
一种真空等温模锻快速成形装置.pdf

小宏****aa

1/10
2/10
3/10
4/10
5/10
6/10

7/10
8/10
9/10

10/10
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种真空等温模锻快速成形装置.pdf
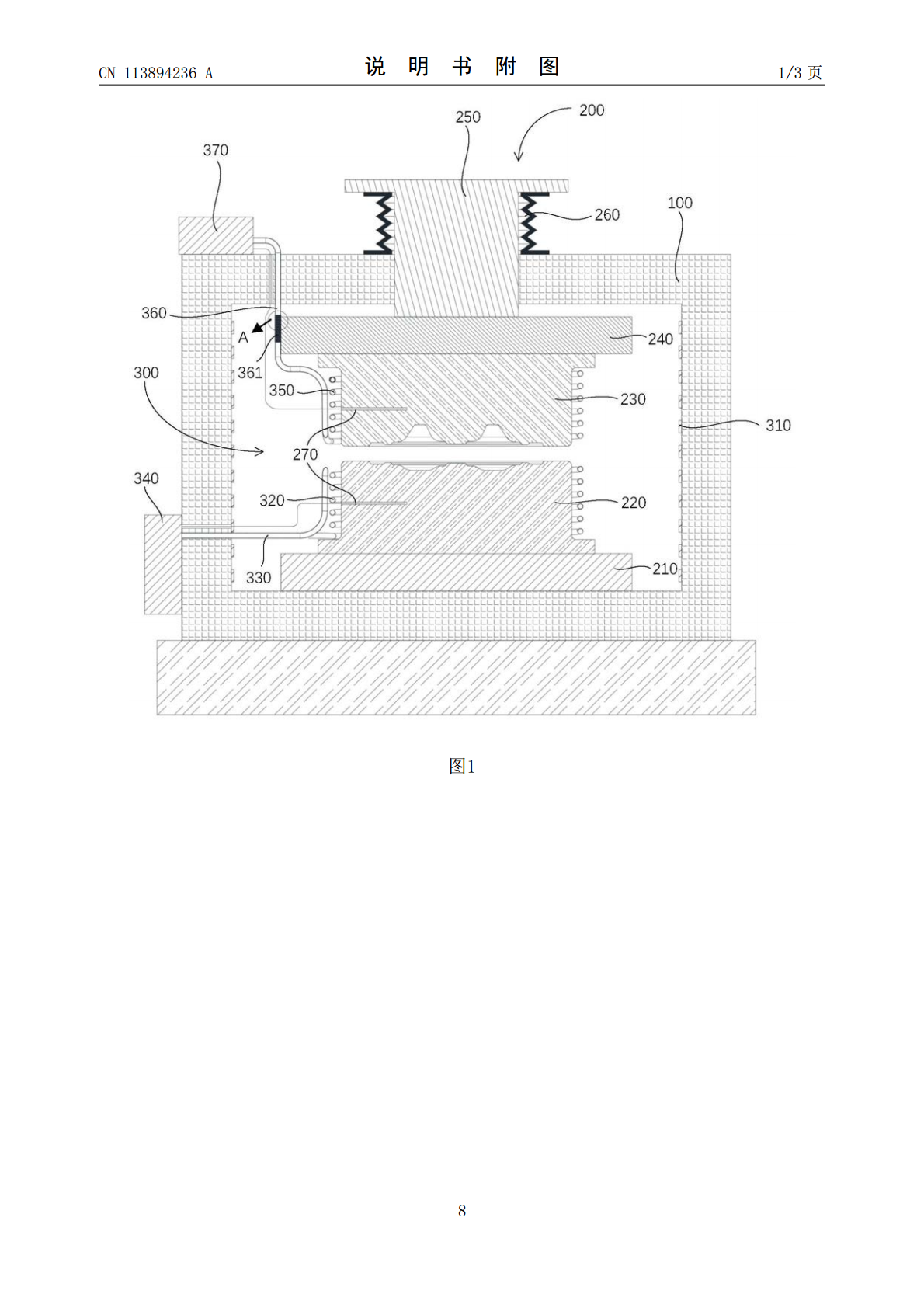
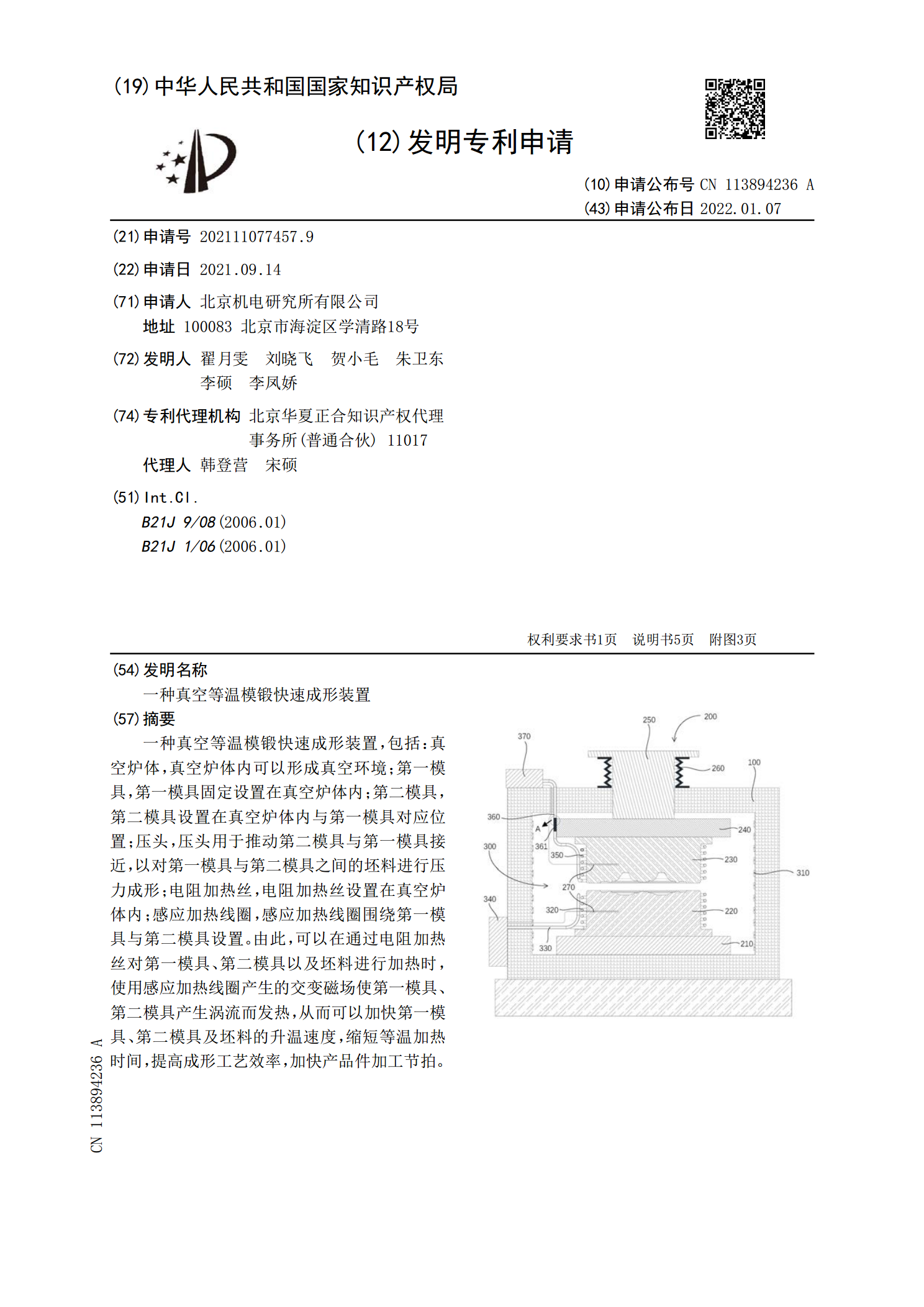
一种真空等温模锻快速成形装置,包括:真空炉体,真空炉体内可以形成真空环境;第一模具,第一模具固定设置在真空炉体内;第二模具,第二模具设置在真空炉体内与第一模具对应位置;压头,压头用于推动第二模具与第一模具接近,以对第一模具与第二模具之间的坯料进行压力成形;电阻加热丝,电阻加热丝设置在真空炉体内;感应加热线圈,感应加热线圈围绕第一模具与第二模具设置。由此,可以在通过电阻加热丝对第一模具、第二模具以及坯料进行加热时,使用感应加热线圈产生的交变磁场使第一模具、第二模具产生涡流而发热,从而可以加快第一模具、第二模

一种气压快速充型液态模锻成形装置及成形方法.pdf
一种气压快速充型液态模锻成形装置及成形方法,涉及材料加工工程领域。现有液态模锻技术存在造价高、金属熔液充型过程中容易氧化、金属熔液变形力有限和金属制件力学性能难以提高的问题。液态模锻成形装置包括气压压射装置、液压机、模具型腔、升液管和熔化炉;模具型腔设置在液压机的上、下平台之间;熔化炉设置在液压机下平台的下方,升液管贯穿液压机的下平台,熔化炉的内腔与模具型腔的内腔通过升液管相通,气压压射装置的出气口伸入到熔化炉的内腔中。通过气压压射装置向熔化炉内施加气压,将熔化炉内的金属熔液填充到模具型腔中,再利用液压机
一种涡轮盘等温模锻预成形坯料的多目标设计方法.pdf
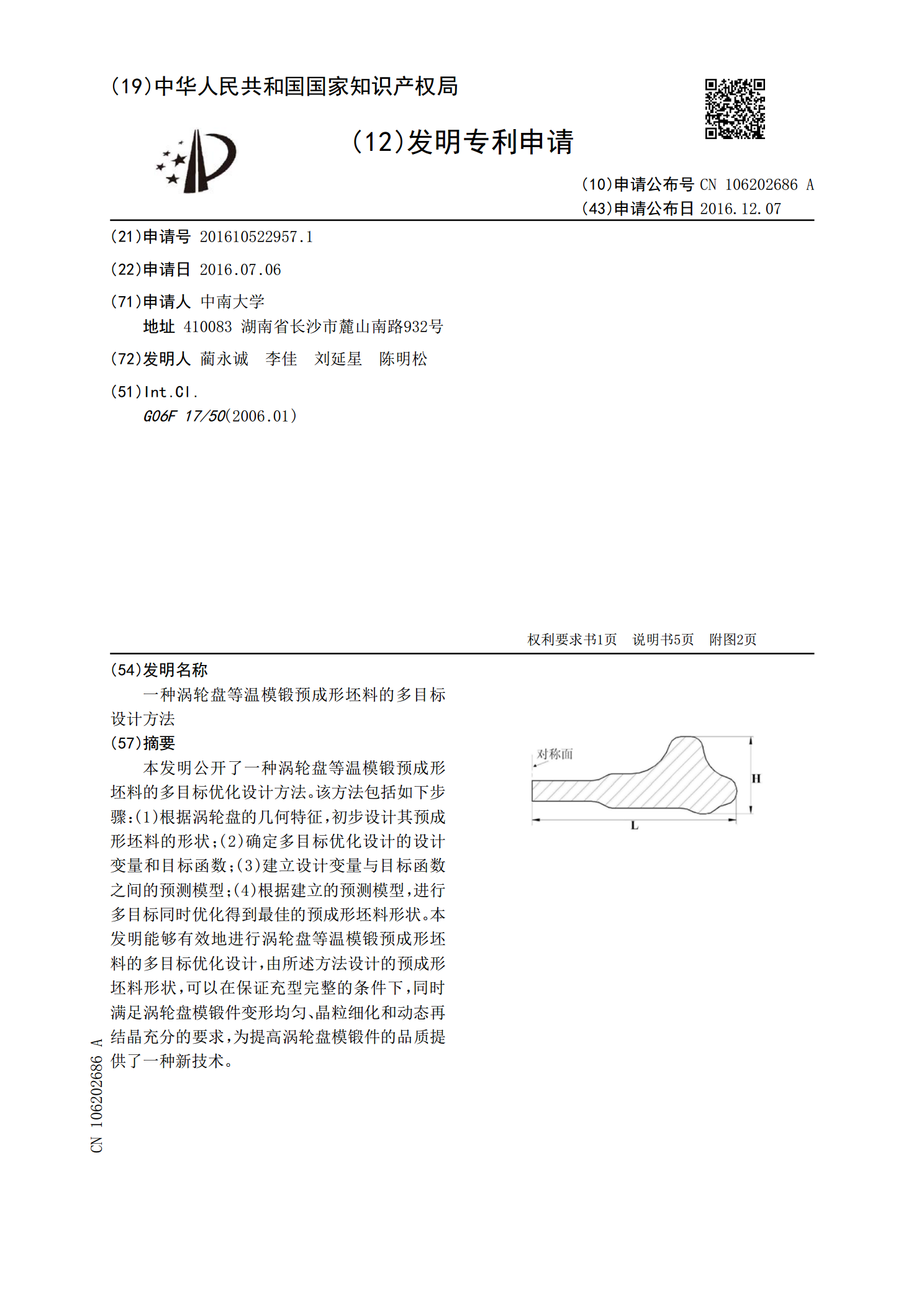
本发明公开了一种涡轮盘等温模锻预成形坯料的多目标优化设计方法。该方法包括如下步骤:(1)根据涡轮盘的几何特征,初步设计其预成形坯料的形状;(2)确定多目标优化设计的设计变量和目标函数;(3)建立设计变量与目标函数之间的预测模型;(4)根据建立的预测模型,进行多目标同时优化得到最佳的预成形坯料形状。本发明能够有效地进行涡轮盘等温模锻预成形坯料的多目标优化设计,由所述方法设计的预成形坯料形状,可以在保证充型完整的条件下,同时满足涡轮盘模锻件变形均匀、晶粒细化和动态再结晶充分的要求,为提高涡轮盘模锻件的品质提供
一种高熵合金薄壁管非等温快速挤压成形方法及装置.pdf
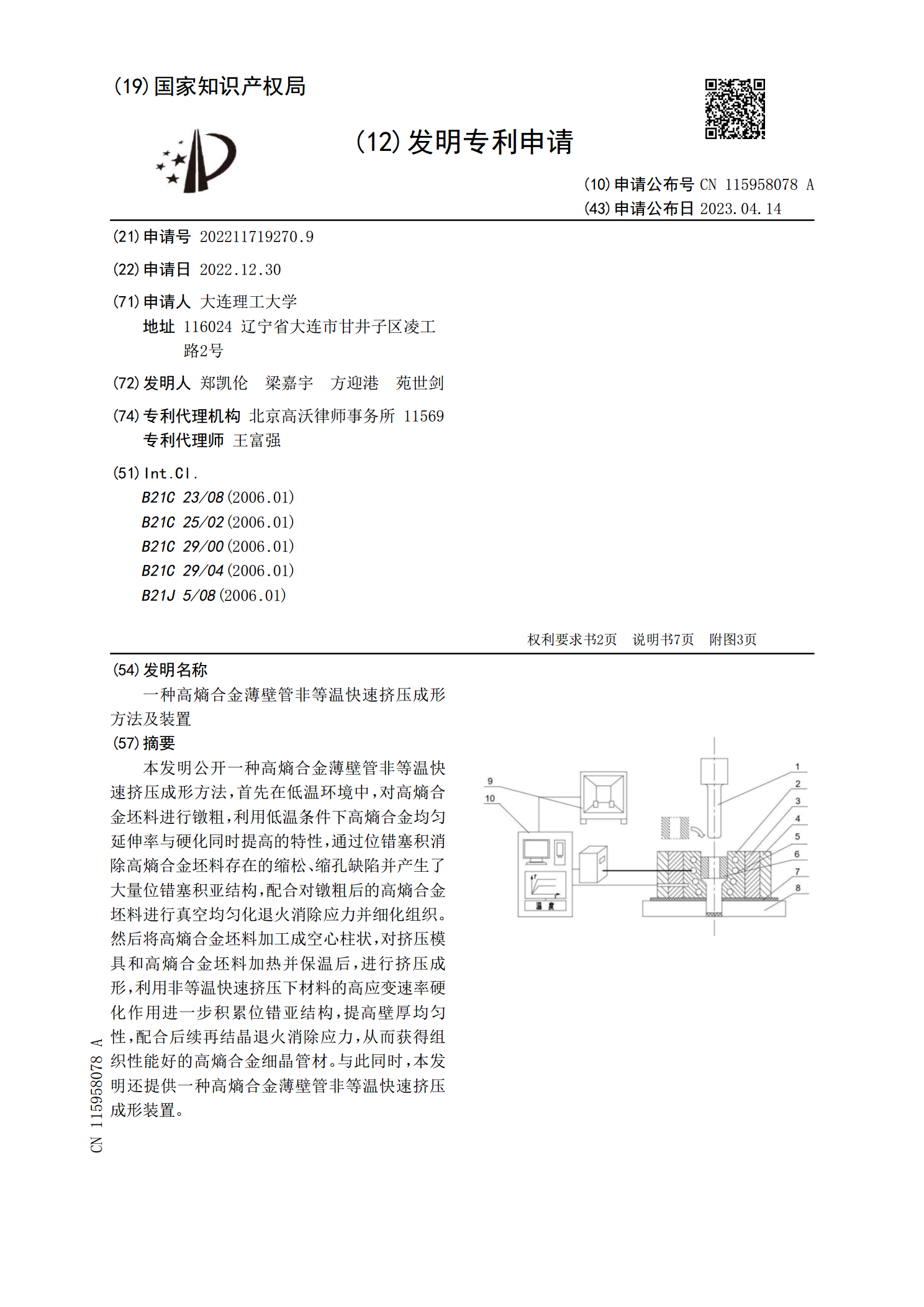
本发明公开一种高熵合金薄壁管非等温快速挤压成形方法,首先在低温环境中,对高熵合金坯料进行镦粗,利用低温条件下高熵合金均匀延伸率与硬化同时提高的特性,通过位错塞积消除高熵合金坯料存在的缩松、缩孔缺陷并产生了大量位错塞积亚结构,配合对镦粗后的高熵合金坯料进行真空均匀化退火消除应力并细化组织。然后将高熵合金坯料加工成空心柱状,对挤压模具和高熵合金坯料加热并保温后,进行挤压成形,利用非等温快速挤压下材料的高应变速率硬化作用进一步积累位错亚结构,提高壁厚均匀性,配合后续再结晶退火消除应力,从而获得组织性能好的高熵合
一种稀土镁合金薄腹支叉等温模锻成形模具及方法.pdf
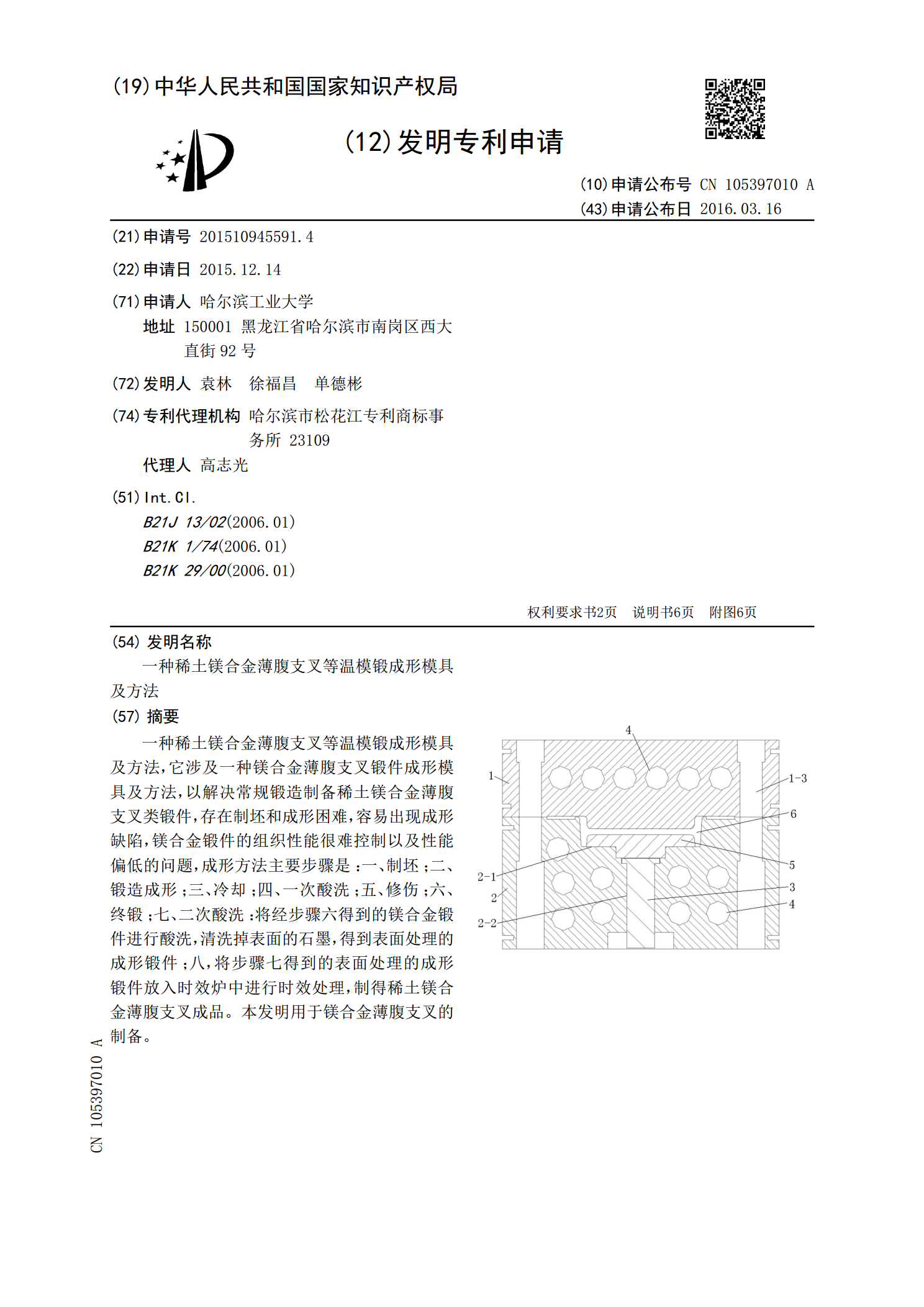
一种稀土镁合金薄腹支叉等温模锻成形模具及方法,它涉及一种镁合金薄腹支叉锻件成形模具及方法,以解决常规锻造制备稀土镁合金薄腹支叉类锻件,存在制坯和成形困难,容易出现成形缺陷,镁合金锻件的组织性能很难控制以及性能偏低的问题,成形方法主要步骤是:一、制坯;二、锻造成形;三、冷却;四、一次酸洗;五、修伤;六、终锻;七、二次酸洗:将经步骤六得到的镁合金锻件进行酸洗,清洗掉表面的石墨,得到表面处理的成形锻件;八,将步骤七得到的表面处理的成形锻件放入时效炉中进行时效处理,制得稀土镁合金薄腹支叉成品。本发明用于镁合金薄腹