
一种连铸连轧生产线及其铁素体轧制低碳钢生产方法.pdf

淑然****by

1/9
2/9
3/9
4/9
5/9
6/9
7/9
8/9
9/9
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种连铸连轧生产线及其铁素体轧制低碳钢生产方法.pdf
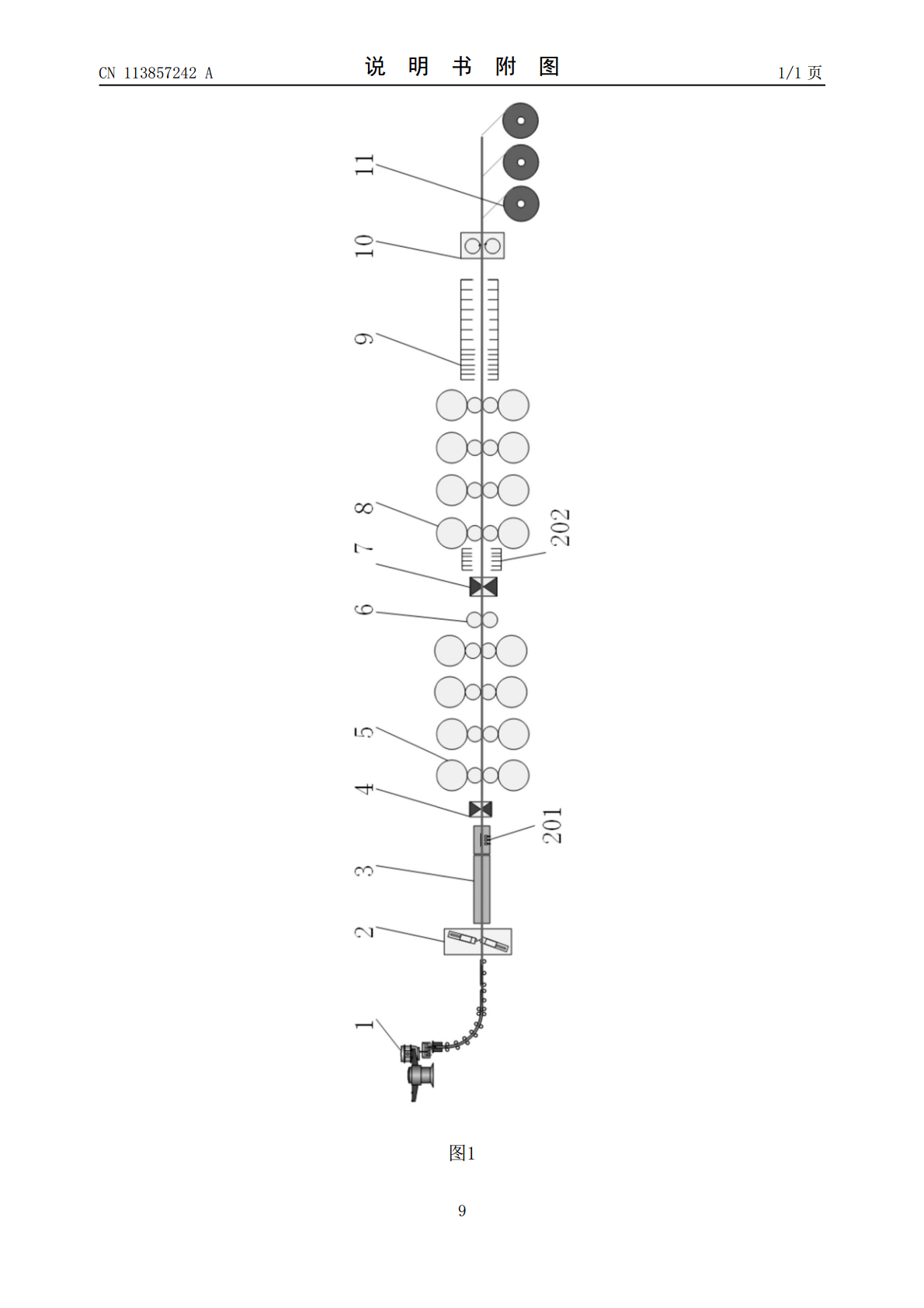
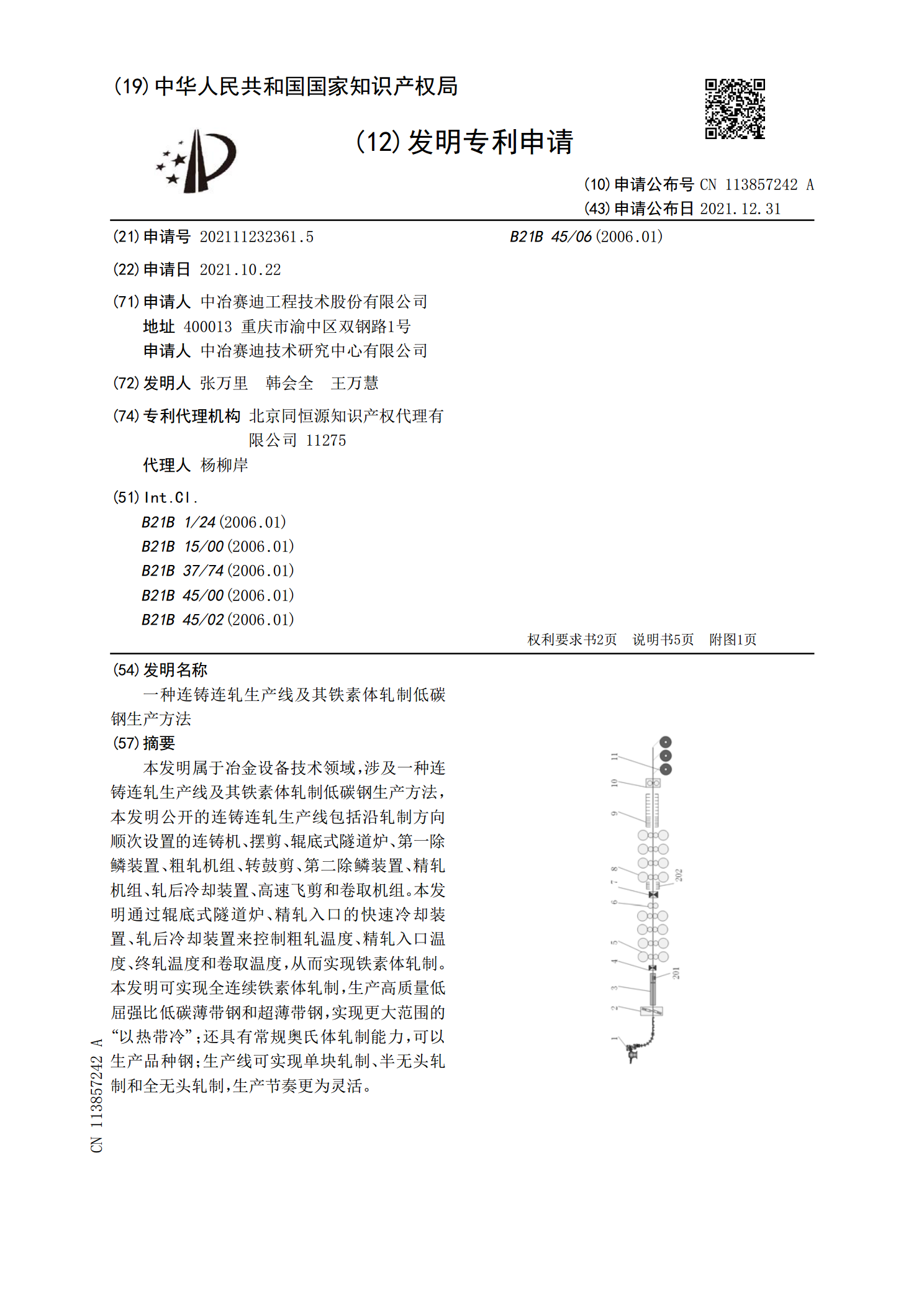
本发明属于冶金设备技术领域,涉及一种连铸连轧生产线及其铁素体轧制低碳钢生产方法,本发明公开的连铸连轧生产线包括沿轧制方向顺次设置的连铸机、摆剪、辊底式隧道炉、第一除鳞装置、粗轧机组、转鼓剪、第二除鳞装置、精轧机组、轧后冷却装置、高速飞剪和卷取机组。本发明通过辊底式隧道炉、精轧入口的快速冷却装置、轧后冷却装置来控制粗轧温度、精轧入口温度、终轧温度和卷取温度,从而实现铁素体轧制。本发明可实现全连续铁素体轧制,生产高质量低屈强比低碳薄带钢和超薄带钢,实现更大范围的“以热带冷”;还具有常规奥氏体轧制能力,可以生产
无头连铸连轧超深冲用超低碳钢卷铁素体轧制方法和装置.pdf
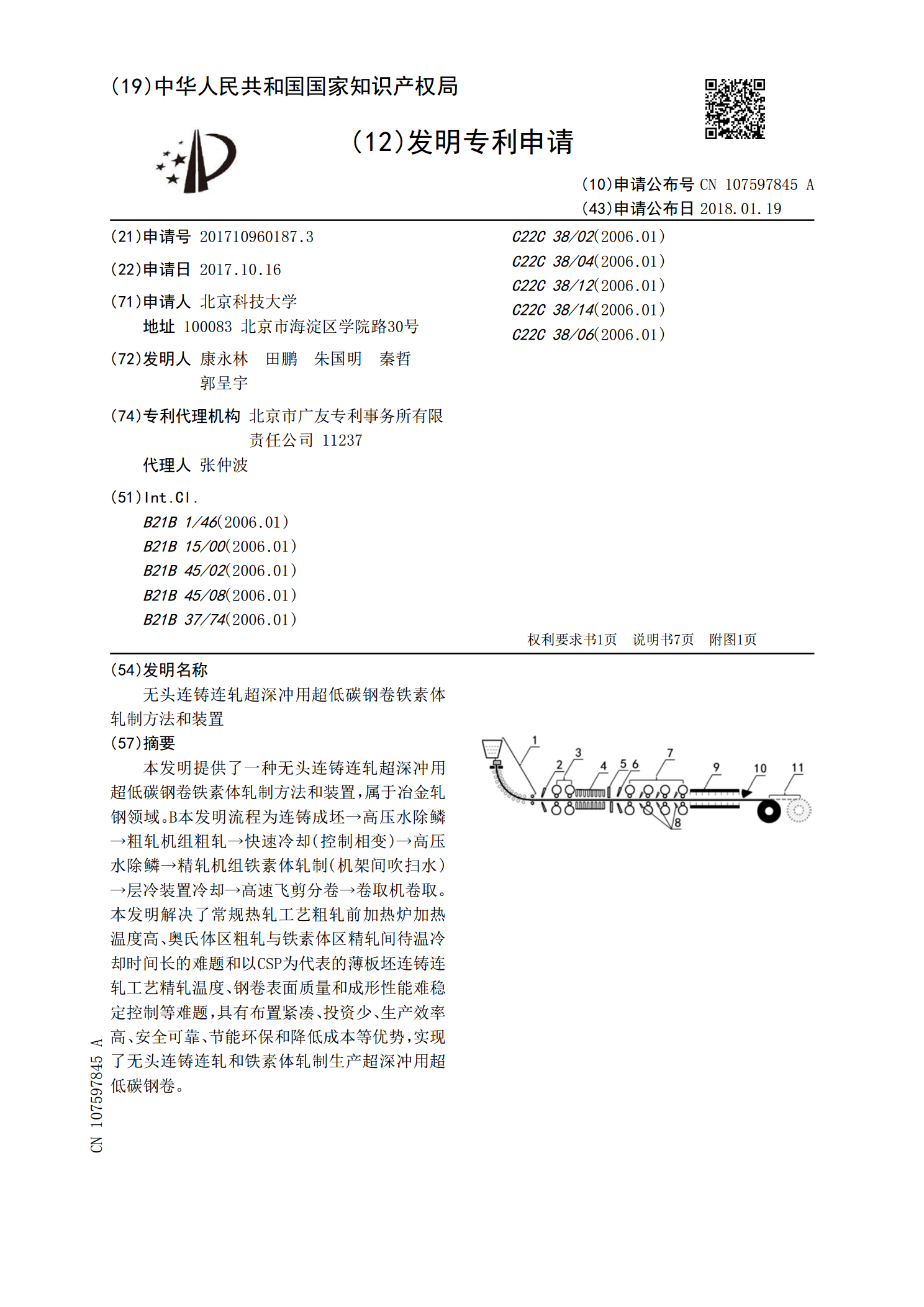
本发明提供了一种无头连铸连轧超深冲用超低碳钢卷铁素体轧制方法和装置,属于冶金轧钢领域。B本发明流程为连铸成坯→高压水除鳞→粗轧机组粗轧→快速冷却(控制相变)→高压水除鳞→精轧机组铁素体轧制(机架间吹扫水)→层冷装置冷却→高速飞剪分卷→卷取机卷取。本发明解决了常规热轧工艺粗轧前加热炉加热温度高、奥氏体区粗轧与铁素体区精轧间待温冷却时间长的难题和以CSP为代表的薄板坯连铸连轧工艺精轧温度、钢卷表面质量和成形性能难稳定控制等难题,具有布置紧凑、投资少、生产效率高、安全可靠、节能环保和降低成本等优势,实现了无头连
一种低碳钢连铸连轧生产线及其生产工艺.pdf
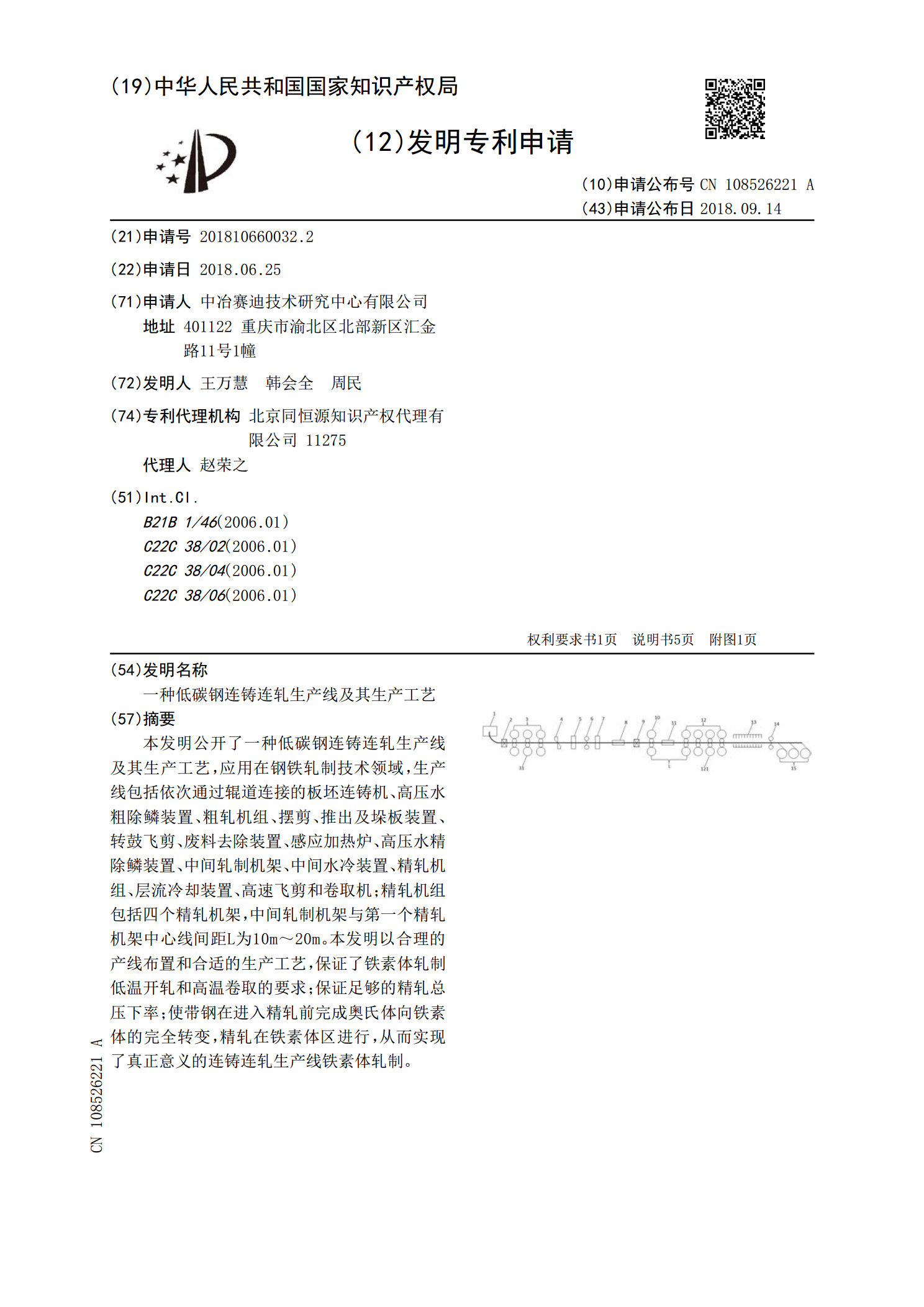
本发明公开了一种低碳钢连铸连轧生产线及其生产工艺,应用在钢铁轧制技术领域,生产线包括依次通过辊道连接的板坯连铸机、高压水粗除鳞装置、粗轧机组、摆剪、推出及垛板装置、转鼓飞剪、废料去除装置、感应加热炉、高压水精除鳞装置、中间轧制机架、中间水冷装置、精轧机组、层流冷却装置、高速飞剪和卷取机;精轧机组包括四个精轧机架,中间轧制机架与第一个精轧机架中心线间距L为10m~20m。本发明以合理的产线布置和合适的生产工艺,保证了铁素体轧制低温开轧和高温卷取的要求;保证足够的精轧总压下率;使带钢在进入精轧前完成奥氏体向铁
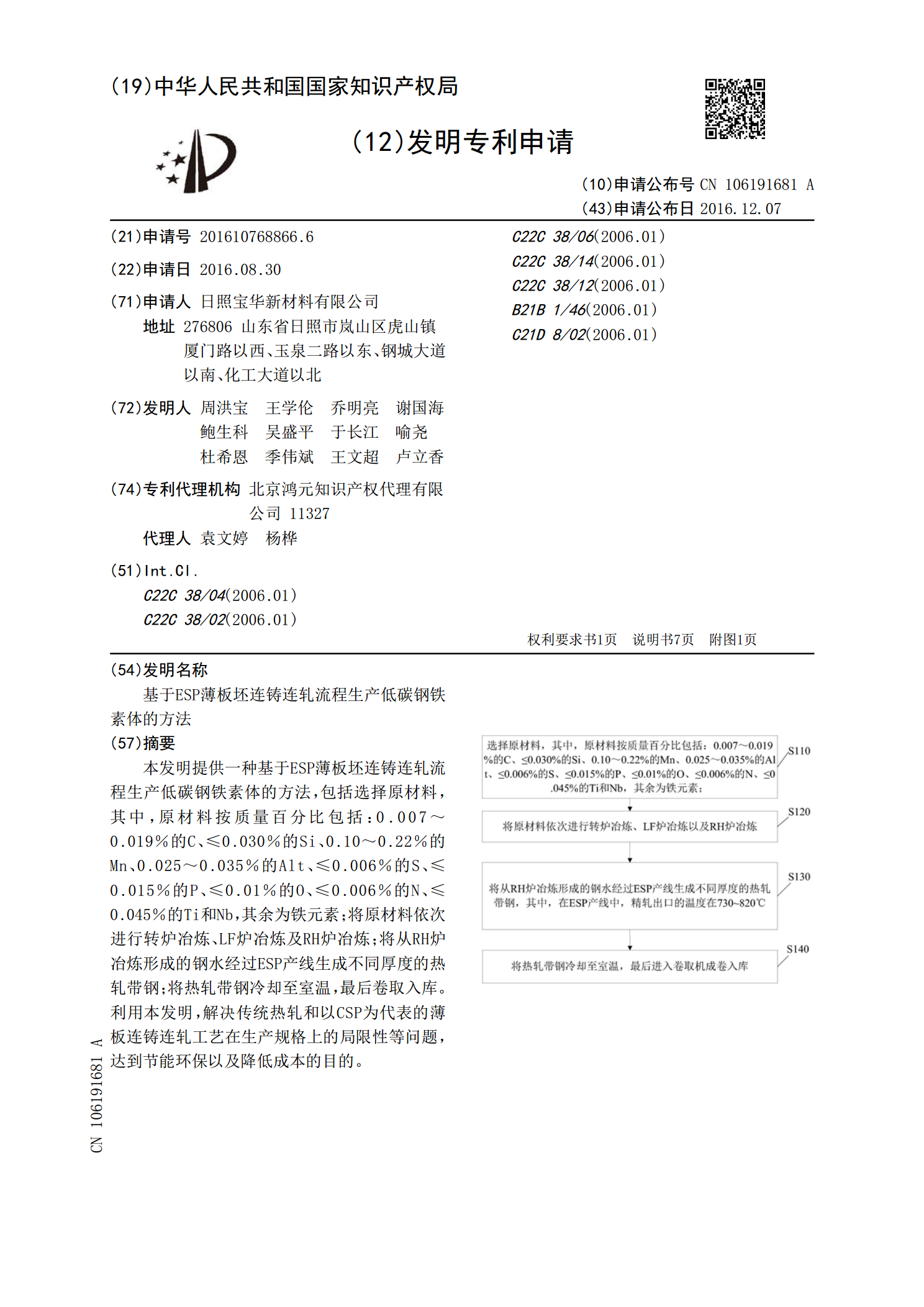
基于ESP薄板坯连铸连轧流程生产低碳钢铁素体的方法.pdf
本发明提供一种基于ESP薄板坯连铸连轧流程生产低碳钢铁素体的方法,包括选择原材料,其中,原材料按质量百分比包括:0.007~0.019%的C、≤0.030%的Si、0.10~0.22%的Mn、0.025~0.035%的Alt、≤0.006%的S、≤0.015%的P、≤0.01%的O、≤0.006%的N、≤0.045%的Ti和Nb,其余为铁元素;将原材料依次进行转炉冶炼、LF炉冶炼及RH炉冶炼;将从RH炉冶炼形成的钢水经过ESP产线生成不同厚度的热轧带钢;将热轧带钢冷却至室温,最后卷取入库。利用本发明,解决
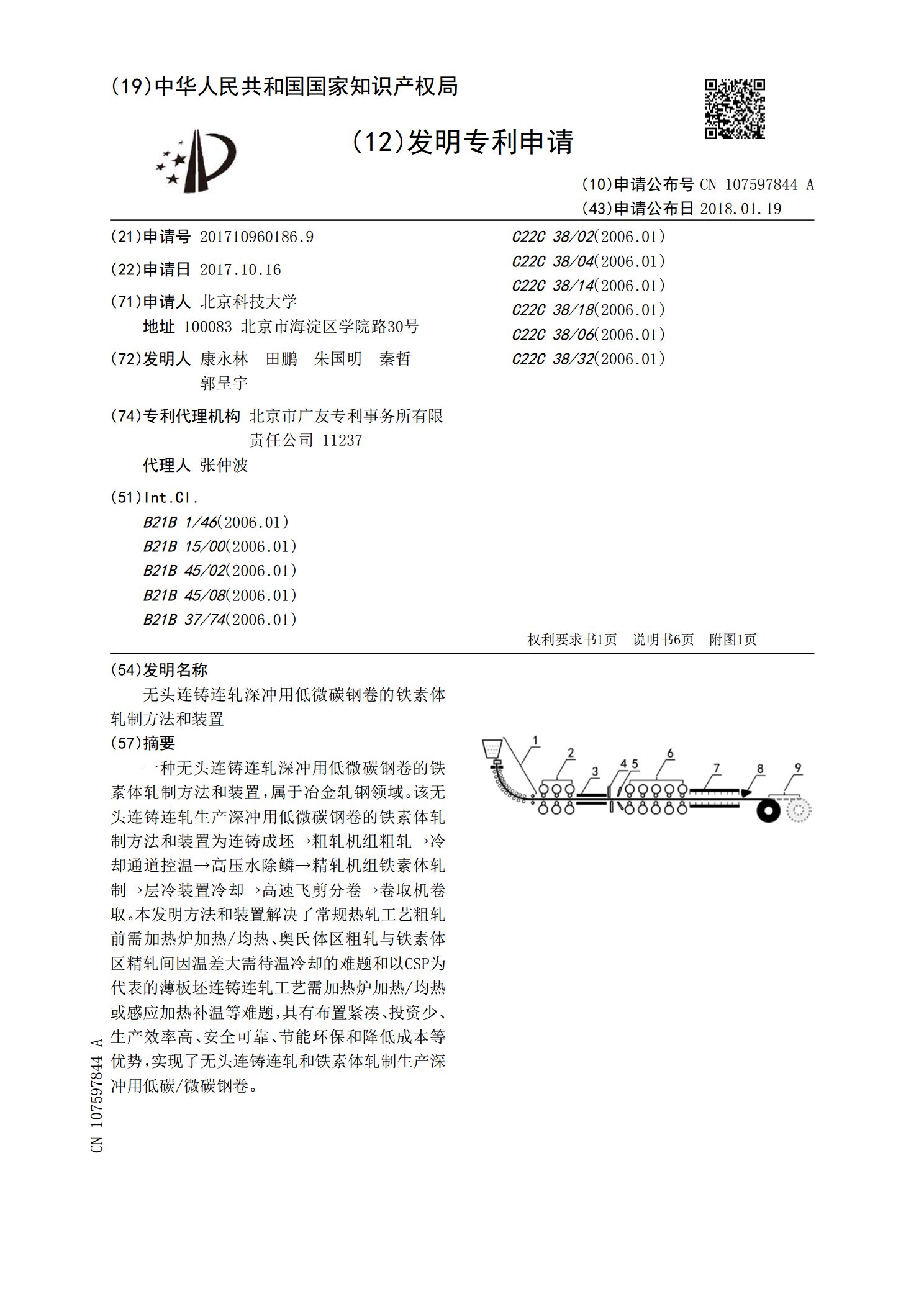
无头连铸连轧深冲用低微碳钢卷的铁素体轧制方法和装置.pdf
一种无头连铸连轧深冲用低微碳钢卷的铁素体轧制方法和装置,属于冶金轧钢领域。该无头连铸连轧生产深冲用低微碳钢卷的铁素体轧制方法和装置为连铸成坯→粗轧机组粗轧→冷却通道控温→高压水除鳞→精轧机组铁素体轧制→层冷装置冷却→高速飞剪分卷→卷取机卷取。本发明方法和装置解决了常规热轧工艺粗轧前需加热炉加热/均热、奥氏体区粗轧与铁素体区精轧间因温差大需待温冷却的难题和以CSP为代表的薄板坯连铸连轧工艺需加热炉加热/均热或感应加热补温等难题,具有布置紧凑、投资少、生产效率高、安全可靠、节能环保和降低成本等优势,实现了无头