
校正量计算装置及校正量计算方法.pdf

努力****幻翠

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共20页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

校正量计算装置及校正量计算方法.pdf
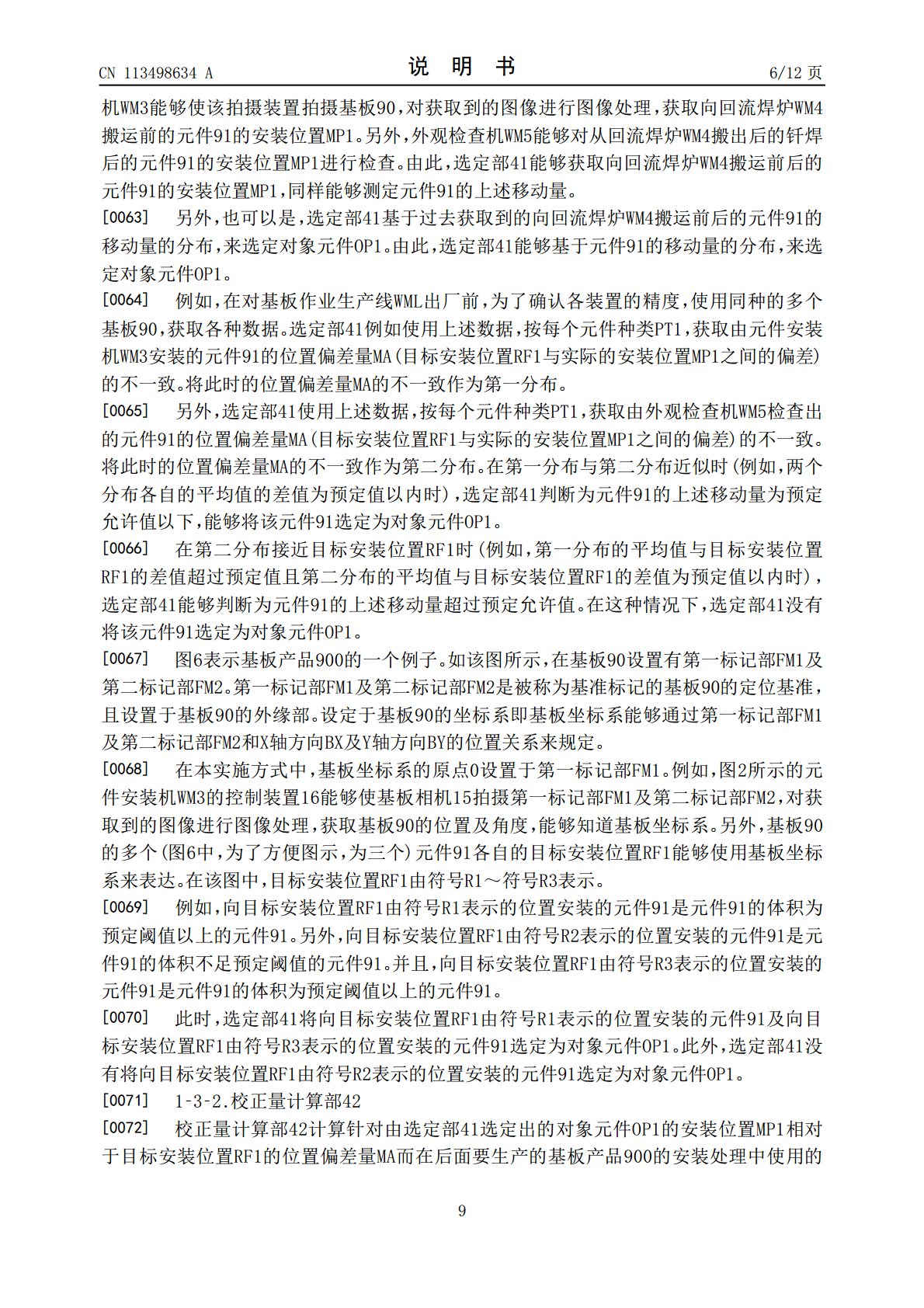
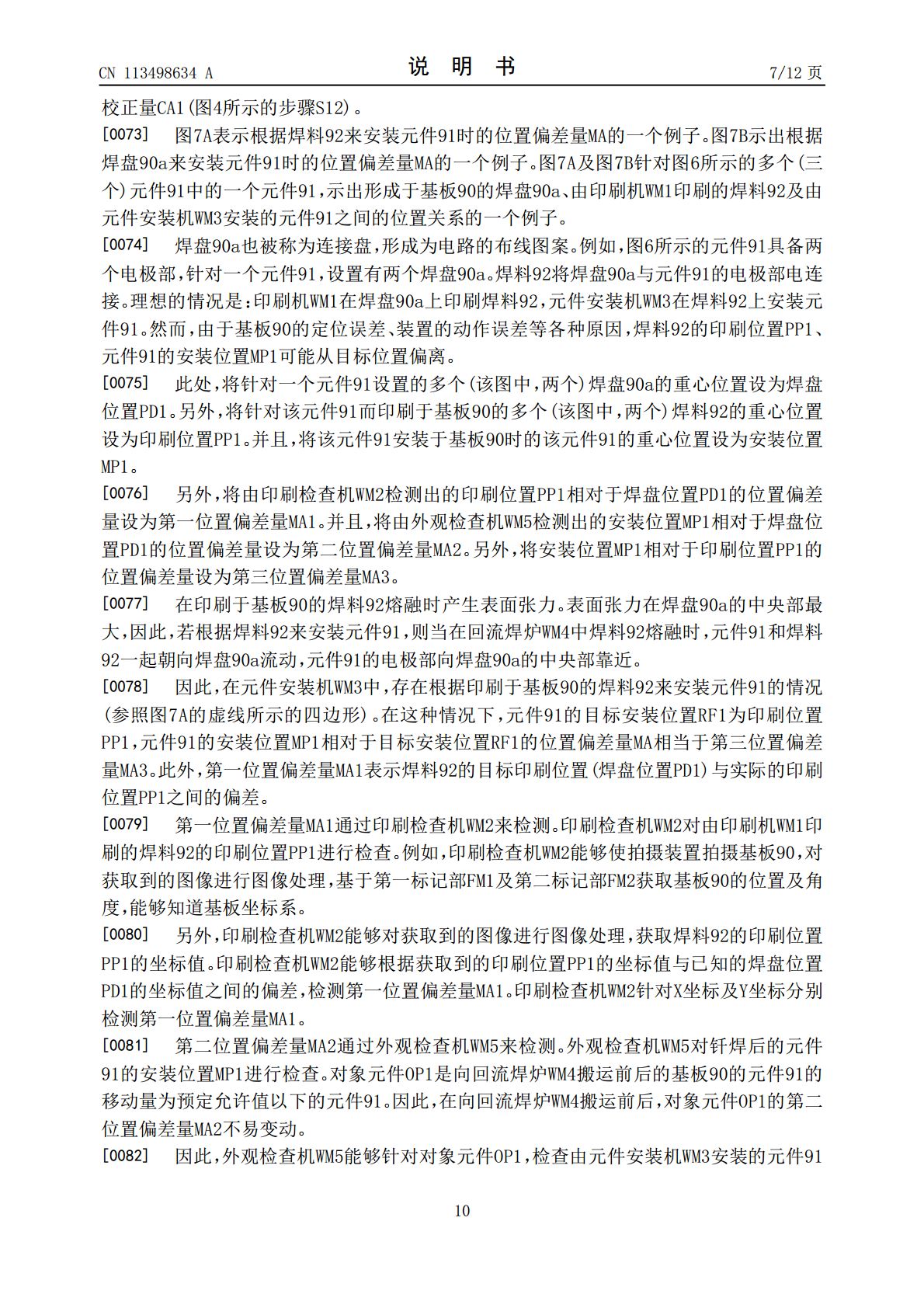
校正量计算装置在具备元件安装机、回流焊炉、外观检查机的对基板作业生产线中,具备选定部和校正量计算部。元件安装机进行向印刷有焊料的基板安装元件的安装处理。回流焊炉对安装有元件的基板进行加热而使焊料熔融来进行钎焊。外观检查机对钎焊后的元件的安装位置进行检查。选定部选定向回流焊炉搬运前后的基板上的元件的移动量为预定允许值以下的对象元件。校正量计算部计算针对由选定部选定出的对象元件的安装位置相对于目标安装位置的位置偏差量而在后面要生产的基板产品的安装处理中使用的校正量。
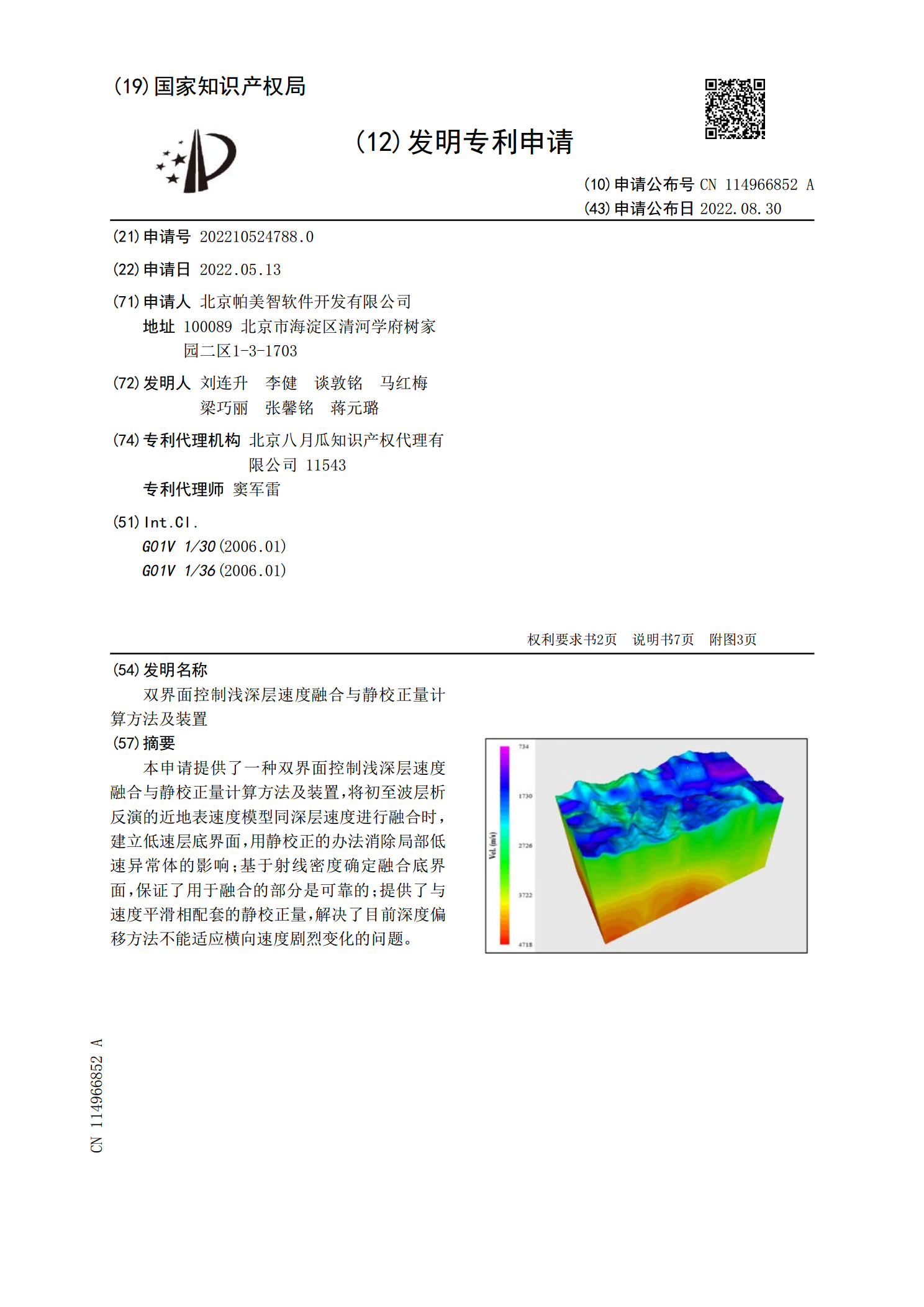
双界面控制浅深层速度融合与静校正量计算方法及装置.pdf
本申请提供了一种双界面控制浅深层速度融合与静校正量计算方法及装置,将初至波层析反演的近地表速度模型同深层速度进行融合时,建立低速层底界面,用静校正的办法消除局部低速异常体的影响;基于射线密度确定融合底界面,保证了用于融合的部分是可靠的;提供了与速度平滑相配套的静校正量,解决了目前深度偏移方法不能适应横向速度剧烈变化的问题。
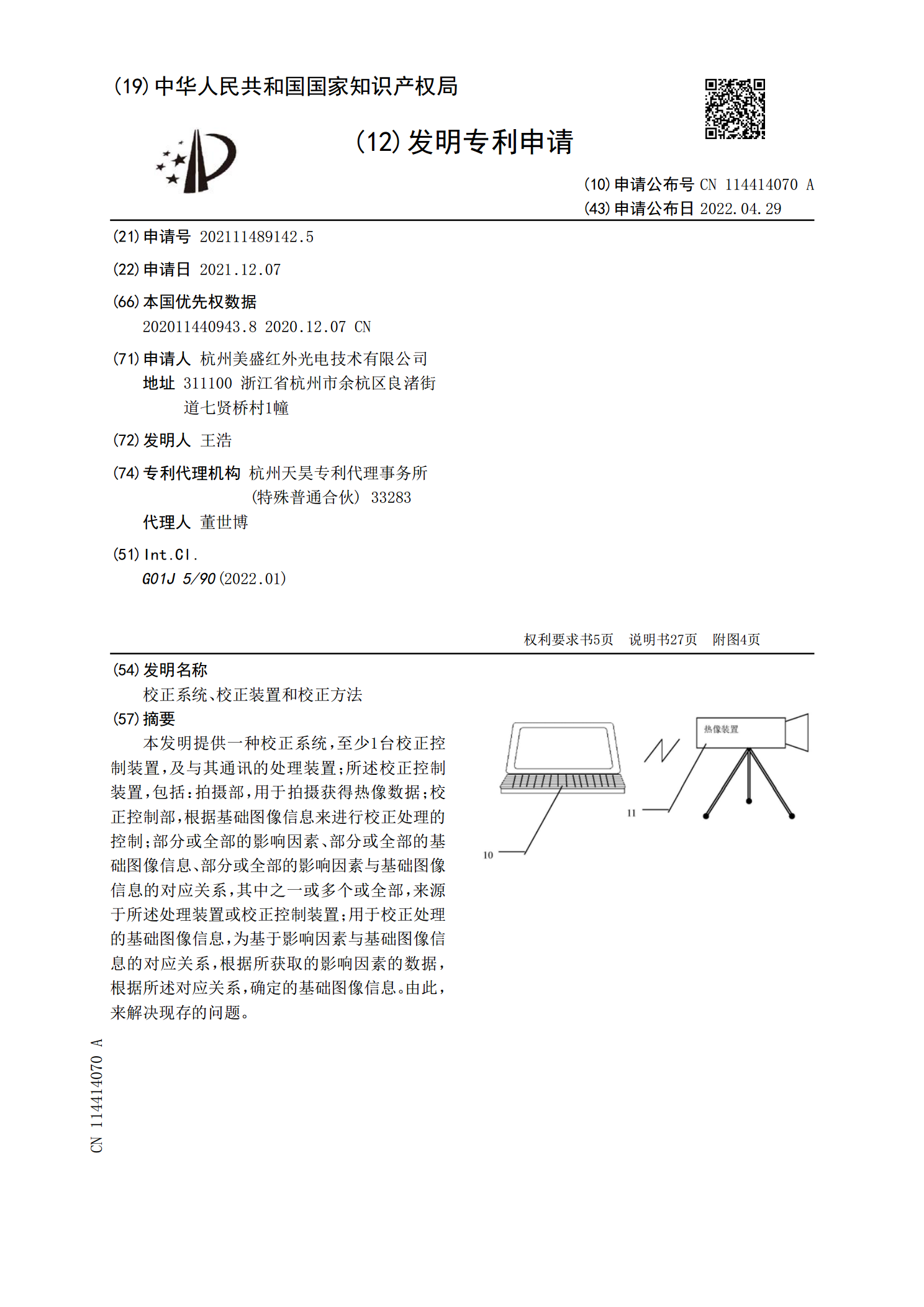
校正系统、校正装置和校正方法.pdf
本发明提供一种校正系统,至少1台校正控制装置,及与其通讯的处理装置;所述校正控制装置,包括:拍摄部,用于拍摄获得热像数据;校正控制部,根据基础图像信息来进行校正处理的控制;部分或全部的影响因素、部分或全部的基础图像信息、部分或全部的影响因素与基础图像信息的对应关系,其中之一或多个或全部,来源于所述处理装置或校正控制装置;用于校正处理的基础图像信息,为基于影响因素与基础图像信息的对应关系,根据所获取的影响因素的数据,根据所述对应关系,确定的基础图像信息。由此,来解决现存的问题。

既在定量计算时引入校正因子.ppt
由此式可知:在定量分析中需要:⑴准确测量峰面积;⑵准确求出比例常数f;⑶根据上式正确选用定量计算方法,将测得的峰面积换算为百分含量。二.校正因子色谱定量分析的依据是被测组分的量与其峰面积成正比。但是峰面积的大小不仅取决于组分的质量,而且还与它的性质有关。既当两个质量相同的不同组分在相同条件下使用同一个检测器进行测定时,所得的峰面积却常不相同。因此,混合物中某一组分的百分含量并不等于该组分峰面积在各组分峰面积总和中所占的百分率。这样就不能直接利用峰面积计算物质的含量。为了使峰面积能真实地眼反映出物质的质量,

既在定量计算时引入校正因子.ppt
由此式可知:在定量分析中需要:⑴准确测量峰面积;⑵准确求出比例常数f;⑶根据上式正确选用定量计算方法,将测得的峰面积换算为百分含量。二.校正因子色谱定量分析的依据是被测组分的量与其峰面积成正比。但是峰面积的大小不仅取决于组分的质量,而且还与它的性质有关。既当两个质量相同的不同组分在相同条件下使用同一个检测器进行测定时,所得的峰面积却常不相同。因此,混合物中某一组分的百分含量并不等于该组分峰面积在各组分峰面积总和中所占的百分率。这样就不能直接利用峰面积计算物质的含量。为了使峰面积能真实地眼反映出物质的质量,