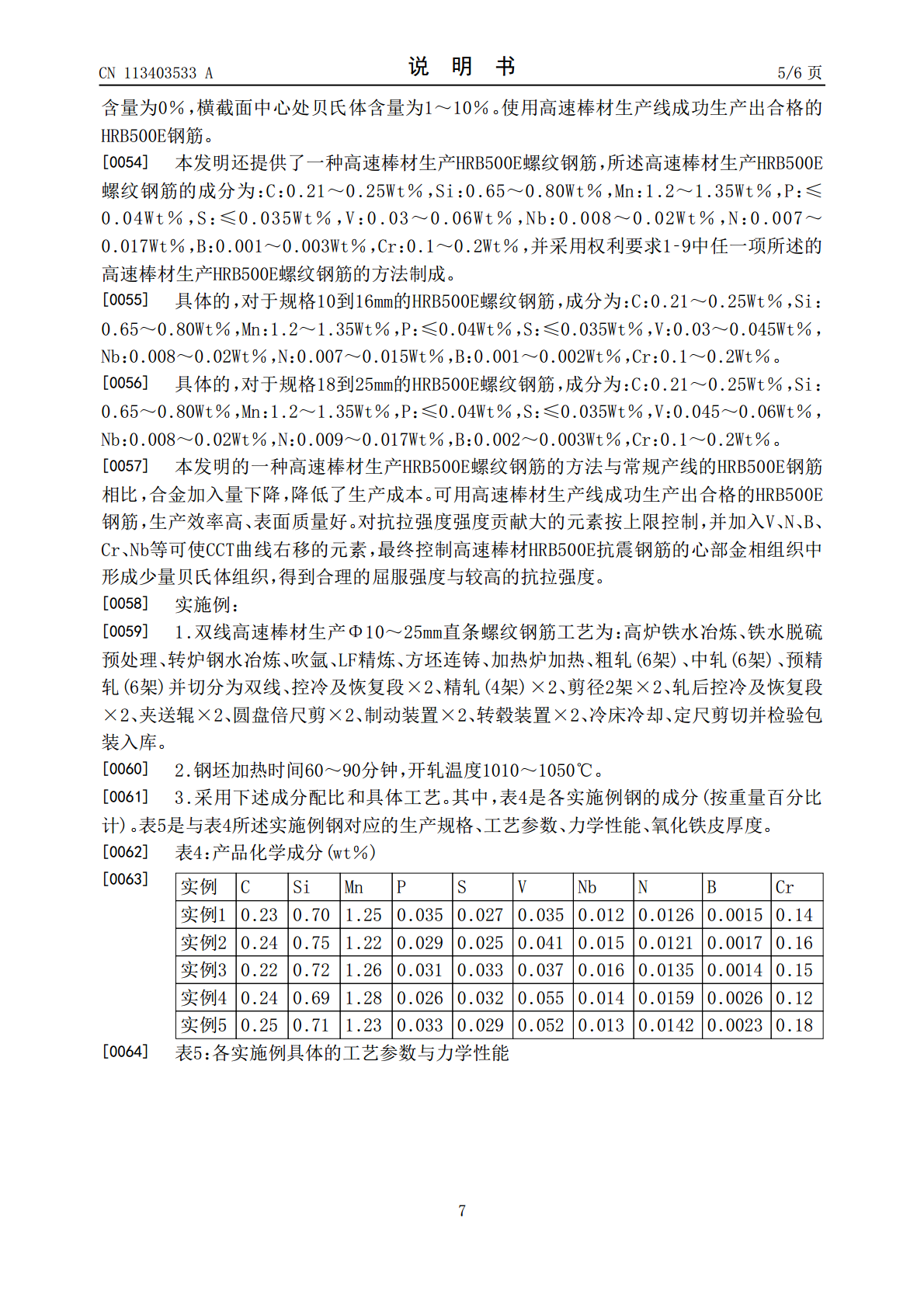
本发明提供了一种高速棒材生产的HRB500E螺纹钢筋,产品规格为10到25mm;所述高速棒材生产HRB500E螺纹钢筋的成分为:C:0.21~0.25Wt%,Si:0.65~0.80Wt%,Mn:1.2~1.35Wt%,P:≤0.04Wt%,S:≤0.035Wt%,V:0.03~0.06Wt%,Nb:0.008~0.02Wt%,N:0.007~0.017Wt%,B:0.001~0.003Wt%,Cr:0.1~0.2Wt%。生产效率高、表面质量好。得到合理的屈服强度与较高的抗拉强度。
高速棒材生产HRB600E螺纹钢筋的方法及高速棒材生产的HRB600E螺纹钢筋.pdf
本发明提供了一种高速棒材生产HRB600E螺纹钢筋的方法及高速棒材生产的HRB600E螺纹钢筋,所述高速棒材生产HRB600E螺纹钢筋的方法包括:依次进行的以下步骤:高炉铁水冶炼、铁水脱硫预处理、转炉钢水冶炼、吹氩、LF精炼、方坯连铸、加热炉加热、粗轧、中轧、预精轧、预精轧控冷及恢复、精轧、轧后控冷及恢复;所述高速棒材生产HRB600E螺纹钢筋的成分为:C:0.23~0.28Wt%,Si:0.65~0.80Wt%,Mn:1.25~1.45Wt%,P:≤0.04Wt%,S:≤0.035Wt%,V:0.065
HRB500E带肋钢筋棒材及其生产工艺.pdf
本发明涉及一种HRB500E带肋钢筋棒材及其生产工艺,其组成及重量百分比含量为:C:0.20%~0.25%,Si:0.30%~0.80%,Mn:1.30%~1.60%,S≤0.045%,P≤0.045%,V:0.070%~0.130%,Cr:0.10%~0.25%,Cu:0.15%~0.40%;其生产工艺采用转炉冶炼、LF炉精炼、小方坯连铸工序,冶炼出符合要求的钢坯;合格钢坯进入轧钢加热炉加热;热坯进入粗中轧、预精轧及精轧区域轧制出HRB500E带肋钢筋棒材;本发明采用钒铬铜复合添加技术,开轧温度低,强屈
棒材生产工艺.doc
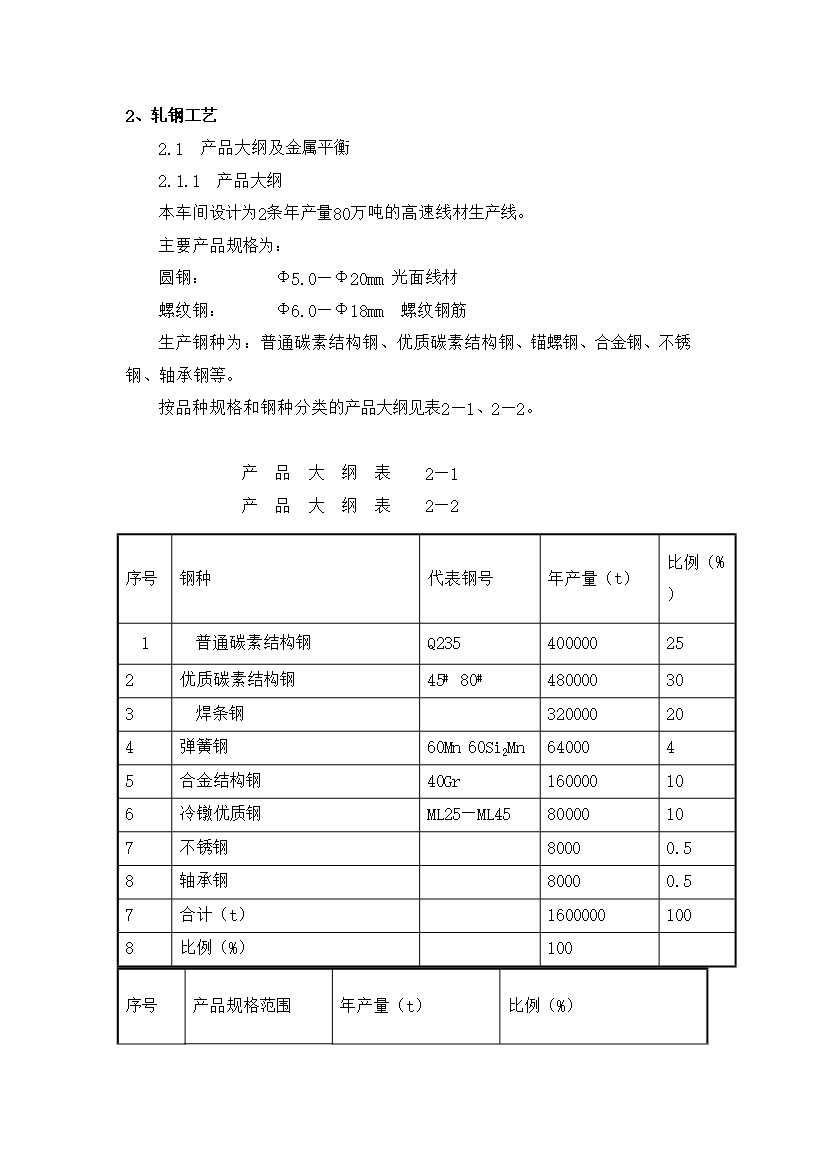
2、轧钢工艺2.1产品大纲及金属平衡2.1.1产品大纲本车间设计为2条年产量80万吨的高速线材生产线。主要产品规格为:圆钢:Φ5.0 —Φ20mm光面线材螺纹钢:Φ6.0 —Φ18mm螺纹钢筋生产钢种为:普通碳素结构钢、优质碳素结构钢、锚螺钢、合金钢、不锈钢、轴承钢等。序号钢种代表钢号年产量(t)比例(%)1普通碳素结构钢Q235400000252优质碳素结构钢45#80#480000303焊条钢320000