
一种锯片基体加压热处理方法.pdf

增梅****主啊

1/7
2/7
3/7
4/7
5/7
6/7
7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种锯片基体加压热处理方法.pdf
本发明公开了一种锯片基体加压热处理方法,包括以下步骤:S1:制作锯片基体;S2:盐浴加压淬火加热;S3:淬油冷却;S4:加压回火;S5:冷却。该锯片基体加压热处理方法,通过将淬火夹具和锯片基体进行低温预热,然后放入盐浴炉中自由加热,加压淬火,在进行盐浴淬火前进行低温预热,减少基体氧化和脱碳的倾向,通过采用热扩容法,采用多片锯片基体同时加热,装入夹具、一起出炉、淬入油中,因多片基体一起处理,增大了基体的热容量,可减缓基体的热量散发和温度下降,延长基体的淬火操作时间把基体完全淬成马氏体,提高锯片基体的热处理质
一种超薄圆锯片的加压热处理设备及其应用方法.pdf
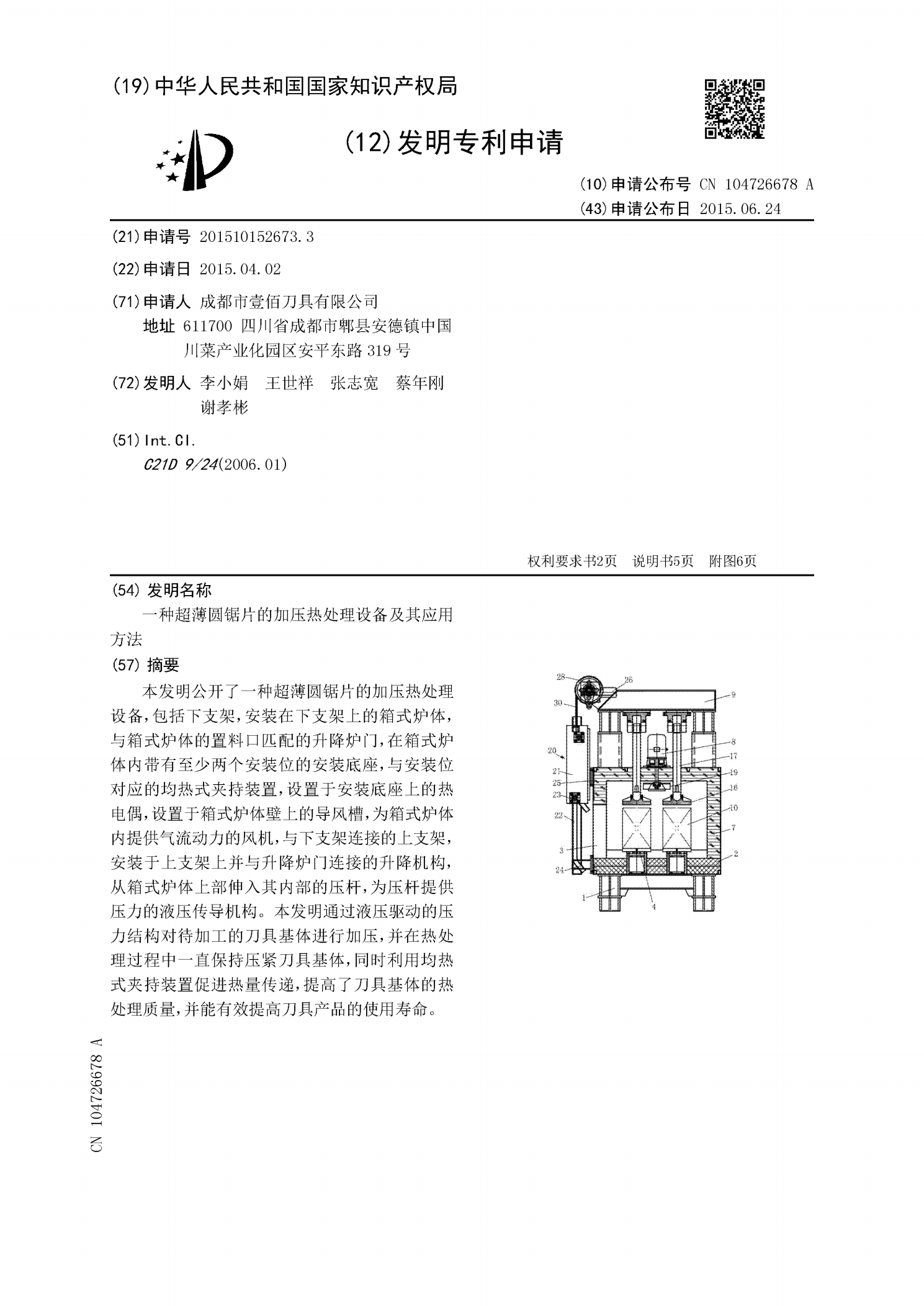
本发明公开了一种超薄圆锯片的加压热处理设备,包括下支架,安装在下支架上的箱式炉体,与箱式炉体的置料口匹配的升降炉门,在箱式炉体内带有至少两个安装位的安装底座,与安装位对应的均热式夹持装置,设置于安装底座上的热电偶,设置于箱式炉体壁上的导风槽,为箱式炉体内提供气流动力的风机,与下支架连接的上支架,安装于上支架上并与升降炉门连接的升降机构,从箱式炉体上部伸入其内部的压杆,为压杆提供压力的液压传导机构。本发明通过液压驱动的压力结构对待加工的刀具基体进行加压,并在热处理过程中一直保持压紧刀具基体,同时利用均热式夹
一种大直径锯片铁基体热处理设备.pdf
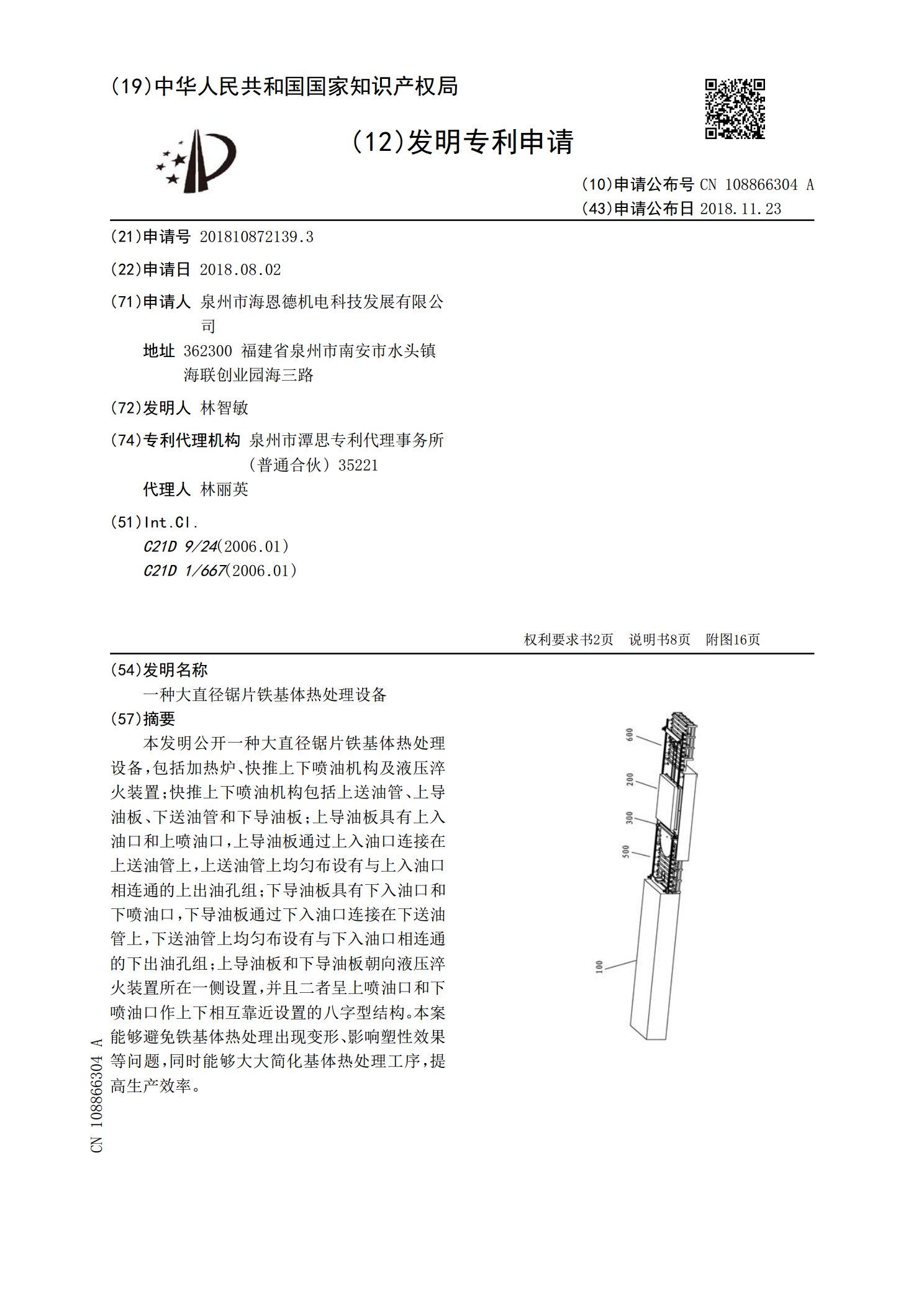
本发明公开一种大直径锯片铁基体热处理设备,包括加热炉、快推上下喷油机构及液压淬火装置;快推上下喷油机构包括上送油管、上导油板、下送油管和下导油板;上导油板具有上入油口和上喷油口,上导油板通过上入油口连接在上送油管上,上送油管上均匀布设有与上入油口相连通的上出油孔组;下导油板具有下入油口和下喷油口,下导油板通过下入油口连接在下送油管上,下送油管上均匀布设有与下入油口相连通的下出油孔组;上导油板和下导油板朝向液压淬火装置所在一侧设置,并且二者呈上喷油口和下喷油口作上下相互靠近设置的八字型结构。本案能够避免铁基
一种锯片基体回火炉压板.pdf
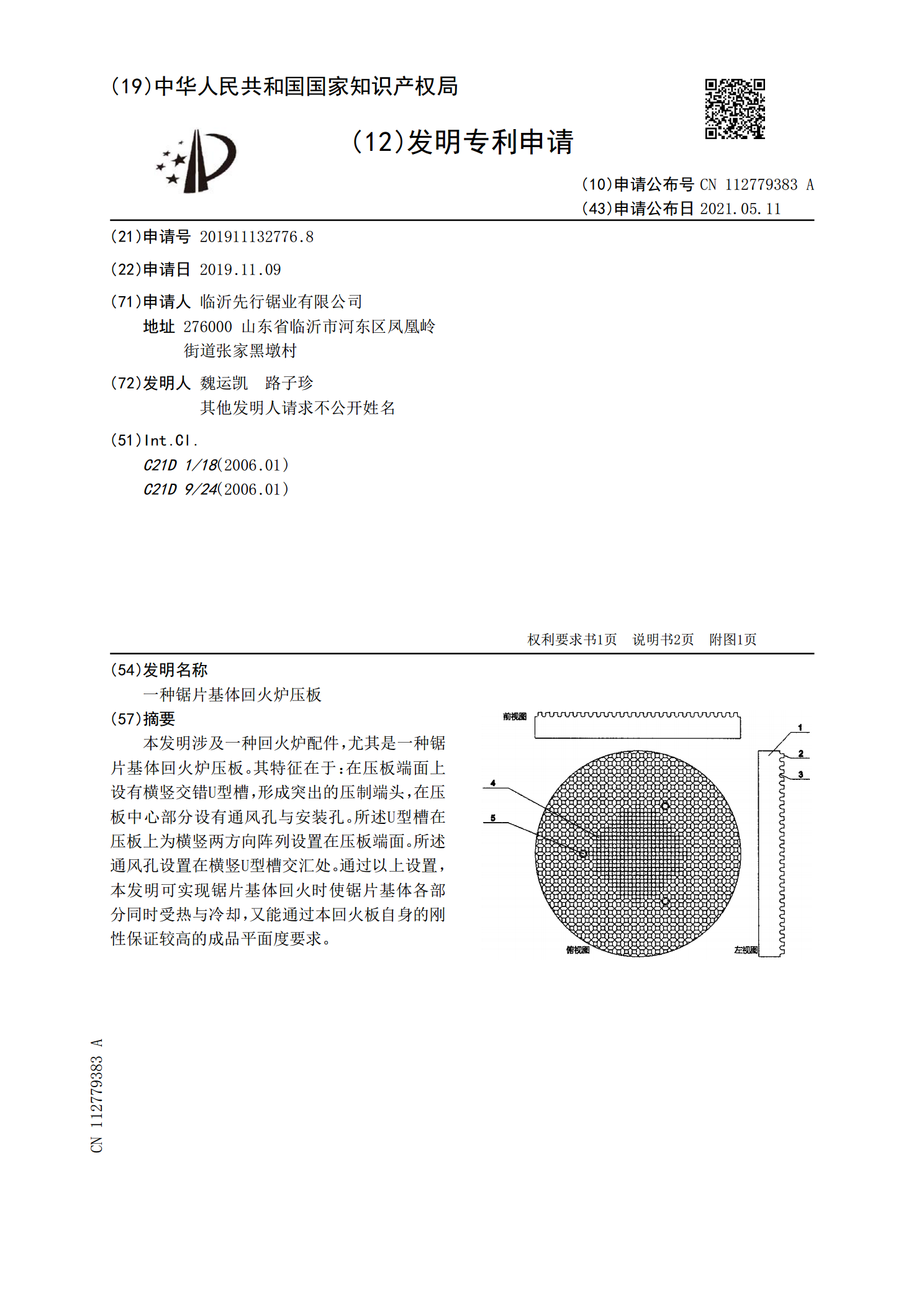
本发明涉及一种回火炉配件,尤其是一种锯片基体回火炉压板。其特征在于:在压板端面上设有横竖交错U型槽,形成突出的压制端头,在压板中心部分设有通风孔与安装孔。所述U型槽在压板上为横竖两方向阵列设置在压板端面。所述通风孔设置在横竖U型槽交汇处。通过以上设置,本发明可实现锯片基体回火时使锯片基体各部分同时受热与冷却,又能通过本回火板自身的刚性保证较高的成品平面度要求。
一种锯片基体用钢中氮的控制方法.pdf
一种锯片基体用钢中氮的控制方法:铁水进行脱硫及扒渣;转炉冶炼;当出钢到钢水总量的1/4时,加入锰铁、硅铁、铬铁、碳粉;并搅拌至出钢结束;氩站进行处理;LF炉精炼,并加入铝线或铝丸,N的含量小于55PPm;在氩气保护下进行浇铸。本发明打破了传统的定式思维,改变了在合金化过程中的合金加入顺序及流程,即在前期转炉出钢过程中不用Al-Fe、Al合金化脱氧,改为在LF炉后期加铝方式。其加铝方式能使铝的用量比在转炉出钢的合金化中的用量能减少15%左右,不仅满足了要求,且降低了生产成本,更主要是钢中的氮含量小于50pp