
一种特厚桥梁结构用钢的生产方法.pdf

是笛****加盟

1/6
2/6
3/6
4/6
5/6
6/6
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种特厚桥梁结构用钢的生产方法.pdf
一种特厚桥梁结构用钢的生产方法,工艺路线为铁水预处理→转炉→精炼→连铸→加热→轧制→冷却→回火,其特征在于:钢的化学成分重量百分含量为C=0.05%~0.07%、Si=0.15%~0.30%、Mn=1.50%~1.60%、P≤0.015%、S≤0.005%、Alt=0.020%~0.045%、Nb=0.030%~0.040%、Ti=0.012%~0.020%、Cr=0.16%~0.20%,Pcm≤0.20%,余量为Fe和不可避免的杂质。克服了连铸坯轧制特厚度板压缩比不够的困难,解决了厚板轧制过程中轧制力沿
特厚桥梁用结构钢板Q345qDZ35钢及其生产方法.pdf
本发明公开了一种特厚桥梁用结构钢板Q345qDZ35钢板及其生产方法,化学成分及质量百分比如下:C:0.10~0.18、Si:0.20~0.50、Mn:1.30~1.60、P:≤0.018、S:≤0.005、微合金化元素Nb:0.030~0.060、Ti:0.015~0.030、(Nb+Ti):≤0.12、Als:≤0.020~0.050,其它为Fe和残留元素。本发明采取的生产方法包括:转炉冶炼、LF精炼、真空精炼、浇注、加热、轧制、控冷、缓冷、热处理。本发明通过对铁水预处理到钢板热处理整个生产过程,制订
一种连铸坯生产易焊接特厚桥梁用钢及其生产方法.pdf
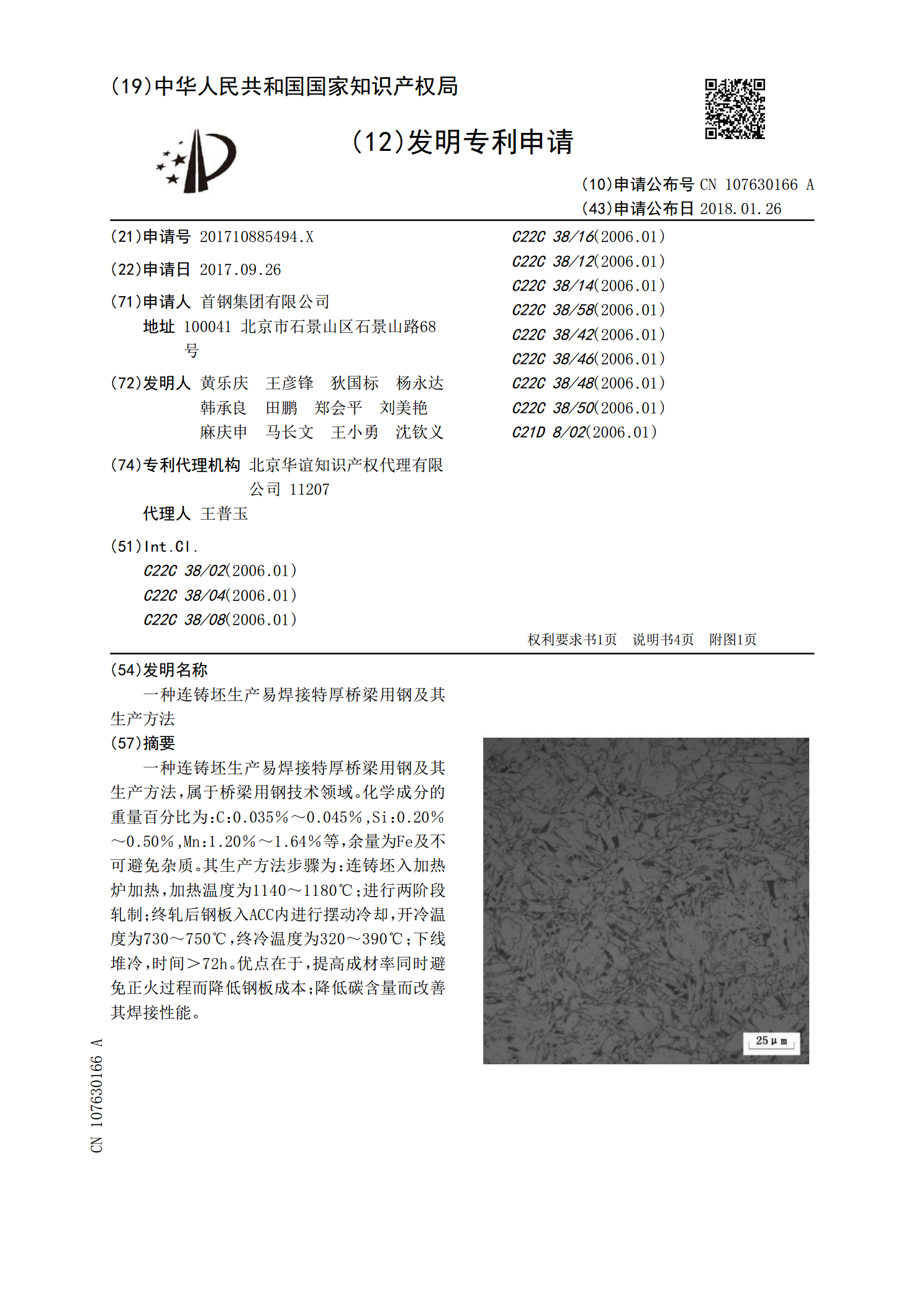
一种连铸坯生产易焊接特厚桥梁用钢及其生产方法,属于桥梁用钢技术领域。化学成分的重量百分比为:C:0.035%~0.045%,Si:0.20%~0.50%,Mn:1.20%~1.64%等,余量为Fe及不可避免杂质。其生产方法步骤为:连铸坯入加热炉加热,加热温度为1140~1180℃;进行两阶段轧制;终轧后钢板入ACC内进行摆动冷却,开冷温度为730~750℃,终冷温度为320~390℃;下线堆冷,时间>72h。优点在于,提高成材率同时避免正火过程而降低钢板成本;降低碳含量而改善其焊接性能。
一种特厚高强韧桥梁用结构钢板及其制备方法.pdf
本发明属于金属材料的技术领域,具体的涉及一种特厚高强韧桥梁用结构钢板及其制备方法。该种特厚高强韧桥梁用结构钢板,由以下重量百分比的成分组成:碳0.06~0.10%,硅0.20~0.35%,锰1.40~1.60%,磷≤0.012%、硫≤0.005%,铬0.15~0.25%,钛0.010~0.025%,铝0.020~0.050%,铌0.030~0.050%,镍0.15~0.25%,余量为铁和不可避免的杂质。该结构钢板合金成本低,抗拉强度达到540MPa以上,成本低廉、焊接性能优良。同时所述制备方法采用转炉冶炼

一种摆动冷却工艺生产厚规格桥梁钢的方法.pdf
一种摆动冷却工艺生产厚规格桥梁钢的方法,属于桥梁钢生产技术领域。先设置集管流量、开启集管数量及设定ACC内摆动次数,摆动次数为3或5次;待水冷钢板入ACC水冷区前,切换为手动模式并输入集管流量,设定辊道速度0.5~1m/s;随着钢板进入ACC水冷区后,沿钢板进入方向依次打开集管,待完成摆动次数后出ACC水冷区下线堆冷。优点在于,能够充分发挥ACC设备的水冷能力,通过在水冷辊道内摆动可延长水冷区的长度,可实现目前TMCP态桥梁钢120mm规格以下的水冷工艺要求。